
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Эффективные методы очистки технических вод машиностроительного производства
Реферат: Эффективные методы очистки технических вод машиностроительного производства
Тема проекта:
Эффективные методы очистки технических вод машиностроительного предприятия
ОТЗЫВ
научного руководителя
на дипломный проект ……(кого)
"Эффективные методы очистки технических вод машиностроительного производства"
В дипломном проекте Смелова Д.В. решалась актуальная проблема очистки технических вод машиностроительного предприятия. Дипломник на основании обобщения существующих методов обеззараживания технических вод разработал современный процесс, базирующийся на использовании гипохлорита натрия. Это позволило существенно повысить экологическую безопасность производства, поскольку данная технология существенно снижает запасы высокотоксичного хлора на предприятии. Решены вопросы охраны труда, произведен расчет экономического эффекта от внедрения проекта
К работе существенных замечаний нет. Считаю, что работа отвечает требованиям к дипломным проектам по специальности 330200 "Инженерная защита окружающей среды (машиностроение)", выполнена с оценкой "отлично", а Смелов Д.В. заслуживает присуждения ему квалификации специалиста "дипломированный инженер".
СОДЕРЖАНИЕ:
| 1. | Введение | |
| 2. | Гипохлорит натрия как альтернативный хлору реагент для обеззараживания воды | |
| 3. | Процесс обеззараживания воды на основе гипохлорита натрия | |
| 4. | Расчет экономической эффективности очистки технической воды | |
| 5. | Охрана труда | |
| 7. | Заключение | |
| 8. | Литература |
Доклад
1. вступление: Потребности в воде огромны и ежегодно возрастают. Ежегодный расход воды на земном шаре по всем видам водоснабжения составляет 3300-3500 км3. При этом 70% всего водопотребления используется в сельском хозяйстве.
Много воды потребляют химическая и целлюлозно-бумажная промышленность, черная и цветная металлургия. Развитие энергетики также приводит к резкому увеличению потребности в воде. Значительное кол-во воды расходуется для потребностей отрасли животноводства, а также на бытовые потребности населения. Большая часть воды после ее использования для хозяйственно-бытовых нужд возвращается в реки в виде сточных вод. По данным Всемирной организации здравоохранения (ВОЗ), ежегодно в мире из-за низкого качества воды умирает около 5 млн. человек. Инфекционная заболеваемость населения, связанная с водоснабжением, достигает 500 млн. случаев в год. Это дает основание назвать проблему водоснабжения – важнейшей, требующей комплексного и эффективного решения.
Обеззараживание является завершающей стадией процесса очистки воды и применяется для окончательного удаления микроорганизмов
2. гипохлорит натрия замена хлору: Хлор является сильно действующим ядовитым веществом, поэтому очистные станции, использующие хлор для обеззараживания, являются объектами повышенной опасности. Необходимость точной дозировки хлора. Недостаточная доза хлора может привести к тому, что он не окажет необходимого бактерицидного действия; излишняя доза хлора ухудшает вкусовые качества воды. Возможность утечки хлора при использовании напорных хлораторов. Необходимость хранения большого запаса хлора на станциях. Наиболее существенным из перечисленных недостатков является способность хлора в случае его утечки поражать не только обслуживающий персонал, но и население прилегающей к водоочистной станции территории. Эта его способность обусловлена летучестью и ядовитыми свойствами хлора. Газ хлор настолько ядовит и способен распространяться по территории, что раньше использовался в качестве боевого отравляющего вещества.Также применяются другие дезинфицирующие вещества: Аламинол, Акватабс 8, Деконекс 50, Гипохлорид кальция, Дехлор, Жавелион 1500, ЖавельСолид 1500, Клорсепт-17, Клорсепт-25, Ника экстрам, Пюржавель 1500, Хлорамин и т.д.
Наиболее часто при этом прибегают к использованию электрохимических методов.
Электрохимические методы обеззараживания природных и сточных вод находят всё более широкое применение в технологии водоподготовки как у нас в стране, так и за рубежом. В настоящее время наиболее перспективным методом является метод обеззараживания воды с использованием электролитического гипохлорита натрия, получаемого на месте потребления путем электролиза растворов хлоридов. Сохраняя все достоинства метода хлорирования с применением жидкого хлора, метод обеззараживания электролитическим позволяет избежать основных трудностей таких как транспортирование и хранение токсичного газа. Гипохлорит натрия применяется для обработки бытовых и промышленных вод, для разрушения животных и растительных микроорганизмов, устранения запахов (особенно образующихся из серосодержащих веществ), обезвреживания промышленных стоков, например, от цианистых соединений.
Он может быть использован для обработки воды, содержащей аммоний. Процесс осуществляют при температуре выше 700С в щелочной среде с добавлением СаСl2 или CaCO3 для разложения соединений аммиака. Для очистки от фенолов ( содержание 0,42 – 14, 94 мг/л) используют 9% раствор гипохлорита натрия в количестве 0,2-8,6 мг/л. Степень очистки достигает 99,99%. При обработке гипохлоритом воды, содержащей фенолы, происходит образование фенолоксифенолов. В ходе обработки вод, содержащих гумусовые кислоты, последние превращаются в хлороформ, дихлоруксусную кислоту, трихлоруксусную кислоту, хлоральдегиды и некоторые другие вещества, концентрация которых в воде значительно ниже. Известны данные об использовании натрия для удаления ртути из сточных вод
Электрохимический способ получения гипохлорита натрия (NaClO) основан на получении хлора путем электролиза водного раствора хлорида натрия (NaCl) и его взаимодействии со щелочью в одном и том же аппарате – электролизере.
При введении гипохлорита натрия в воду образуются хлорноватистая и соляная кислоты по реакции:
NaCIO + H2O= НCIO + NaOH; HCIO=CIO- + H+
Образование значительного количества HCl уменьшает рН раствора, что и приводит к быстрому распаду гипохлоритов. Скорости разложения раствора гипохлорита натрия способствуют повышение температуры, солнечный свет, концентрация гипохлорит-иона в растворе и контакт с окружающим воздухом.
В связи с этим наиболее целесообразным является применение гипохлорита натрия сразу же после его получения. При необходимости использования гипохлорита натрия спустя некоторое время после получения его следует разбавлять.
Анализ результатов показывает, что при обеззараживании воды прямым электролизом, так же как и при хлорировании, основным критерием бактериальной надежности является величина остаточного хлора и для полного взаимодействия продуктов электролиза с водой требуется время контакта не менее 30 мин. Следовательно, независимо от исходной зараженности и качества воды режимные параметры необходимо подбирать таким образом, чтобы величина остаточного хлора на выходе из электролизера соответствовала требованиям санитарных органов. По колебаниям величины остаточного хлора можно оценивать эффективность работы установки и регулировать токовую нагрузку.
Расход поваренной соли у прямоточных установок, как правило, несколько больше, чем у рециркуляционных. Однако их оформление и условия эксплуатации значительно проще. Поэтому такие аппараты зачастую используют на объектах небольшой пропускной способности, когда некоторый перерасход соли оправдан простой их конструкции и обслуживания.
Технологическая схема электролизера циклического действия более сложная по сравнению со схемой проточного электролизера. Поэтому она применяется, как правило, в тех случаях, когда требуется наиболее полное использование поваренной соли, а также при необходимости получения растворов гипохлоритов с повышенным содержанием активного хлора.
Достоинства электролитического гипохлорита натрия как эффективного бактерицидного агента, простота и надежность электролизных установок, а также заинтересованность потребителей в применении безопасного электрохимического метода обеззараживания воды привели к созданию огромного числа самых разнообразных по своей конструкции электролизеров.
Заключение: Защита водных ресурсов от истощения и загрязнения и их рационального использования для нужд народного хозяйства - одна из наиболее важных проблем, требующих безотлагательного решения. В России широко осуществляются мероприятия по охране окружающей Среды, в частности по очистке производственных сточных вод.
Одним из основных направлений работы по охране водных ресурсов является внедрение новых технологических процессов производства, переход на замкнутые (бессточные) циклы водоснабжения, где очищенные сточные воды не сбрасываются, а многократно используются в технологических процессах. Замкнутые циклы промышленного водоснабжения дадут возможность полностью ликвидировать сбрасываемые сточных вод в поверхностные водоемы, а свежую воду использовать для пополнения безвозвратных потерь.
В химической промышленности намечено более широкое внедрение малоотходных и безотходных технологических процессов, дающих наибольший экологический эффект. Большое внимание уделяется повышению эффективности очистки производственных сточных вод.
Значительно уменьшить загрязненность воды, сбрасываемой предприятием, можно путем выделения из сточных вод ценных примесей, сложность решения этих задач на предприятиях химической промышленности состоит в многообразии технологических процессов и получаемых продуктов. Следует отметить также, что основное количество воды в отрасли расходуется на охлаждение. Переход от водяного охлаждения к воздушному позволит сократить на 70-90% расходы воды в разных отраслях промышленности. В этой связи крайне важными являются разработка и внедрение новейшего оборудования, использующего минимальное количество воды для охлаждения.
Существенное влияние на повышение водооборота может оказать внедрение высокоэффективных методов очистки сточных вод, в частности физико-химических, из которых одним из наиболее эффективных является применение реагентов. Использование реагентного метода очистки производственных сточных вод не зависит от токсичности присутствующих примесей, что по сравнению со способом биохимической очистки имеет существенное значение. Более широкое внедрение этого метода как в сочетании с биохимической очисткой, так и отдельно, может в определенной степени решить ряд задач, связанных с очисткой технических вод.
Введение
Вода - ценнейший природный ресурс. Она играет исключительную роль в процессах обмена веществ, составляющих основу жизни. Огромное значение вода имеет в промышленном и сельскохозяйственном производстве. Общеизвестна необходимость ее для бытовых потребностей человека, всех растений и животных. Для многих живых существ она служит средой обитания.
Рост городов, бурное развитие промышленности, интенсификация сельского хозяйства, значительное расширение площадей орошаемых земель, улучшение культурно-бытовых условий и ряд других факторов все больше усложняет проблемы обеспечения водой.
Потребности в воде огромны и ежегодно возрастают. Ежегодный расход воды на земном шаре по всем видам водоснабжения составляет 3300-3500 км3. При этом 70% всего водопотребления используется в сельском хозяйстве.
Много воды потребляют химическая и целлюлозно-бумажная промышленность, черная и цветная металлургия. Развитие энергетики также приводит к резкому увеличению потребности в воде. Значительное кол-во воды расходуется для потребностей отрасли животноводства, а также на бытовые потребности населения. Большая часть воды после ее использования для хозяйственно-бытовых нужд возвращается в реки в виде сточных вод.
Основные виды загрязнения гидросферы
Под загрязнением водных ресурсов понимают любые изменения физических, химических и биологических свойств воды в водоемах в связи со сбрасыванием в них жидких, твердых и газообразных веществ, которые причиняют или могут создать неудобства, делая воду данных водоемов опасной для использования, нанося ущерб народному хозяйству, здоровью и безопасности населения. Источниками загрязнения признаются объекты, с которых осуществляется сброс или иное поступление в водные объекты вредных веществ, ухудшающих качество поверхностных вод, ограничивающих их использование, а также негативно влияющих на состояние дна и береговых водных объектов.
Загрязнение поверхностных и подземных вод можно распределить на такие типы:
механическое - повышение содержания механических примесей, свойственное в основном поверхностным видам загрязнений;
химическое - наличие в воде органических и неорганических веществ токсического и нетоксического действия;
бактериальное и биологическое - наличие в воде разнообразных патогенных микроорганизмов, грибов и мелких водорослей;
радиоактивное - присутствие радиоактивных веществ в поверхностных или подземных водах;
тепловое - выпуск в водоемы подогретых вод тепловых и атомных ЭС.
Основными источниками загрязнения и засорения водоемов является недостаточно очищенные сточные воды промышленных и коммунальных предприятий, крупных животноводческих комплексов, отходы производства при разработке рудных ископаемых; воды шахт, рудников, обработке и сплаве лесоматериалов; сбросы водного и железнодорожного транспорта; отходы первичной обработки льна, пестициды и т.д. Загрязняющие вещества, попадая в природные водоемы, приводят к качественным изменениям воды, которые в основном проявляются в изменении физических свойств воды, в частности, появление неприятных запахов, привкусов и т.д.); в изменении химического состава воды, в частности, появление в ней вредных веществ, в наличии плавающих веществ на поверхности воды и откладывании их на дне водоемов.
Сточные воды разделяют на три группы: фановые, или фекальные; хозяйственно-бытовые, включающие стоки от камбуза, душей, прачечных и др.; подсланевые, или нефтесодержащие.
Для фановых сточных вод характерно высокое бактериальное загрязнение, а также органическое загрязнение(химическое потребление кислорода достигает1500-2000мг/л.). объём этих вод сравнительно невелик.
Хозяйственно бытовые сточные воды характеризуются невысоким органическим загрязнением. Эти сточные воды обычно сбрасываются за борт судна по мере образования. Сброс их запрещён только в зоне санитарной охраны.
Подсланевые воды образуются в машинных отделениях судов. Они отличаются высоким содержанием нефтепродуктов.
Производственные сточные воды загрязнены в основном отходами и выбросами производства. Количественный и качественный состав их разнообразен и зависит от отрасли промышленности, ее технологических процессов; их делят на две основные группы: содержащие неорганические примеси, в т.ч. и токсические, и содержащие яды.
К первой группе относятся сточные воды содовых, сульфатных, азотно-туковых заводов, обогатительных фабрик свинцовых, цинковых, никелевых руд и т.д., в которых содержатся кислоты, щелочи, ионы тяжелых металлов и др. Сточные воды этой группы в основном изменяют физические свойства воды.
Сточные воды второй группы сбрасывают нефтеперерабатывающие, нефтехимические заводы, предприятия органического синтеза, коксохимические и др. В стоках содержатся разные нефтепродукты, аммиак, альдегиды, смолы, фенолы и другие вредные вещества. Вредоносное действие сточных вод этой группы заключается главным образом в окислительных процессах, вследствие которых уменьшается содержание в воде кислорода, увеличивается биохимическая потребность в нем, ухудшаются органолептические показатели воды.
Загрязнение сточными водами в результате промышленного производства, а также коммунально-бытовыми стоками ведет к эвтрофикации водоемов – обогащению их питательными веществами, приводящему к чрезмерному развитию водорослей, и к гибели других водных экосистем с непроточной водой (озер, прудов), а иногда к заболачиванию местности.
Довольно вредным загрязнителем промышленных вод является фенол. Он содержится в сточных водах многих нефтехимических предприятий. При этом резко снижаются биологические процессы водоемов, процесс их самоочищения, вода приобретает специфический запах карболки.
На жизнь населения водоемов пагубно влияют сточные воды целлюлозно-бумажной промышленности. Окисление древесной массы сопровождается поглощением значительного количества кислорода, что приводит к гибели икры, мальков и взрослых рыб. Волокна и другие нерастворимые вещества засоряют воду и ухудшают ее физико-химические свойства. На рыбах и на их корме - беспозвоночных - неблагоприятно отражаются молевые сплавы. Из гниющей древесины и коры выделяются в воду различные дубильные вещества. Смола и другие экстрактивные продукты разлагаются и поглощают много кислорода, вызывая гибель рыбы, особенно молоди и икры. Кроме того, молевые сплавы сильно засоряют реки, а топляк нередко полностью забивает их дно, лишая рыб нерестилищ и кормовых мест.
Нефть и нефтепродукты на современном этапе являются основными загрязнителями внутренних водоемов, вод и морей, Мирового океана. Попадая в водоемы, они создают разные формы загрязнения: плавающую на воде нефтяную пленку, растворенные или эмульгированные в воде нефтепродукты, осевшие на дно тяжелые фракции и т.д. Это затрудняет процессы фотосинтеза в воде из-за прекращения доступа солнечных лучей, а также вызывает гибель растений и животных. При этом изменяется запах, вкус, окраска, поверхностное натяжение, вязкость воды, уменьшается количество кислорода, появляются вредные органические вещества, вода приобретает токсические свойства и представляет угрозу не только для человека. 12 г нефти делают непригодной для употребления тонну воды. Каждая тонна нефти создает нефтяную пленку на площади до 12 кв. км. Восстановление пораженных экосистем занимает 10-15 лет.
Атомные электростанции радиоактивными отходами загрязняют реки. Радиоактивные вещества концентрируются мельчайшими планктонными микроорганизмами и рыбой, затем по цепи питания передаются другим животным. Установлено, что радиоактивность планктонных обитателей в тысячи раз выше, чем воды, в которой они живут.
Сточные воды, имеющие повышенную радиоактивность (100 кюри на 1л и более), подлежат захоронению в подземные бессточные бассейны и специальные резервуары.
Рост населения, расширение старых и возникновение новых городов значительно увеличили поступление бытовых стоков во внутренние водоемы. Эти стоки стали источником загрязнения рек и озер болезнетворными бактериями и гельминтами. В еще большей степени загрязняют водоемы моющие синтетические средства, широко используемые в быту. Они находят широкое применение также в промышленности и сельском хозяйстве. Содержащиеся в них химические вещества, поступая со сточными водами в реки и озера, оказывают значительное влияние на биологический и физический режим водоемов. В результате снижается способность вод к насыщению кислородом, парализуется деятельность бактерий, минерализующих органические вещества.
Вызывает серьезное беспокойство загрязнение водоемов пестицидами и минеральными удобрениями, которые попадают с полей вместе со струями дождевой и талой воды. В результате исследований, например, доказано, что инсектициды, содержащиеся в воде в виде суспензий, растворяются в нефтепродуктах, которыми загрязнены реки и озера. Это взаимодействие приводит к значительному ослаблению окислительных функций водных растений. Попадая в водоемы, пестициды накапливаются в планктоне, бентосе, рыбе, а по цепочке питания попадают в организм человека, действуя отрицательно как на отдельные органы, так и на организм в целом.
В связи с интенсификацией животноводства все более дают о себе знать стоки предприятий данной отрасли сельского хозяйства.
Сточные воды, содержащие растительные волокна, животные и растительные жиры, фекальную массу, остатки плодов и овощей, отходы кожевенной и целлюлозно-бумажной промышленности, сахарных и пивоваренных заводов, предприятий мясомолочной, консервной и кондитерской промышленности, являются причиной органических загрязнений водоемов.
В сточных водах обычно около 60% веществ органического происхождения, к этой же категории органических относятся биологические (бактерии, вирусы, грибы, водоросли) загрязнения в коммунально-бытовых, медико-санитарных водах и отходах кожевенных и шерстомойных предприятий.
Серьёзной экологической проблемой является то, что обычным способом использования воды для поглощения тепла на тепловых электростанциях является прямая прокачка пресной озерной или речной воды через охладитель и затем возвращение её в естественные водоёмы без предварительного охлаждения. Для электростанции мощностью 1000 МВт требуется озеро площадью 810 га, глубиной около 8,7 м.
Электростанции могут повышать температуру воды по сравнению с окружающей на 5-15 С. В естественных условиях при медленных повышениях или понижениях температур рыбы и другие водные организмы постепенно приспосабливаются к изменениям температуры окружающей среды. Но если в результате сброса в реки и озёра горячих стоков с промышленных предприятий быстро устанавливается новый температурный режим, времени для акклиматизации не хватает, живые организмы получают тепловой шок и погибают.
Тепловой шок - это крайний результат теплового загрязнения. Результатом сброса в водоёмы нагретых стоков могут быть иные, более коварные последствия. Одним из них является влияние на процессы обмена веществ.
В результате повышения температуры воды содержание в ней кислорода падает, тогда как потребность в нём живых организмов возрастает. Возросшая потребность в кислороде, его нехватка вызывают жестокий физиологический стресс и даже смерть. Искусственное подогревание воды может существенно изменить и поведение рыб - вызвать несвоевременный нерест, нарушить миграцию
Повышение температуры воды способно нарушить структуру растительного мира водоёмов. Характерные для холодной воды водоросли заменяются более теплолюбивыми и, наконец, при высоких температурах полностью ими вытесняются, при этом возникают благотворные условия для массового развития в водохранилищах сине-зеленых водорослей - так называемого “цветения воды”. Все перечисленные выше последствия теплового загрязнения водоёмов наносят огромный вред природным экосистемам и приводят к пагубному изменению среды обитания человека. Ущербы, образовавшиеся в результате теплового загрязнения, можно разделить на: - экономические (потери вследствие снижения продуктивности водоёмов, затраты на ликвидацию последствий от загрязнения); социальные (эстетический ущерб от деградации ландшафтов); экологические (необратимые разрушения уникальных экосистем, исчезновение видов, генетический ущерб).
Загрязняются реки и во время сплава, при гидроэнергетическом строительстве, а с началом навигационного периода увеличивается загрязнение судами речного флота.
Мировое хозяйство сбрасывает в год 1500 куб. км сточных вод разной степени очистки, которые требуют 50-100-кратного разбавления для придания им естественных свойств и дальнейшего очищения в биосфере. При этом не учитываются воды сельскохозяйственных производств. Мировой речной сток ( 37,5-45 тыс. куб. км в год) недостаточен для необходимого разбавления сточных вод. Таким образом, в результате промышленной деятельности пресная вода перестала быть возобновляемым ресурсом.
По данным Всемирной организации здравоохранения (ВОЗ), ежегодно в мире из-за низкого качества воды умирает около 5 млн. человек. Инфекционная заболеваемость населения, связанная с водоснабжением, достигает 500 млн. случаев в год. Это дает основание назвать проблему водоснабжения – важнейшей, требующей комплексного и эффективного решения.
Обеззараживание является завершающей стадией процесса очистки воды и применяется для окончательного удаления микроорганизмов.
В соответствии с заданием на дипломную работу разработаны предложения по замене широко распространенного метода обеззараживания воды хлором на другой метод, исключающий необходимость хранения больших количеств высокотоксичного реагента, которым является хлор.
1. Гипохлорит натрия как альтернативный хлору реагент для обеззараживания воды
1.1. Роль хлора в нашей жизни
Хлор-Chlorum (C1).
Хлор - это тяжелый (почти в 2,5 раза тяжелее воздуха) зеленовато-желтый газ, обладающий острым удушающим запахом и высокой ядовитостью для всего живого - от едва различимых под микроскопом бактерий до крупнейших животных.
Ядовитость газа, названного за свой цвет хлором (от греческого слова "хлорос" - зеленовато-желтый), объясняется его большой химической активностью. Он легко вступает в соединение почти со всеми химическими элементами, в том числе со многими металлами (натрием, калием, медью, оловом и др.). При химическом взаимодействии хлора с другими элементами выделяется большое количество тепла и света. Отнимая водород от воды, входящей в состав каждой клетки растительных и животных организмов, хлор тем самым разрушает структуру их, что влечет гибель всего живого.
Активность хлора "убила" и его самого. В природе в свободном состоянии он не встречается. Если же где-либо и образуется при редких условиях (например, при извержениях подводных морских вулканов), то в очень небольших количествах, и тотчас исчезает в результате взаимодействия с окружающими веществами.
Одно из наиболее распространенных соединений хлора - поваренная соль. Но не каждому, пожалуй, известно, каково количество имеющейся на земном шаре соли. А оно огромно! В растворенном состоянии соль содержится в воде морей и океанов. В твердом виде вся соль заняла бы 20 000 000 куб. км. Таким количеством соли можно било бы засыпать всю поверхность суши земного тара (149 000 000 км2) слоем более сотни метров толщиной.
В растворенном состоянии соль содержится в минеральных озерах, соляных ключах и соляных ручьях (несколько таких ключей вносят свои воды в озеро Баскунчак). На дне русла высохшей реки Узбой соль залегает на большом протяжении сплошным соляным пластом. Огромные куполообразные глыбы соли, целые соляные горы находятся в недрах земли и на ее поверхности, например, гора Ходжа-Мумын в Южном Таджикистане" сплошь состоящая из каменной соли, подымается на 900 м над уровнем моря.
Соль - необходимое соединение для организмов животных и человека. В организме человека содержится до 200 г соли. Важное значение соли в организмах наземных животных и правильное соотношение между солью и другими соединениями хлора, находящимися в крови наземных животных, приближающееся к тому, которое имеется в морской воде, рассматривается некоторыми учеными как доказательство происхождения наземных животных из морских организмов.
Соль открывает историю искусственного получения хлористых соединений и самого хлора. Начало этой истории связывается с 1648 г., когда немецкий химик и врач Иоганн Глаубер, нагревая влажную соль на угле, получил, конденсируя выделяющийся дым, сильную кислоту, названную им "соляным спиртом".
Следует указать, что в книге "Триумфальная колесница антимония", написанной Василием Валентином, жившим в начале XV столетия, среди подробного описания свойств и медицинского применения сурьмы и некоторых соединений висмута упоминается также и "соляный спирт". Видимо, нужно допустить, что последний был известен до Глаубера, и Глаубер лишь открыл и описал способ приготовления этого вещества. Однако современные историки химии полагают, что сочинения Василия Валентина написаны врагами Парацельса с целью доказать, что все написанное им было известно уже в XV в., поэтому, может быть, и упоминающийся в этой книге "соляный спирт" внесен в нее после открытия Глаубера. В 1772 г. английской химик Пристли, изучив свойства раствора "соляного спирта" в воде, назвал его соляной кислотой. В 1774 г. шведский химик Шееле нашел, что соляная кислота, при нагревании с двуокисью марганца, дает желто-зеленый газ - хлор.
Хлор не сразу нашел применение. Впервые хлор был использован в медицине. Раствор хлора в воде- хлорная вода - рекомендовалась как дезинфицирующее вещество врачам и студентам-медикам при работе на трупах. В 30-х годах прошлого столетия хлорную воду использовали для ингаляции при туберкулезе легких, дифтерии и некоторых других болезнях.
С развитием техники области применения хлора все более и более расширялись. Он применялся при изготовлении многочисленных химических соединений в анилиново-красочной и фармацевтической промышленностях, в производстве соляной кислоты, хлорной извести, гипохлоритов и т. д. Большие количества хлора используются для отбелки тканей и целлюлозы в бумажной и текстильной промышленностях. В цветной металлургии хлорированием получают некоторые металлы из руд. В химии высокомолекулярных соединений хлор используется при изготовлении пластических масс, синтетических волокон, каучука и т. д. Интересным свойством обладает одно из кислородных соединений хлора с магнием (хлорат магния). При действии этого вещества на хлопчатник последний теряет листья. Это используется при сборе хлопка. Веществ с подобным действием получено уже много. Они называются дефолиантами.
В первую мировую войну хлор нашел неожиданное применение как оружие массового уничтожения.
Вскоре после хлора был применен другой удушающий газ - фосген - соединение хлора с окисью углерода. Название нового, газа отражало один из способов его получения. Это соединение образуется под влиянием солнечных лучей (от греч. "фос" - свет и "генао" - произвожу, т. е. рожденный светом).
В 1917 г. массовое применение нашел иприт, который тоже содержал в себе хлор. К концу войны применялось более 50 различных боевых отравляющих веществ, 95 % которых были производными хлора. Чтобы судить об эффективности 0В на полях войны, достаточно указать, что в одной только английской армии, занимавшей среди воюющих государств 5 место по своей численности, с июля 1917 г. по ноябрь 1918 г. 0В вывели из строя более 160 000 человек.
1.2. Недостатки хлора как реагента для обеззараживания воды
Более чем вековой опыт использования метода обеззараживания воды хлором, завозимым на водоочистные станции в сжиженном виде, позволил выявить отдельные недостатки этого метода:
1.2.1.Хлор является сильно действующим ядовитым веществом, поэтому очистные станции, использующие хлор для обеззараживания, являются объектами повышенной опасности.
1.2.2.Необходимость точной дозировки хлора. Недостаточная доза хлора может привести к тому, что он не окажет необходимого бактерицидного действия; излишняя доза хлора ухудшает вкусовые качества воды. Показателем достаточности принятой дозы хлора служит наличие в воде так называемого остаточного хлора (остающегося в воде от введенной дозы после окисления находящихся в воде веществ). Согласно нормативным требованиям, для предотвращения вторичного заражения воды концентрация остаточного хлора концентрация остаточного хлора в ней должна быть не ниже 3 мг/л.
1.2.3.Необходимость обеспечения хорошего смешивания хлора с водой и достаточной продолжительности их контакта (не менее 30 минут) их контакта.
1.2.4.Возможность утечки хлора при использовании напорных хлораторов. Ввиду ядовитости хлора утечка его представляет опасность для обслуживающего персонала.
1.2.5.Необходимость хранения большого запаса хлора на станциях. Так как из одного баллона (при комнатной температуре) может быть получено лишь около 0,5-0,7 кг хлора в час, то при большом общем расходе хлора может возникнуть необходимость одновременного использования значительного числа баллонов. Во избежание этого принимают меры по увеличению съема хлора, обогревая баллоны нагретым воздухом или водой. Однако на крупных станциях этих мероприятий оказывается все же недостаточно и приходится менять более емкую тару.
1.2.6.Соблюдение особых правил при устройстве хлораторных установок. При проектировании и эксплуатации хлораторных установок надо учитывать требования, направленные на предохранение обслуживающего персонала очистной станции от вредного действия хлора.
1.2.7. Наиболее существенным из перечисленных недостатков является способность хлора в случае его утечки поражать не только обслуживающий персонал, но и население прилегающей к водоочистной станции территории. Эта его способность обусловлена летучестью и ядовитыми свойствами хлора. Газ хлор настолько ядовит и способен распространяться по территории, что раньше использовался в качестве боевого отравляющего вещества.
В связи с изложенным хранение его на складах представляет реальную опасность для городов и населённых пунктов. В крупных городах опасность усугубляется тем, что ядовитый газ хранится под давлением в значительных количествах (до 100 тонн) на водоочистных станциях, очень часто расположенных в черте города.
Эти обстоятельства, а также принятый недавно федеральный закон «О промышленной безопасности производственных объектов», предусматривающий страхование потенциально опасных производств и взимание страховых взносов с потребителей сжиженного хлора в размере до 70000 минимальных оплат труда, обусловливают необходимость поиска альтернативных хлору вариантов обеззараживания воды.
1.2.8. Одним из недостатков хлорирования воды является образование побочных продуктов – галогенсодержащих соединений (ГСС), большую часть которых составляют тригалометаны (ТГМ): хлороформ, дихлорбромметан, дибромхлорметан и бромоформ. Образование тригалометанов обусловлено взаимодействием соединений активного хлора с органическими веществами природного происхождения. Процесс образования тригалометанов растянут во времени до нескольких десятков часов, а их количество при прочих равных условиях тем больше, чем выше рН воды. Поэтому применение гипохлорита натрия или кальция для дезинфекции воды вместо молекулярного хлора не снижает, а значительно увеличивает вероятность образования тригалометанов. Наиболее рациональным методом уменьшения побочных продуктов хлорирования является снижение концентрации органических веществ – предшественников тригалометанов на стадиях очистки воды до хлорирования.
В настоящее время предельно допустимые концентрации для веществ, являющихся побочными продуктами хлорирования, установлены в различных развитых странах в пределах от 0,06 до 0,2 мг/л и соответствуют современным научным представлениям о степени их опасности для здоровья. Научная дискуссия о способности этих веществ вызывать рак и проявлять мутагенную активность, длившаяся в США в течение многих лет, завершилась признанием их безопасности в указанном выше диапазоне концентраций.
Однако, безусловно, уменьшение концентрации побочных продуктов хлорирования, точно так же, как и побочных продуктов озонирования, представляющих гораздо большую опасность (см. таблицу 1), чем побочные продукты хлорирования, является одной из основных причин поиска новых технологий и средств обеззараживания питьевой воды. В таблице 1 приведены сведения о достоинствах и недостатках известных основных и альтернативных методов и технологий обеззараживания воды.
Таблица 1.
Характеристики некоторых дезинфектантов воды
|
|||||||||||||||||||||||||||
Анализ этих данных позволяет увидеть, что среди известных методов нет идеального, точно так же, как не существует рецепта «идеальной» питьевой воды при всей важности влияния ее состава на здоровье человека. Очевидно, что состав и свойства питьевой воды определяются географическими, геологическими, климатическими, гидрологическими условиями и региональными различиями в степени и характере хозяйственного освоения территории. Поэтому регламентация качества питьевой воды в развитых странах основана на достоверных, научно обоснованных нормативах ее микробиологического (приоритетный показатель) и химического состава с позиций безопасности и безвредности для человека и определяет порядок контроля качества подаваемой населению воды, наиболее полно учитывающий региональные условия формирования и состав воды источника, а также применяемые методы водоподготовки и доставки воды потребителям.
1.3. Альтернативные методы обеззараживания воды
К настоящему времени разработаны и внедряются в промышленных масштабах
следующие альтернативные методам на основе хлора методы обеззараживания воды:
озонирование, ультрафиолетовое облучение и другие методы.
Антисептик под названием "анавидин" разработан специалистами Иркутского института химии СО РАН. С его помощью можно осуществлять обеззараживание питьевой и бытовой воды. При этом, в отличие от жидкого хлора, которым сейчас осуществляется обеззараживание, антисептик не обладает вредным воздействием на организм человека.
Анавидин обладает широким спектром антибактериального действия, причем уничтожает ряд бактерий и вирусов, устойчивых к хлору. Кроме того, анавидин не имеет токсичного действия, хорошо растворяется в воде, не придает ей дополнительных вкусов и запахов. В процессе приготовления не требует специальных сооружений и дополнительных мер безопасности. Для обеззараживания воды требует 1 мг препарата на 1 л воды, полная очистка воды происходит через 60 минут.
Применение анавидина для очистки питьевой воды разрешено Департаментом Государственного санитарно-эпидемиологического надзора РФ. Препарат может использоваться как в промышленности, так и в системе очистки городских сточных вод.
Также применяются другие дезинфицирующие вещества: Аламинол, Акватабс 8, Деконекс 50, Гипохлорид кальция, Дехлор, Жавелион 1500, ЖавельСолид 1500, Клорсепт-17, Клорсепт-25, Ника экстрам, Пюржавель 1500, Хлорамин и т.д.
1.3.1. Электрохимические методы
Наиболее часто при этом прибегают к использованию электрохимических методов.
Электрохимические методы обеззараживания природных и сточных вод находят всё более широкое применение в технологии водоподготовки как у нас в стране, так и за рубежом.
В настоящее время наиболее перспективным методом является метод обеззараживания воды с использованием электролитического гипохлорита натрия, получаемого на месте потребления путем электролиза растворов хлоридов. Сохраняя все достоинства метода хлорирования с применением жидкого хлора, метод обеззараживания электролитическим позволяет избежать основных трудностей таких как транспортирование и хранение токсичного газа.
Гипохлорит натрия применяется для обработки бытовых и промышленных вод, для разрушения животных и растительных микроорганизмов, устранения запахов (особенно образующихся из серосодержащих веществ), обезвреживания промышленных стоков, например, от цианистых соединений.
Он может быть использован для обработки воды, содержащей аммоний. Процесс осуществляют при температуре выше 700С в щелочной среде с добавлением СаСl2 или CaCO3 для разложения соединений аммиака.
Для очистки от фенолов ( содержание 0,42 – 14, 94 мг/л) используют 9% раствор гипохлорита натрия в количестве 0,2-8,6 мг/л. Степень очистки достигает 99,99%. При обработке гипохлоритом воды, содержащей фенолы, происходит образование фенолоксифенолов.
В ходе обработки вод, содержащих гумусовые кислоты, последние превращаются в хлороформ, дихлоруксусную кислоту, трихлоруксусную кислоту, хлоральдегиды и некоторые другие вещества, концентрация которых в воде значительно ниже. Известны данные об использовании натрия для удаления ртути из сточных вод.
2. Процесс обеззараживания воды на основе гипохлорита натрия

2.1.Общие сведения о процессе электролитического получения
гипохлорита натрия
При электролизе на электродах при пропускании электрического тока через растворы или расплавы электролитов протекают окислительно-восстановительные реакции.
Электрохимический способ получения гипохлорита натрия (NaClO) основан на получении хлора путем электролиза водного раствора хлорида натрия (NaCl) и его взаимодействии со щелочью в одном и том же аппарате – электролизере.
В данном случае, когда в качестве электролита используется раствор поваренной соли, сущность процесса заключается в следующем:
На аноде идет разряд ионов хлора (процесс окисления):
2Cl- =Cl2 + 2e-
Выделяющийся хлор растворяется в электролите (NaCl) с образованием хлорноватистой и соляной кислот:
Cl2 + H2O = HClO +HCl
На катоде происходит разряд молекул воды (процесс восстановления):
H2O + e- = OH- + H+
Атомы водорода после рекомбинации выделяются из раствора в виде газа, оставшиеся же в растворе ионы OH- образуют возле катода с ионами Na+ щелочь.
Вследствие перемешивания анолита с католитом происходит взаимодействие хлорноватистой кислоты со щелочью с образованием гипохлорита натрия:
HClO + NaOH = NaClO + H2O
Если все количество щелочи, образующееся на катоде, будет поступать к аноду, то процесс электролиза протекает только с образованием раствора гипохлорита натрия.
Получающийся гипохлорит натрия в значительной степени диссоциирует с образованием ионов ClO- , которые способны к дальнейшему анодному окислению с образованием хлорат-иона СlO3-:
6СlO-+6OH- -6e-=6H2O +4Cl- +2ClO3- + 1,5O2
Концентрация ионов СlO- существенно влияет на дальнейший ход электролиза. Ионы ClO- разряжаются при значительно меньших потенциалах анода, чем ионы Сl-, поэтому уже при незначительных концентрациях гипохлорита натрия на аноде начинается совместный разряд ионов Сl- и СlO-.
Образование хлората может протекать и химическим путем по реакции:
2HClО+ClO- = ClO3-+2Cl- + 2H+
Получаемый раствор гипохлорита натрия достаточно стоек и может длительное время храниться без значительного разложения при соблюдении следующих факторов, влияющих на его стойкость:
1. низкая температура ( не более 200С)
2. исключение воздействия света
3. отсутствие ионов тяжелых металлов
4. значение водородного показателя рН не менее 10
Разряд ионов Сl- приводит к образованию гипохлорита натрия с постепенно увеличивающейся концентрацией, а разряд ионов СlO- уменьшает его концентрацию. При достаточной длительности электролиза скорости этих двух процессов становятся одинаковыми (v1=v2) и дальнейший рост концентрации образующегося гипохлорита натрия прекратится.
Поэтому задачей получения гипохлорита натрия является осуществление процесса электролиза в таких условиях, при которых равновесная концентрация гипохлорита натрия наступала бы как можно позднее. Очевидно, что этим условиям будут благоприятствовать все факторы, облегчающие разряд ионов Сl- и затрудняющие разряд ионов CIО-.
2.2.Факторы, влияющие на электролиз хлорида натрия
Наиболее существенное значение для ведения электролиза на оптимальном уровне имеют следующие факторы:
1. концентрация растворов хлоридов
2. температурный режим
3. анодная плотность тока
4. характер движения жидкости
5. способ разложения электродов
1. Чем выше концентрация хлоридов, тем меньше перенапряжение выделения хлора и тем больше сдвигается его равновесный потенциал в электроотрицательную сторону. Следовательно, увеличение концентрации NaCI облегчает выделение хлора. Однако чем выше концентрация раствора NaCI, тем больше расход поваренной соли на 1 кг гипохлорита натрия, поэтому в практических условиях концентрацию раствора хлористого натрия выбирают в зависимости от требуемой концентрации гипохлорита натрия. Чем меньше раствор должен содержать гипохлорита, тем меньше может быть исходная концентрация NaCI .
2. Процесс окисления гипохлорита с последующим образованием хлоратов замедляется при понижении температуры раствора, поэтому электролиз целесообразно вести при низких температурах в интервале 20—25°С.
3. Выход гипохлорита по току увеличивается с возрастанием анодной плотности тока, так как в этих условиях затрудняется доступ ионов СlO- к аноду. При очень малых плотностях тока, отвечающих интервалу потенциалов +0,8—1,33 В, на аноде будет выделяться кислород, затем при достижении равновесного потенциала выделения хлора начнется совместное выделение кислорода и хлора, причем с ростом плотности тока выход хлора по току будет быстро возрастать. При плотностях тока около 1000 А/м2 на выделение кислорода будет расходоваться всего несколько процентов тока.
4. Весьма существенное значение имеет характер движения электролита. Если прианодный слой электролита не нарушается, то в нем находится преимущественно слабо диссоциированная хлорноватистая кислота, а образование гипохлорита натрия происходит на некотором расстоянии от анода. В этом случае ионы СlO- могут поступать к аноду из глубины раствора только благодаря диффузии и электропереносу, поэтому при отсутствии перемешивания прианодного слоя в растворе может накапливаться гипохлорит натрия более высокой концентрации, чем это соответствует началу разряда ионов СlO-, Из сказанного следует, что необходимо избегать механического перемешивания раствора.
5.Для проведения процесса электролитического получения гипохлорита натрия с минимальными энергетическими затратами большое значение имеет выбор материала анода. Аноды работают в условиях непосредственного соприкосновения с химически активными веществами, поэтому основным требованием к материалу анода является их химическая устойчивость. От стойкости электродных материалов и их удельного износа зависят продолжительность эксплуатации, затраты на ремонт и обслуживание электролизеров. Материал анода должен способствовать разряду ионов Сl-,т. е. перенапряжение хлора на нем должно быть наименьшим.
2.3.Характеристика катодов и анодов установки электролиза
хлорида натрия
С конца 60-х годов началось широкое внедрение в хлорную промышленность и постепенная замена графитовых электродов на титановые аноды из диоксидов рутения и титана. За рубежом они нашли применение под названием DSA (dimensionally stable anodes). В отечественной практике они применяются под названием ОРТА (оксидные рутениево-титановые аноды). ОРТА являются официально зарегистрированным товарным знаком.
Малоизнашиваемые аноды типа ОРТА обладают рядом неоспоримых преимуществ по сравнению с графитовыми электродами:
Они обладают более высокими селективными и электрокаталитическими свойствами (перенапряжение выделения хлора на ОРТА значительно ниже) по отношению к основному процессу – выделению хлора на аноде. Это позволяет при всех прочих равных условиях ведения электролиза осуществлять процесс при более низком значении напряжения на ванне и интенсифицировать его, используя более высокие анодные плотности тока (вплоть до 10 кА/м2 на ртутных электролизерах, что недостижимо на графите). Тем самым увеличивается выход конечного продукта с единицы поверхности анода, что обеспечивает возможность выполнять конструкции электролизеров меньших габаритов при аналогичной производительности.
Коррозионная стойкость ОРТА значительно выше, чем у графитов анодов – время непрерывной эксплуатации металлоксидных анодов (без существенной потери своих электрофизических характеристик) в диафрагменных хлорных электролизерах составляет ~ 5-6 лет, в электролизерах с ртутным катодом ~ 1,5 и более лет, в хлоратных и гипохлоритных электролизерах ~ 1 год. Графитовые аноды в хлорных электролизерах имеют срок пробега не более 6 месяцев; в хлоратных и гипохлоритных электролизерах не более 3-4 месяцев. При этом ОРТА, имея достаточно хорошие технико-эксплуатационные характеристики, позволяют проводить процесс электролитического получения ГПХН при минерализации хлорида в питающем растворе до 20-25 г/л. Это обстоятельство дает возможность проводить электролиз до более глубокой степени конверсии поваренной соли и снижает ее удельный расход в пересчете на конечный продукт.
Аноды типа ОРТА и их модификации (термин «dimensionally stable anodes» дословно означает «размерно стабильные аноды» или, что более принято на практике – «аноды неменяющихся размеров») в процессе длительной эксплуатации не меняют своей формы и в первую очередь межэлектродного расстояния по отношению к противоэлектроду (катоду), что несвойственно графиту. Титановую подложку анодов по мере срабатывания активного покрытия можно подвергать многократной регенерации и повторному нанесению активного покрытия, что в условиях и относительной дороговизны титана является немаловажным положительным фактором.
К недостаткам ОРТА можно отнести их сравнительно высокую стоимость. Для сохранения их коррозионной стойкости следует предусматривать меры, предотвращающие повышение анодного потенциала. ОРТА нельзя рекомендовать для использования в установках с периодическим изменением полярности электродов, поскольку в результате восстановления окислов образуется металлический рутений, который не стоек в условиях анодной поляризации. Однако, несмотря на указанные недостатки окисно-рутениевых анодов, из всех новых разработанных МИА они нашли наиболее широкое применение на практике.
Что касается катодного материала, то в промышленности используются, в основном, сталь, графит и титан. Важными их свойствами являются стойкость при анодной поляризации, низкий потенциал выделения хлора и высокая электропроводность.
Процесс электролиза растворов хлоридов сопровождается образованием на катодах отложений солей жесткости. Первоначально появляются тонкая пленка и отдельные кристаллы, количество которых со временем увеличивается, и вся поверхность катода постепенно покрывается осадком. Толщина осадка непрерывно возрастает, в связи с чем межэлектродное пространство забивается отложениями, снижается сила тока через электролизер и уменьшается производительность установки.
Рядом исследователей было установлено, что скорость образования осадков и структура солевой пленки зависят от плотности тока, времени поляризации, химического состава раствора, состояния поверхности электродов.
С увеличением плотности тока и времени поляризации обрастание катода происходит интенсивнее. Скорость налипания отложений снижается при применении электродов с более гладкой поверхностью. Наилучшие результаты достигаются при использовании полированных катодов.
Из перечисленных факторов наибольшее влияние на образование отложений на катодах оказывает химический состав воды и главным образом общая жесткость. С увеличением жесткости скорость образования катодных отложений возрастает. Механизм образования отложений, по-видимому, следующий. В прикатодном пространстве первичным продуктом является щелочь, получающаяся в результате разложения воды. При наличии в растворе ионов Са 2+и Mg2+ происходит образование соответствующих гидроокисей, а в присутствии ионов СО3- карбонатов.
Существует несколько технических приемов, применение которых предотвращает рост осадков на катодах:
- создание высокой линейной скорости движения жидкости относительно электродов; механическая очистка поверхности катодов;
- растворение отложений кислотой;
- «скалывание» осадков с катодов методом временной перемены полярности электродов.
При создании высокой линейной скорости движения жидкости относительно электродов отложения отрываются от поверхности катода и выносятся потоком. Скорость движения жидкости должна составлять не менее 1,5—2 м/с. Техническое осуществление данного способа возможно при применении специального насосного оборудования или электролизеров специальной конструкции, благодаря чему в межэлектродном пространстве создаются требуемые линейные скорости.
Электролит насосом под давлением снизу вверх вводится в электролизер и по магистрали поступает в сепаратор. Сепаратор оборудован устройством для удаления водорода, конусообразным дном для сбора отложений, штуцером для подвода электролита и штуцером с клапаном для отвода готового продукта.
Электролит непрерывно с заданной скоростью циркулирует по замкнутому объему до достижения требуемой концентрации по активному хлору. Катодные отложения выносятся из электролизера, собираются в конусной части сепаратора, откуда периодически удаляются. Новая порция электролита добавляется в количестве, равном отведенному готовому продукту.
Впускная камера обеспечивает равномерное распределение электролита по сечению электролизера. В электролизной части аппарата вертикально поочередно расположены анодные и катодные пластины.
В разделительной секции смонтированы устройства, сужающиеся в верхней части. Ширина зазора в этих устройствах меньше, чем расстояние между
электродами.
Ячейка снабжена патрубком для подвода электролита, крышкой с гидравлическим затвором и отверстием для удаления водорода, штуцером для отвода получаемого гипохлорита натрия и патрубком с пробкой для периодического удаления отложений солей жесткости.
Электролит движется снизу вверх со скоростью, затрудняющей образование катодных отложений. Продукты электролиза взаимодействуют не в электролитической ячейке, а в разделительной камере.
В случае применения механической очистки снятие отложений осуществляется вручную или с помощью специальных механизмов. При ручной очистке требуются полная разборка установки и выполнение обслуживающим персоналом трудоемких работ.
Типичная конструкция электролизера состоит из ряда биполярно включенных дисков, закрепленных поочередно на валу, покрытом изоляционным материалом. Электролизер закрывается крышкой и стягивается болтами. Для снятия отложений солей жесткости в электролизер введены скребковые механизмы. Удаление отложений с поверхности электродов осуществляется при повороте вала.
Технически более простой операцией является растворение отложений кислотой, в связи с чем этот метод нашел довольно широкое применение в практике. Сущность метода заключается в том, что периодически по мере обрастания катодов солями жесткости через установку пропускают 3— 5%-ный раствор соляной или азотной кислоты, который и растворяет отложения. Кислота на промывку подается с помощью так называемого замкнутого кислотного контура, состоящего из насоса небольшой подачи, бачка с кислотой, соединительных магистралей и запорной арматуры. Все оборудование выполняется из антикоррозионного материала. При проведении кислотной промывки закрывают задвижки и прекращают поступление электролита в электролизер. Открывают спускной вентиль, воздухоотделитель и сливают рассол из установки. Включают насос и в установку подают раствор кислоты, который сливается в сборный бачок по возвратной магистрали. Промывку осуществляют до полного растворения отложений, после чего электролизер снова включают в работу.
Периодичность промывки и ее длительность зависят от интенсивности обрастания катодов.
Одним из наиболее предпочтительных методов снятия отложений является способ «скалывания» осадков, который осуществляется путем проведения временной перемены полярности электродов. В этом случае исключается необходимость применения ручного труда и реагентов и, кроме того, возможна автоматизация процесса. Однако этот метод применим только для ограниченного числа материалов, способных попеременно работать как в качестве анода, так и катода. К числу таких электродов относятся, например платиновые, магнетитовые, из платинированного титана.
2.5.Виды электролитических ванн установки электролиза
хлорида натрия
В практике электрохимического производства хлорпродуктов нашли применение разнообразные конструкции электролитических ванн. На основании общих признаков они могут быть разделены на две группы: монополярные и биполярные. Схема включения электродов в электрическую цепь для ванн каждой из этих групп является общей.
Монополярные ванны имеют ряд параллельно расположенных электродов, одна половина которых соединена с положительной шиной цепи - аноды, другая - с отрицательной шиной - катоды. При таком соединении каждый электрод имеет только одну полярность, т. е. является или анодом, или катодом. Сила тока на ванне пропорциональна плотности тока и поверхности всех электродов одной какой-либо полярности, напряжение на ванне определяется разностью потенциалов на одной паре электродов (катоде и аноде), поэтому для работы монополярных ванн требуется большая токовая нагрузка при низком напряжении.
Биполярные ванны, так же как и монополярные, имеют ряд расположенных параллельно друг другу электродов, но включенных в электрическую цепь последовательно. Ток подводят только к крайним электродам — аноду и катоду. Промежуточные электроды включены в электрическую цепь через проводники второго рода — электролит.
При наложении напряжения на крайние токоподводящие элементы промежуточные электроды поляризуются. На одной их стороне, обращенной к аноду, концентрируются отрицательные заряды, на другой — положительные.
Таким образом, крайние электроды и являются монополярными, а все промежуточные — биполярными электродами, т. е. одной стороной они работают как катоды, а другой — как аноды.
Сила тока на биполярной ванне зависит только от плотности тока и площади поверхности одного монополярного электрода (анода или катода) и не зависит от числа биполярных электродов. Напряжение на ванне, наоборот, зависит от разности потенциалов между соседними электродами и прямо пропорционально числу пар анодов и катодов. Современные электролизеры в основном относятся к биполярному типу.
Количество продукта Gт, кг, которое теоретически должно выделиться на аноде при электролизе, может быть определено, согласно закону Фарадея, по формуле:
GT = AInt/ 1000
А – электрохимический эквивалент, г/(Ач)
I – полный ток через электролизер
n- число работающих анодов
t – продолжительность работы электролизера
2.7.Побочные процессы и основные показатели электролиза
хлорида натрия
Важно отметить, что на электродах параллельно с основными процессами образования целевых продуктов происходят другие побочные электродные процессы. В связи с этим количество выделившегося продукта всегда меньше теоретического. К таким процессам относятся:
■ реакция образования по химическому механизму хлората, протекающая в объеме:
2HClO + ClO- = ClO3- +2Cl- + 2H+
■ реакция электрохимическое окисление гипохлорита до хлората:
6ClO- - 6 e- = ClO3- + 1,5O2 + 5Cl-
■ химическая реакция разложения гипохлорита, которая особенно активируется в присутствии загрязнений электролита, особенно железа, меди, никеля:
2СlO- = O2 + 2Cl-
восстановление гипохлорита и хлората на катоде:
ClO- + H2O + 2e- = Cl- + 2OH-
ClO3- + 3H2O + 6e- = Cl- + 6OH-
По количеству реально полученного продукта можно подсчитать, какая часть тока израсходована полезно. Эта часть тока, выраженная в долях единицы, называется коэффициентом использования тока, а выраженная в процентах— выходом по току.
Если теоретически рассчитанное количество продукта электролиза обозначить GT, а практически полученное количество G, то коэффициент использования тока ŋ = G/GT, а выход по току равен G/GT 100% .
Значение ŋ является основным показателем процесса электролиза. Чем выше его значение, тем эффективнее течение электролиза и ниже энергетические затраты на получение единицы готового продукта. При более высоких значениях ŋ можно уменьшить требуемую площадь рабочей поверхности электродов для достижения заданной производительности, применить более компактные установки и снизить расходы на их изготовление.
На изменение коэффициента использования тока ŋ влияет ряд факторов:
- величина напряжения на разрядный промежуток
- исходная концентрация электролита
- степень использования раствора хлоридов
Величина выхода хлора по току сказывается в первую очередь на изменении затрат электроэнергии W, кВт-ч/кг, при получении гипохлорита натрия, которые могут быть подсчитаны по формуле:
W = I *U* t/G
или
W = U/ A*ŋ*n
где U—напряжение на токоподводящих электродах, В.
Можно указать один из возможных способов регулирования производительности электролизера. Повышая напряжение на токоподводящих электродах, а следовательно, повышая и силу тока, можно увеличить в определенных пределах производительность установки без существенного отклонения энергетических затрат от минимальных при сохранении максимально возможного значения выхода хлора по току.
Межэлектродное расстояние δ существенно не влияет на изменение величины ŋ и другие параметры работы электролизера. Изменение величины δ при сохранении площади рабочей поверхности электродов сказывается только на производительности установки. При увеличении межэлектродного расстояния происходит пропорциональное снижение плотности тока i и соответственно снижение общего выхода гипохлорита натрия. С точностью, приемлемой для инженерных расчетов, зависимость между δ и i может быть выражена соотношением:
δ2/δ1 = i1/i2
Для создания малогабаритных и высокопроизводительных установок наиболее целесообразно предусматривать минимально возможные межэлектродные расстояния, равные 3—6 мм, что позволяет вести процесс электролиза при больших плотностях тока.
Технико-экономические показатели работы электролизера определяются не только затратами электроэнергии, но и достигаемой степенью использования исходного раствора. Особенно большое значение это имеет в случае применения в качестве электролита растворов поваренной соли, поскольку затраты на соль являются одной из главных статей расхода при производстве гипохлорита натрия. Под степенью использования соли (процентом разложения) λ, %, понимают отношение концентрации активного хлора в растворе гипохлорита натрия, полученного в результате электролиза, к концент-рации NaCI, вводимой в установку:
λ = (ССl акт /CNaCl)*100
ССl акт – концентрация активного хлора в гипохлорите натрия
CNaCl – концентрация NaCl в электролите, г/л.
Затраты на соль зависят от достигаемой степени полезного использования исходного продукта. По мере увеличения концентрации активного хлора и растворе расход соли на получение единицы готового продукта снижается. Так, при электролизе раствора с концентрацией 100 г/л NaCI и достижении содержания активного хлора на выходе из электролизера 5 г/л расход соли составляет 20 г на 1 г готового продукта (5% - разложение). При содержании же хлора в растворе 10 г/л затраты на соль уменьшаются и составляют всего 10 r/л (10%-ное разложение). Таким образом, для снижения расходов на соль предпочтительно ведение процесса электролиза при глубоком разложении NaCl. Однако увеличение степени использования поваренной соли приводит к росту энергетических затрат, поэтому должен быть какой-то оптимальный режим эксплуатации установки, при котором суммарные затраты на соль и электроэнергию будут минимальны.
В случае использования природных электролитов основной статьей расхода являются затраты электроэнергии на подачу рассола, его транспортирование к объекту применения и производство гипохлорита натрия. Оптимальная степень использования растворов определяется в каждом конкретном случае в зависимости от исходной минерализации и требуемой концентрации активного хлора. В энергетическом отношении наиболее предпочтительно получение гипохлоритов небольшой концентрации.
Расчет электролизной установки в общих чертах сводится к следующему. Для заданной по активному хлору производительности электролизера по закону Фарадея с учетом коэффициента использования тока, значение которого зависит от типа применяемых электродных материалов, концентрации хлоридов в электролите, вида рассола и требуемой степени использования раствора, определяют необходимую токовую нагрузку:
I*n =G / Aŋt
В соответствии с выходными параметрами стандартных выпрямительных агрегатов, серийно выпускаемых электротехнической промышленностью и предполагаемых для комплектования с данным электролизером, выбирают допустимую величину полного тока и напряжения. Соответствие номиналов выпрямительных агрегатов и параметров режима работы электролизера достигается правильным выбором числа разрядных промежутков.
Площадь рабочей поверхности электродов S определяется из соотношения
S = I/I ((???чего то не хватает))
2.7. Механизм обеззараживающего действия гипохлорита натрия
Метод обеззараживания гипохлоритом натрия наиболее часто используется для обезвреживания циансодержащих стоков различных объемов и концентраций, а также от таких органических и неорганических соединений, как гидросульфид, сульфид, метилмеркаптан и т.д. Необходимо отметить, что сточные воды, содержащие цианиды, образуются при нанесении медных, цинковых и кадмиевых покрытий из цианистых электролитов. Кроме того, циансодержащие стоки образуются при термической закалке стальных изделий в расплавах цианистых солей, а на металлургических предприятиях цианиды попадают в сточные воды из доменных газов ( при их промывке и охлаждении). Концентраиця простых цианидов (KCN,NaCN) в промывных водах обычно не превышает 200 мг/л. В этих водах также содержатся в небольших количествах комплексные цианиды меди, цинка, кадмия, железа и других веществ.
При введении гипохлорита натрия в воду образуются хлорноватистая и соляная кислоты по реакции:
NaCIO + H2O= НCIO + NaOH
HCIO=CIO- + H+
Очистка сточных вод основана на окислении токсичных примесей в менее токсичные (приблизительно в 1000 раз) цианат-ионы с их последующим гидролизом в нейтральной среде до NH4+ и CO32- по следующим реакциям:
При pH = 9-10
CN- + 2OH- + NaClO = CNO- + Cl- + NaOH
При рН = 7
CNO- + 2H2O = NH4+ + CO32-
Гипохлориты окисляют в сточных водах соединения аммония, аммиак и органические вещества, содержащие аминогруппы до моно- и хлораминов, а также до треххлористого азота по следующим реакциям:
NH3 + HCIO = NH2CI + H2O
NH2CI + HCIO = NHCI2 + H2O
NHCI2 + HCIO= NCI3 + H2O
2.8. Характеристика гипохлорита натрия по технологическим и санитарно-гигиеническим показателям
2.8.1.Санитарно-гигиенические показатели
Если сравнить процессы, происходящие при введении в обрабатываемую воду гипохлорита натрия:
NaCIO + H2O= НCIO + NaOH
HCIO=CIO- + H+
и хлора:
CI2 + H2O = HCIO + HCI
HCIO = CIO- + H+
то видно, что в обоих случаях образуются одни и те же бактерицидные агенты - HClO и СlО. Взаимное соотношение недиссоциированной хлорноватистой кислоты и гипохлоритного иона зависит от рН воды.
Очевидно, что основные особенности, присущие хлорированию воды жидким хлором, должны сохраняться и при применении электролитического гипохлорита натрия. Так, при прочих равных условиях независимо от вида используемого хлорреагента требуемая степень обеззараживания достигается при одной и той же дозе по активному хлору. Величина свободного остаточного хлора, равная 0,3—0,5 мг/л для питьевой воды и 1,5— 2 мг/л для сточной жидкости, как в случае применения жидкого хлора, так и при использовании гипохлоритов является гарантированным показателем бактериальной надежности обрабатываемой воды.
Эффективность обеззараживания гипохлоритом натрия существенно зависит от активной реакции среды, степени очистки воды, ее инициальной зараженности.
Для полного подавления жизнедеятельности кишечной палочки, находящейся в воде с рН = 5,2 в концентрации 12000 клеток в 1 л, требуется доза бактерицидного продукта по активному хлору, равная 0,4 мг/л, при повышении же реакции среды до рН==8,3 летальную дозу следует почти удвоить.
При содержании в воде повышенного количества взвешенных частиц требуются большие дозы реагента. Особенно это необходимо при обеззараживании сточной жидкости. Для сточной жидкости с БПК5=3—10 мг/л снижение кишечных палочек до 10 в 1 мл достигается при введении активного хлора в количестве 1—1,5 мг/л; при БПК5 = 12 — 28 мг/л доза повышается до 2—2,5 мг/л, а при БПК5=30— 70 мг/л доза увеличивается до 3,5—4 мг/л.(БПК – биологическое потребление кислорода).
Повышенное содержание в сточной воде нитритов и аминокислот также требует увеличения доз гипохлорита натрия.
По бактерицидному действию электролитический гипохлорит натрия при обеззараживании воды с высокой инициальной зараженностью не только не уступает хлору, но и нередко превосходит его. Например, при применении гипохлорита натрия полное обеззараживание наступает при дозе по активному хлору 0,8 мг/л, тогда как при такой же дозе в случае обычного хлорирования бактерицидный эффект был неполным и составлял 97-98 %. Это объясняется, по-видимому, тем, что в природных электролитах имеются соединения йода, брома и др., которые при электролизе образуют сильные окислители, способствующие течению процесса обеззараживания.
Изучение влияния гипохлорита натрия на бактериальные клетки (кишечную палочку) по установлению уровня снижения активности ферментов показало, что механизм действия электролитического гипохлорита натрия и жидкого хлора аналогичен.
Применение электролитического гипохлорита натрия позволяет улучшить органолептические показатели обрабатываемой воды. Так, снижение цветности наиболее интенсивно идет при времени контакта 30 мин. Дальнейшее увеличение времени контакта значительного снижения цветности не дает.
В процессах очистки воды (коагулирование, стабилизация, обеззараживание), связанных с использованием тех или иных реагентов, в обрабатываемую воду вместе с химическими продуктами вносится и некоторое количество различных солей, что может сказываться на изменении солевого состава обрабатываемой воды, ее рН, жесткости и стабильности.
При обеззараживании гипохлоритом натрия вместе с одним граммом активного хлора в воду будет вводиться от 8-10 до 40-50 мг/л солей. Количество вводимых солей зависит от типа исходного раствора хлоридов, концентрации активного хлора в готовом продукте и требуемой дозы на обеззараживание. Наибольшее увеличение солесодержания воды может наблюдаться при использовании гипохлорита натрия, получаемого из подземных минерализованных или морских вод.
В природных электролитах возможно также содержание таких микрокомпонентов, как йод, бром, медь, цинк, свинец и другие. Содержание их незначительно – около 10-6-10-8. При концентрации активного хлора в электролитическом гипохлорите 1-5 г/л и дозе хлора на обеззараживание 1-5 мг/л количество вводимых микрокомпонентов уменьшается в тысячи раз и будет составлять всего 10-9-10-11 мг/л, т.е. значительно ниже максимально допустимого для питьевой воды уровня.
Растворы гипохлорита натрия во времени распадаются и несколько теряют свою активность. Это объясняется тем, что гипохлориты в водном растворе гидролизуются с образованием хлорноватистой кислоты:
ClO- + H2O = HClO + OH-,
которая нестойкая и разлагается по трем направлениям:
хлоратный распад: 3HCIO = HCIO3 + 2HCI
кислородный распад: 2HCIO = 2HCl + O2
хлорный распад ( в присутствии хлоридов):
HClO + NaCl + H2O = NaOH + H2O + Cl2
Образование значительного количества HCl уменьшает рН раствора, что и приводит к быстрому распаду гипохлоритов. Скорости разложения раствора гипохлорита натрия способствуют повышение температуры, солнечный свет, концентрация гипохлорит-иона в растворе и контакт с окружающим воздухом.
Наибольшее влияние на скорость разложения оказывает концентрация гипохлорит-иона. Так, если раствор с содержанием активного хлора 0,6-0,8 г/л в течение первых трех суток теряет свою активность на 4-5%, то за это же время раствор с содержанием хлора 10-12 г/л распадается на 10-12%. При этом наиболее интенсивно процесс распада происходит в течение первых 2-3 суток, а в последующие сутки он уменьшается. В связи с этим наиболее целесообразным является применение гипохлорита натрия сразу же после его получения. При необходимости использования гипохлорита натрия спустя некоторое время после получения его следует разбавлять.
Общепринятые при хлорировании методики химического контроля за качеством обрабатываемой воды приемлемы и при применении электролитического гипохлорита натрия.
Поскольку дезинфекция воды является заключительной фазой в технологии ее очистки, предельно допустимые концентрации тех или иных элементов не могут превышать регламентированных норм. Нормированный химический состав питьевой воды и «Правила охраны поверхностных под от загрязнения сточными водами» показывают, что наибольший допустимый диапазон колебаний содержания в воде присущ ионам Cl- , SO42- , солям жесткости, а также водородным ионам. Изменение содержания остальных многочисленных элементов воды незначительно.
Из результатов бактериологических анализов, полученных после обработки сточных вод был сделан вывод, что число кишечных палочек Е Coli непосредственно на выходе из электролизера снижается на два порядка по сравнению с первоначальной обсемененностью воды, не прошедшей через установку (что составляет 25%). Последующие 15- и 30-минутный контакты воды с продуктами электролиза приводили к дальнейшему снижению числа кишечных палочек. Увеличение времени контакта до 1 ч существенного влияния на снижение количества кишечных палочек не оказывало. По-видимому, отсутствие последующего действия продуктов электролиза связано с уменьшением количества свободного хлора вследствие его связывания с органическими веществами, присутствующими в сточной жидкости, и образованием органических хлораминов, бактерицидное действие которых менее выражено, чем у свободного хлора.
Таблица 2.1.
Влияние прямого электролиза и хлорреагентов на качество загрязненной воды
|
Показатели |
Значения показателей |
||
|
исходной воды |
обработанной воды |
||
| прямым электролизом | хлорной водой | ||
| Цветность, град | 38 | 34 | 34 |
| Щелочность, мг- экв/л | 2,1 | 2,2 | 2,1 |
| Жесткость, мг-кв/л | 3 | 3 | 3 |
| Окисляемость, мг/л | 12,7 | 11,6 | 11,8 |
| рН | 7,9 | 8,1 | 7,8 |
| Хлориды, мг/л | 17 | 17 | 17 |
| Coli индекс |
104- 4*104 |
3 | 3 |
| Остаточный хлор, мг/л | _ | 0,3-0,5 | 0,3-0,5 |
| Время контакта, мин | _ | 30 | 30 |
Анализ результатов показывает, что при обеззараживании воды прямым электролизом, так же как и при хлорировании, основным критерием бактериальной надежности является величина остаточного хлора и для полного взаимодействия продуктов электролиза с водой требуется время контакта не менее 30 мин. Следовательно, независимо от исходной зараженности и качества воды режимные параметры необходимо подбирать таким образом, чтобы величина остаточного хлора на выходе из электролизера соответствовала требованиям санитарных органов. По колебаниям величины остаточного хлора можно оценивать эффективность работы установки и регулировать токовую нагрузку.
Для сравнения была обработана проба загрязненной воды как прямым электролизом, так и хлорной водой. В результате электролитической обработки несколько увеличилось значение рН воды, снизились ее цветность и окисляемость. Изменение указанных показателей вполне закономерно. Увеличение рН воды происходит в результате образования в прикатодном пространстве щелочи; снижение цветности и как следствие окисляемости—при взаимодействии органических веществ с окислителями, в частности с электролитическим гипохлоритионом.
При обеззараживании сточной жидкости прямым электролизом значение БПК5 и оптической плотности, характеризующей наличие в воде растворимых органических загрязнений, практически не изменяется. Качество воды, оцениваемой по ХПК и окисляемости, улучшается в среднем на 5,8 и 8 % соответственно. Снижение в обработанной воде воде перманганатной и бихроматной окисляемости, очевидно, связано с наличием остаточного хлора и хлораминов. Действуя как окислители, они снижают количество потребляемого KMnO4 и K2Cr2O7.
Результаты санитарно-бактериологических исследований, подтверждающие, что основным критерием бактериальной надежности воды остается величина остаточного хлора, а также данные технологических опытов позволяют считать, что, несмотря на возможность образования в процессе электролиза различных соединений и окислителей, основное влияние на эффект обработки воды оказывает, по-видимому, активный хлор. Следовательно, с целью создания экономичного метода обеззараживания воды процесс ее прямого электролиза необходимо проводить при условиях, обеспечивающих максимально возможный выход хлора по току.
Таблица 2.2
Влияние прямого электролиза на качество очищенной сточной жидкости.
|
Показатели |
Значение показателей на этапе обработки |
Процент снижения показателей |
|
|
до электролиза |
после электролиза |
||
|
БПК5, мг/л |
1,46 | 1,46 | 0 |
| ХПК, мг/л | 27,9 | 26,3 | 5,8 |
| Окисляемость, мг/л | 5,14 | 4,73 | 8 |
|
Оптическая плотность (250 см) |
0,13 | 0,13 | 0 |
2.9.Схемы конструкции электролизных установок и принципы их действия
Возможные технологические схемы процесса получения растворов гипохлорита натрия зависит от вида исходного раствора хлоридов, требуемой концентрации активного хлора в готовом продукте, территориального расположения объекта, на котором производится гипохлорит натрия, стоимости электроэнергии и соли.
Наиболее простой схемой электролизной установки с минимальными возможными капитальными затратами является схема, при которой в качестве рассолов используют природные электролиты – подземные минерализованные и морские воды. В этом случае, как показывают расчеты, эксплуатационные расходы определяются в основном затратами электроэнергии, поэтому с целью снижения энергетических затрат процесс целесообразно вести в направлении получения слабоконцентрированных растворов гипохлорита натрия с содержанием активного хлора 0,2-1 г/л. При реализации такой схемы на практике электролит без какой-либо предварительной обработки с заданным расходом подается на электролизную установку, а затем в бак накопитель гипохлорита натрия или прямо в обрабатываемые системы.
В определенных условиях при работе электролизеров на морской воде по санитарно-гигиеническим соображениям требуется применение растворов гипохлоритов с более высоким содержанием активного хлора (до 3-3,5 г/л). Однако очевидно, что применение таких установок ограничено районами, расположенными в прибрежных зонах, и подземные минеральные воды могут использоваться только в тех случаях, когда вблизи очистных сооружений находятся пробуренные скважины многоцелевого назначения. В связи с вышесказанным, наибольшее распространение нашли установки, работающие на растворах поваренной соли.
Технологические схемы электролизных установок, работающих на растворах поваренной соли, могут быть как проточные, так и с системой рециркуляции.
Основное отличие режимных параметров проточных электролизёров от параметров электролизёров периодического действия заключается в том, что в первом случае процесс электролиза можно полагать стационарным, не зависящим от времени. При этом, если расход рассола, подаваемого на электролиз, и токовая нагрузка на электролизёр остаются постоянными, то сохраняется неизменной и концентрация раствора гипохлорита натрия, отводимого из электролизёра.
В электролизёрах периодического действия концентрация гипохлорита натрия зависит от времени, прошедшего с начала электролиза.
При использовании проточных электролизёров появляется возможность сократить затраты на обслуживание установок, т. к. здесь значительно легче управлять процессом.
При применении проточных электролизёров наиболее сложной задачей в обслуживании является обеспечение непрерывной подачи раствора поваренной соли на электролизёры.
В случае применения электролизёров периодического действия обслуживающий персонал должен значительно больше затрачивать времени на организацию процесса в связи с тем, что он вынужден несколько раз в сутки заполнять электролизёры раствором и сливать из них гипохлорит натрия.
Эта причина по-видимому обуславливает преимущественное применение электролизёров проточного типа за рубежом.
В зависимости от вида используемого сырья электролизные установки можно разделить на установки для прямого электролиза, для электролиза искусственно приготовленного раствора, для электролиза природных рассолов. В первом случае гипохлорит натрия получают из хлоридов, содержащихся в небольших концентрациях в обрабатываемой воде, а в двух последних для этой цели используют более концентрированные растворы поваренной соли.
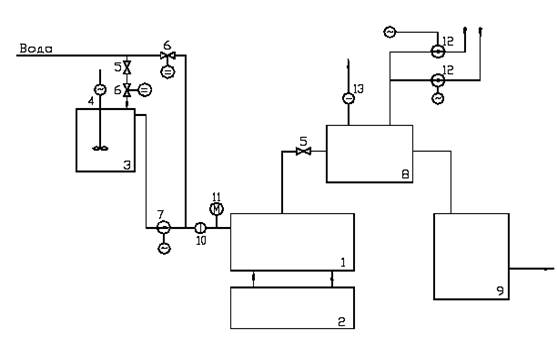
Рис.2.1. Технологическая схема проточного электролизера
1 – проточный трубчатый электролизер
2 – блок питания
3 – емкость приготовления концентрированного раствора соли
4 – мешалка
5 – шаровой вентиль
6 – регулировочные клапаны
7 – насос дозатор соляного раствора
8 – сепаратор
9 – емкость раствора гипохлорита натрия
10 – реле протока жидкости
11 – манометр
12 – вентилятор
13 – реле протока воздуха
Расход поваренной соли у прямоточных установок, как правило, несколько больше, чем у рециркуляционных. Однако их оформление и условия эксплуатации значительно проще. Поэтому такие аппараты зачастую используют на объектах небольшой пропускной способности, когда некоторый перерасход соли оправдан простой их конструкции и обслуживания.
В последние годы прямоточные схемы находят распространение и на очистных сооружениях и со значительной суточной потребностью в активном хлоре. В этих схемах используются электролизеры с окисно-металлическими анодами, способными эффективно работать даже при концентрации раствора поваренной соли всего 12-25 мг/л. При столь невысоком содержании хлоридов в исходном электролите экономически оправданная степень разложения соли достигается без применения каких-либо дополнительных устройств в виде рециркуляционных насосов, систем охлаждения и т.п.
Таблица 3
Размеры помещений в зависимости от типа установки
|
Показатель |
Значения показателей при типовом номере электролизера |
||||||||
|
1 |
1,5 |
2 |
5 |
10 |
15 |
20 |
25 |
30 |
|
| Производительность по активному хлору, кг/ч | 1,2 | 1,5 | 2 | 5 | 10 | 15 | 20 | 25 | 30 |
| Размеры здания h*l, м | 2*2 | 2*2,5 | 2*2,5 | 2,5*3,5 | 3*5 | 4*7 | 5*7,5 | 6*6 | 6*6,5 |
Технологическая схема электролизера циклического действия более сложная по сравнению со схемой проточного электролизера. Поэтому она применяется, как правило, в тех случаях, когда требуется наиболее полное использование поваренной соли, а также при необходимости получения растворов гипохлоритов с повышенным содержанием активного хлора.
Концентрированный раствор поваренной соли из емкости мокрого хранения насосом подается в емкость рабочего раствора, где происходит разбавление соли водопроводной водой до рабочей концентрации, а затем – в электролизер. В процессе электролиза происходит нагрев электролита, поэтому необходима постоянная вентиляция.
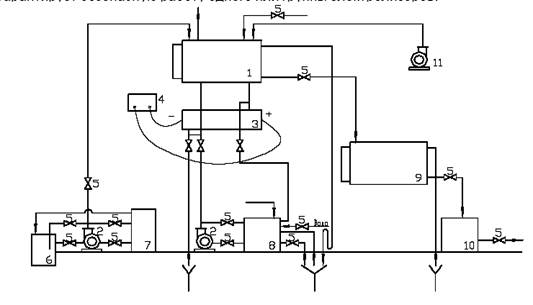
Рис.2.2.Технологическая схема электролизера циклического действия
1 – электролизная емкость
2 – насос перекачивающий
3 – трубчатый электролизер
4 – блок питания ( выпрямитель)
5 – шаровые вентили
6 – емкость мокрого хранения соли
7 – емкость рабочего раствора соли
8 – узел кислотной промывки
9 - емкость раствора гипохлорита натрия
10 – дозирующее устройство
11 – вентиляционная установка
Таблица 2.4.
Основные технико-экономические показатели трубчатых электролизеров “ХлорЭл”
| № | Наименование показат | Модификация трубчатого электролизера ХлорЭл | |||
| РГ001/800 | РГ001/1150 | РГ 001/1500 | РГ 001/2000 | ||
| 1 | Режим работы | Прот-непр | Прот-непр | Прот-непр | Прот-непр |
| 2 |
Рабочая концентрация Раствора NaCl, г/дм3 |
20+/- 2 | 20+/- 2 | 20+/-2 | 40+/-4 |
| 3 |
Удельный расход эл.эн на электролиз,кВт-ч/кг |
6,5 | 6,5 | 6,5 | 4,2 |
| 4 | Материал анода | ОРТА | ОРТА | ОРТА | ОРТА |
| 5 | Материал катода | титан | титан | титан | титан |
| 6 |
Удельный расход NaCl, кг/кга.х. |
3,3 | 3,3 | 3,3 | 5,0 |
| 7 |
Рабочая плотность тока, А/дм2 |
100 | 100 | 100 | 100 |
| 8 |
Ресурс работы анодного покрытия, ч |
2000 | 2000 | 2000 | 2000 |
| 9 |
Ресурс работы электродов, не менее, лет |
10 | 10 | 10 | 10 |
| 10 |
Производительность по активному хлору, г/ч |
800 | 1150 | 1500 | 2000 |
Достоинства электролитического гипохлорита натрия как эффективного бактерицидного агента, простота и надежность электролизных установок, а также заинтересованность потребителей в применении безопасного электрохимического метода обеззараживания воды привели к созданию огромного числа самых разнообразных по своей конструкции электролизеров.
Лучшими зарубежными образцами установок являются «Sanilec» (Diamond shamrock corporation), «Pepcon» (Pacific engineering and Production company of Nevada)
Так, например, фирмой « Diamond Shamrock Corporation» разработан ряд электролизеров. Наибольшее распространение поличила установка «Saniles», которая может работать при сипользовании как растворов поваренной соли, так и морской воды.
Установка «Saniles», работающая на поваренной соли, состоит из электролизера, выпрямителя, системы автоматической полачи рассола, емкостей для хранения рассола и гипохлорита натрия, умягчитеоя воды и элементов автоматического контроля за показателями работы.
Электролизер выполнен в виде корпуса прямоугольного сечения с расположенным в нем электродным пакетом. Аноды – малоизнашивающиеся стабильные электроды с активным покрытием из окислов драгоценного металла, катоды – титановые. Вся аппаратура изготовлена из таких коррозионно-устойчивых материалов, как титан, нержавеющая сталь, фторопласт и т.п.
Установка работает следующим образом. В растворном баке приготовляется концентрированный раствор поваренной соли, который насосом подается в смеситель, где разбавляется водой до 3%-ного содержания NaCl, а затем в - электролизер. Полученный гипохлорит натрия поступает в газоопределитель, собирается в емкости-хранилище и оттуда дозируется в обрабатываемую воду. Концентрация активного хлора в готовом продукте в среднем составляет в г/л. При необходимости она может быть несколько увеличена.
Вода, поступающая на растворение и разбавление соли, предварительно проходит через умягчитель. В процессе работы установки контролируется расход электролита, его концентрация, температура и другие технологические параметры. При отклонении параметров от заданных или создании аварийной ситуации установка автоматически отключается.
На получение 1 кг активного хлора расходуется 3,5 кг соли, 5,5 кВт-ч энергии и 125 литров воды.
Установки «Saniles» могут работать и при использовании морской воды. Морская воды предварительно перед подачей в электролизер должна пройти фильтрацию. Концентрация активного хлора в готовом продукте в зависимости от исходного солесодержания воды и режимных параметров составляет 0,2-2,35 г/л. Катодные отложения удаляются периодически путем кислотной промывки. По данным фирмы, частота промывки – 1 раз в 6 месяцев. Время, необходимое на проведение всей операции, с учетом установки электролизера и пуска его в эксплуатацию, составляет 4-6 часов. Установки выпускаются производительностью от 60 до 1000 кг активного хлора в сутки.
Электролизеры «Pepcon» также могут работать при использовании как растворов соли ( концентрацией 15-20 г/л), так и морской воды. Конструкция электролитической ячейки состоит из анодного графитового стержня с активным покрытием из PbO2 на специальных фиксаторах, установленных внутри металлической трубы, являющейся катодом. При использовании морской воды катод выполняется из титана, а растворов поваренной соли – из нержавеющей стали. Токоподводы расположены снаружи трубы, рассол протекает в узкий зазор между электродами.
Отдельные ячейки (в количестве до 10) можно компоновать в параллельные блоки с образованием так называемых модулей. Набор модулей позволяет получить требуемую производительность.
Каждая ячейка рассчитана на токовую нагрузку до 500 А при напряжении 6-7 В и способна в сутки производить до 9 кг активного хлора – при использовании растворов поваренной соли и до 11 кг – при использовании морской воды. Регулируя токовую нагрузку и напряжение, можно получить растворы с содержанием активного хлора от 0,2 до 8 г/л.
Получение концентрированных растворов гипохлорита натрия возможно только при применении системы рециркуляции и теплообменных устройств. Для получения 1 кг активного хлора затрачивается 3-3,5 кг соли и 6-6,8 кВт-ч электроэнергии. По данным фирмы при использовании рассола с содержанием взвешенных веществ до 500 мг/л предварительной очистки не требуется.
Образующиеся отложения солей жесткости удаляются путем кислотной промывки или при применении системы рециркуляции в результате использования повышенных скоростей протекания электролита.
Установка «Chloropac» состоит из ряда ячеек, выполненных по принципу «труба в трубе». Внутренний цилиндр работает как «плавающий биполь», наружный состоит из двух половинок – анодной и катодной, разделенных диэлектриком.
Производительность каждой ячейки составляет 5 кг активного хлора в сутки. Ячейки монтируются в группы (модули) производительностью до 60 кг активного хлора в сутки. Размеры такого модуля составляют 1,8*2,1*4,8 м. На производство 1 кг активного хлора расходуется 6,2 кВт*ч электроэнергии.
Возможные технологические схемы процесса получения гипохлорита натрия зависят от требуемой концентрации активного хлора в готовом продукте, территориального расположения объекта, на котором производится гипохлорита натрия, стоимости электроэнергии и соли.
Далее приведена технологическая схема комплекса по электрохимическому производству гипохлорита натрия производительностью по активному хлору от 10 до 1080 кг/сут ((рис.2.3??)):
Производство раствора гипохлорита натрия осуществляется по непрерывной схеме. Для предотвращения значительного снижения выхода активного хлора по току применяется каскад электролитических ячеек, расположенных в одной электролизной ванне, что позволяет получить концентрацию по активному хлору от 5 до 10 г/л.
Комплекс по производству гипохлорита автоматизирован и управляется с пульта управления, а также имеется возможность работы электролизной установки в ручном режиме.
.
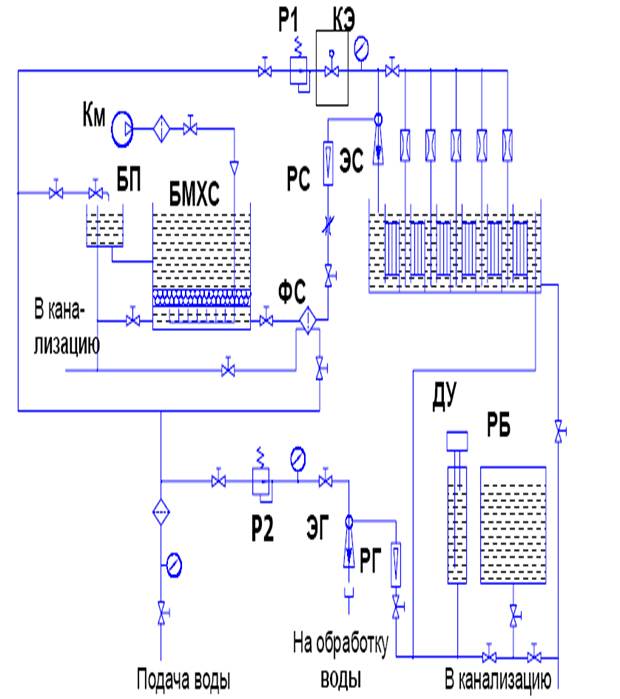
Рис.2.3. Технологическая схема комплекса по электрохимическому производству гипохлорита натрия
| обозначение | наименование | обозначение | наименование |
| БМХС |
Бак мокрого хранения соли |
БП |
Бачок подпиточный |
| ФС | Фильтр солевой | КЭ |
Клапан электромагнитный |
| Р1, Р2 | Водяной редуктор | ДУ | Датчик уровня |
| Км | воздуходувка | РС | Ротаметр солевой |
| ЭС | Эжектор солевой | РГ |
Ротаметр гипохлоритный |
| ЭГ |
Эжектор гипохлоритный |
РБ | Расходный бак |
Возможные технологические схемы процесса получения гипохлорита натрия зависят от требуемой концентрации активного хлора в готовом продукте, территориального расположения объекта, на котором производится гипохлорит натрия, стоимости электроэнергии и соли.
Таблица 2.5.
Технические данные
|
Производ Cl2 гр/ час |
80 |
240 |
480 |
800 |
1280 |
1600 |
|
Поток соля- ного р-ра NaCl л/ час |
0,75 | 2,25 | 4,5 | 7,5 | 12 | 15 |
|
Расход соли кг/час |
0,23 | 0,7 | 1,4 | 2,33 | 3,72 | 4,65 |
|
Расход воды лит/час |
10,75 | 32,25 | 64,5 | 107,5 | 172 | 215 |
|
Расход воды лит/кг Cl2 |
134,4 | 134,4 | 134,4 | 134,4 | 134,4 | 134,4 |
|
Расход мощности, АС, кВт |
0,55 | 1,64 | 3,07 | 5,12 | 7,72 | 9,11 |
|
Расход Энергии, КВт/час АС/кг, Cl2 |
6,8 | 6,8 | 6,4 | 6,4 | 6 | 5,7 |
Виды электролизов для получения гипохлорита:
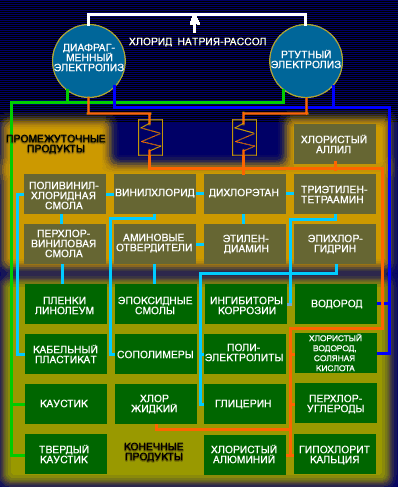
Новые разработки для обеззараживания и очистки воды
Установки АКВАХЛОР: принципиально новая техника и прогрессивная технология обеззараживания и очистки воды
В.М.Бахир, Ю.Г.Задорожний, О.П.Битюцков.
ОАО НПО «ЭКРАН» МЗ РФ
Семейство установок АКВАХЛОР является эффективной, экономичной и безопасной для человека и окружающей среды альтернативой жидкого хлора, используемого для обеззараживания и очистки питьевой воды, воды плавательных бассейнов, промышленных и бытовых сточных вод.
В установках типа АКВАХЛОР впервые решены вопросы рационального сочетания положительных свойств известных оксидантов – хлора, диоксида хлора и озона и устранены отрицательные моменты, присущие каждому из названных реагентов в отдельности, т.е., исключено образование побочных продуктов хлорирования.
|
|
| Рис.1. Блок-схема установки АКВАХЛОР |
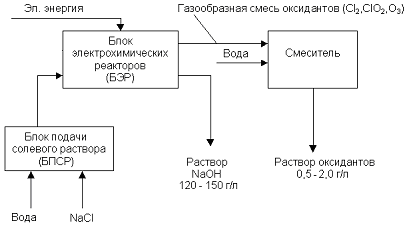
Принцип работы установок АКВАХЛОР (см. рис.1) состоит в электрохимическом синтезе влажной смеси оксидантов - хлора, диоксида хлора, озона в виде газов из водного раствора хлорида натрия концентрацией 200 – 250 г/л в анодных камерах диафрагменных модульных электрохимических элементов ПЭМ-7, конструкция и принцип работы которых запатентованы в 52 странах. Элементы ПЭМ-7 работают при перепаде давления на диафрагме от 0,8 до 1 кгс/см2, что обеспечивает электродиффузионный отбор ионов натрия через керамическую диафрагму и практически полное разделение раствора хлорида натрия за один цикл обработки на газообразные оксиданты (хлор, диоксид хлора, озон) и раствор гидроксида натрия концентрацией 120 – 150 г/л. Полученные газообразные оксиданты вместе с микрокапельками воды, содержащими гидропероксидные оксиданты – синглетный кислород, пероксид и супероксид водорода, поступают в эжекторый смеситель установки, где растворяются в обрабатываемой воде из расчета приблизительно 1 грамм оксидантов на 1 литр воды. В катодных камерах электрохимических элементов ПЭМ-7 образуется водород в количестве 1,4 граммов водорода на 100 г газообразных оксидантов. Для получения 1 грамма оксидантов в установках АКВАХЛОР расходуется не более 2 г хлорида натрия и около 2 Вт-ч электроэнергии.
Установки АКВАХЛОР компактны и занимают места не больше, чем баллоны или контейнеры с жидким хлором, хранящиеся на станциях водоподготовки при эквивалентной производительности по хлору (рис.2,3). Установки АКВАХЛОР экономичны и потребляют электроэнергию и поваренную соль в количестве близком к теоретически возможному, т.е. в намного меньше, чем любые известные в мире системы для электрохимического получения хлора.
Безопасность установок АКВАХЛОР обеспечивается тем, что они
вырабатывают хлор именно в том количестве, которое требуется в данный момент
времени для обработки воды, могут мгновенно отключаться и так же мгновенно
включаться.
Для работы установки АКВАХЛОР необходимо иметь техническую поваренную соль в
количестве 2 кг на 1 кг производимых оксидантов и электроэнергию из расчета 2
кВт-ч на 1 кг оксидантов.
Серийно, в соответствии с ТУ 3614-702-05834388-02 РФ, производятся модульные установки АКВАХЛОР–100 и АКВАХЛОР–500, производительностью 100 и 500 грамм газообразных оксидантов в час, которые возможно объединять в единую систему для увеличения производительности по оксидантам. Количество модулей в одной системе не лимитировано.
Установка АКВАХЛОР-500 (далее - установка А-500) производит 500 грамм оксидантов в час в виде водного раствора с концентрацией около 1000 мг/л в количестве около 500 литров в час. Электрическая мощность установки А-500 равна 1800 Вт, питание от сети переменного тока 220 вольт, 50 Гц. Расход поваренной соли составляет 1000 г/ч, в виде исходного раствора концентрацией 200 - 250 г/л - около 5 литров в час.
|
|
| Рис. 2. Вариант подключения двух установок Аквахлор-500 на водоочистительной станции в республике Башкортостан (г. Салават). Раствор оксидантов из установок подается в накопительную емкость (справа), откуда с помощью эжекторного насоса добавляется в основной поток обрабатываемой питьевой воды. Емкость с основным объемом солевого раствора такого же объема, как и накопительная емкость (2 куб. м), размещена на высоте 1,5 м над полом, раствор соли из этой емкости автоматически подается в малую емкость для солевого раствора (синяя пластиковая бочка). Установки работают по режиму №3 без потери эффективности раствора оксидантов, поскольку после добавления его в питьевую воду, имеющую исходное значение рН = 6,7, указанное значение рН сохраняется неизменным и хлорноватистая кислота не превращается в гипохлорит-ионы. |

Установка А-500 состоит из трех блоков: блока электрохимического (БЭ), блока подачи солевого раствора (БПС) и блока питания (БП), общий вес которых не превышает 100 кг.
Конструкцией установки А-500 предусмотрена эксплуатация в трех различных режимах.
Режим 1. Установка производит около 500 л/ч раствора оксидантов с концентрацией 1000 мг/л и рН = 2 - 3, а также приблизительно 5 л/ч католита с концентрацией гидроксида натрия 150 - 170 г/л.
При работе в данном режиме обеспечивается получение высокоэффективного раствора оксидантов, являющегося с технологической точки зрения аналогом хлорной воды, образующейся в хлораторе при использовании жидкого хлора, а также раствора гидроксида натрия, который можно использовать для регулирования рН воды, или как моющее средство (необходимо разбавление).
Раствор оксидантов при работе в режиме 1 рекомендуется вводить непосредственно в основной поток обрабатываемой воды, учитывая при этом, что для обеспечения оптимальных значений гидродинамических параметров работы встроенного эжекторного насоса установки А-500, давление на выходе раствора оксидантов из установки А-500 не должно превышать 0,5 кгс/см2. Если давление воды в точке ввода превышает 0,5 кгс/см2, требуется использование герметичной (с абсорбционным поглотителем газообразного хлора) накопительной емкости и химически стойкого дозировочного насоса для ввода раствора оксидантов в обрабатываемую воду. Кроме того, требуется система автоматического управления уровнем раствора оксидантов в накопительной емкости.
Режим 2. Установка А-500 производит около 500 л/ч раствора оксидантов с концентрацией 1000 мг/л и рН в диапазоне 5 - 7, а также 1 - 3 л/ч католита с концентрацией гидроксида натрия 150 - 170 г/л. Отсутствие запаха хлора или весьма слабо выраженный запах хлора у раствора оксидантов (в отличие от раствора с низким значением рН, имеющего отчетливо выраженный запах хлора) позволяет накапливать и сохранять его в емкостях различного объема (от 1000 литров и более до 10 - 20 литров). Все функциональные свойства раствора оксидантов с рН = 5 - 7 полностью соответствуют свойствам раствора оксидантов с низким значением рН. Условия непосредственного ввода раствора оксидантов с рН = 5 - 7 непосредственно в поток обрабатываемой воды являются полностью идентичными изложенным в описании режима 1.
Режим 3. Установка А-500 производит 500 грамм в час газообразной смеси оксидантов, которая напрямую, минуя встроенный эжекторный насос установки, подается в эжекторный смеситель хлораторной станции. Одновременно, установка производит около 5 литров в час католита с содержанием гидроксида натрия 150 - 170 г/л. Вода в установку подается только для охлаждения циркулирующего через теплообменник католита и после выхода из установки может быть направлена в резервуар чистой воды.
При работе в режиме 3 отсутствует необходимость использования промежуточной накопительной емкости для раствора оксидантов, дозирующего насоса для ввода этого раствора в обрабатываемую воду. Регулировка количества вводимых в воду оксидантов осуществляется изменением силы тока, протекающего через электрохимический реактор установки.
|
|
| Рис.3. Вариант размещения двух установок Аквахлор-500 в республике Коми (г. Микунь). Установки работают по режиму №2, раствор оксидантов с рН = 6,5 поступает в накопительную емкость объемом 2 куб. м (внизу), емкость для солевого раствора (синяя пластиковая бочка) автоматически пополняется из емкости для готового солевого раствора большего объема (2 куб. м), размещенной выше по уровню (на фото не показана). |

Воду в установку А-500 можно подавать из водопроводной линии питьевой воды. Отбор раствора оксидантов из накопительной емкости (рекомендуемый объем емкости 200 - 1000 л) производится с помощью дозировочного плунжерного насоса. Накопительная емкость в случае работы в автоматическом режиме может быть оборудована датчиками уровня (нижний и верхний), связанными с блоком автоматики управления работой установки. При работе в ручном режиме датчики уровня на накопительной емкости раствора оксидантов не используются. Установку периодически включают и поддерживают необходимый объем раствора оксидантов в емкости. Отбор оксидантов осуществляют либо постоянно, либо периодически. Контроль за уровнем оксидантов в питьевой воде производится стандартными существующими методами.
Приготовление исходного солевого раствора целесообразно осуществлять в отдельной емкости растворением необходимой массы соли с расчетным количеством воды методом гидроразмыва. Эатем приготовленный солевой раствор перекачивают в вышерасположенную емкость где производится осаждение солей жесткости. Для этого следует на каждый кубический метр приготовленного раствора внести 2 - 3 литра католита и 200 - 300 грамм карбоната натрия или гидрокарбоната натрия (пищевой соды) и после осаждения солей жесткости (через 8 - 10 часов) перелить приготовленный раствор в емкость для исходного раствора. Эта емкость должна быть установлена на возвышении 40 - 50 сантиметров от пола, чтобы приемный патрубок насоса блока подачи солевого раствора находился под заливом.
В комплект установки входят шланги для подключения к линии подачи воды, для подачи солевого раствора от емкости к блоку подачи солевого раствора, соответствующие фитинги и фильтры.
|
|
| Рис. 4. Реактор установки АКВАХЛОР-500 из 16 элементов ПЭМ-7 |

Главной частью установок АКВАХЛОР, предназначенных для получения смеси оксидантов из раствора хлорида натрия, является электрохимический реактор (рис.4).
Реактор установки АКВАХЛОР состоит из патентованных электрохимических элементов ПЭМ-7, каждый из которых представляет собой миниатюрный диафрагменный электролизер с коаксиально установленными электродами и диафрагмой. Внешний электрод элемента ПЭМ-7 является катодом и изготовлен из титановой трубы диаметром 40 мм и длиной 35 см. Внутренний электрод (анод) изготовлен из титановой трубы диаметром 16 мм и длиной 29 см. На поверхность анода по оригинальной технологии нанесено покрытие из оксидов рутения и иридия (ИРО). Покрытие ИРО анода в сравнении с известными электродами ОРТА при прочих равных условиях работы имеет ресурс работы в 800 – 1500 раз больший. Аноды в реакторах установки АКВАХЛОР эксплуатируются при весьма благоприятных для оксидных покрытий условиях: рН среды в анодной камере всегда меньше 2,5. Опыт непрерывной, в течение пяти лет, эксплуатации анодов в установке АКВАХЛОР показал полное отсутствие признаков износа покрытия ИРО. Важным является, что изношенное анодное покрытие легко заменить на новое, поскольку сам анод в процессе работы не подвержен электрохимическому износу: рабочее напряжение на элементе ПЭМ-7 недостаточно для побоя защитной оксидной пленки. Стоимость восстановления покрытия намного меньше стоимости собственно элемента ПЭМ-7.
Керамическая диафрагма в элементе ПЭМ-7 изготовлена из смеси оксидов циркония, алюминия и иттрия, обладает исключительной стойкостью к действию кислот, щелочей, окислителей, восстановителей, выдерживает давление на разрыв до 5 атм, имеет неограниченный ресурс работы. Очистка диафрагм в процессе работы установки АКВАХЛОР не требуется, если для питания установок используется умягченный солевой раствор. При использовании солевого раствора с солями жесткости необходима периодическая очистка диафрагмы 3 %-ным раствором соляной кислоты. Очистка производится путем промывки реактора установки АКВАХЛОР без какой-либо его разборки в течение 15 – 30 минут.
|
|
|
Рис. 5. Схема
электрохимического блока установки АКВАХЛОР |
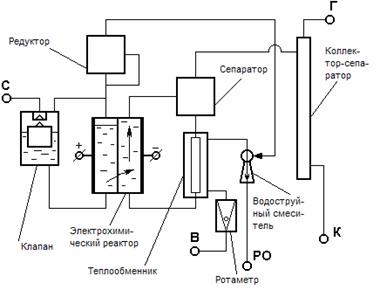
В отличие от всех известных процессов производства хлора из раствора хлорида натрия (диафрагменный электролиз, электролиз с ионообменной мембраной, электролиз с ртутным катодом), в элементе ПЭМ-7 установок АКВАХЛОР процесс разложения раствора хлорида натрия на конечные продукты – газообразную смесь оксидантов, раствор гидроксида натрия концентрацией 120 – 150 г/л (в зависимости от концентрации исходного солевого раствора) и водород происходит за один цикл, т.е. без какого-либо возврата анодных или катодных продуктов на повторную обработку в реактор и без добавления воды в катодную камеру (рис.5). Иными словами, в элементах ПЭМ-7 реализована технология разложения, заключающаяся в том, что весь поступающий в анодную камеру раствор соли концентрацией 200 – 250 г/л полностью, за один цикл, разлагается на влажный газ (хлор, диоксид хлора, озон), а в катодной камере без какой-либо дополнительной добавки воды также за один цикл образуется раствор гидроксида натрия концентрацией 120 – 150 г/л (приблизительно, в объеме поступающего солевого раствора) и газообразный влажный водород.
|
|
| Рис. 6. Модули Аквахлор-500-02, вид сверху, видны фторопластовые шланги вывода оксидантов из элементов ПЭМ-7 в сепараторы. Эти же шланги обеспечивают гальваническую развязку элементов ПЭМ-7 в реакторе |

Главная технологическая особенность установки АКВАХЛОР состоит в том, что синтез оксидантов в анодной камере реактора протекает под давлением, значительно превышающем давление в катодной камере (перепад около 1 кгс/см2). Суперпозиция и взаимовлияние градиентов давления, напряженности электрического поля, концентрации электролитов и плотности тока в поровом пространстве керамической диафрагмы обеспечивают селективное удаление ионов натрия вместе с избытком воды из анодной камеры через диафрагму в катодную камеру, сохранение всех ионов хлора в анодной камере и полное отсутствие возможности проникновения гидроксил-анионов из катодной камеры в анодную.
Установка АКВАХЛОР может быть легко адаптирована к источнику постоянного тока необходимой мощности с практически любыми выходными параметрами по току и напряжению, поскольку конструкцией реактора обеспечена возможность изменения электрической схемы подключения элементов ПЭМ-7. При последовательном соединении элементов ПЭМ-7 реактор установки превращается в биполярный электролизер оргинальной конструкции, так как составляющие его электрохимические ячейки (элементы ПЭМ-7) пространственно и гальванически отделены друг от друга. При параллельном соединении элементов ПЭМ-7 реактор становится разновидностью монополярного электролизера (рис.6). Также возможно смешанное (последовательно-параллельное) соединение элементов ПЭМ-7 в реакторе установки АКВАХЛОР.
Напряжение на единичном элементе ПЭМ-7 в процессе работы может быть в пределах от 2,8 до 4,5 вольта при силе тока от 20 до 35 ампер и минерализации исходного солевого раствора от 200 до 250 - 300 г/л. Степень разложения соли при всех режимах работы составляет 99,3 – 99,8 %. В связи с этим, реальный удельный расход соли на производство оксидантов в установке АКВАХЛОР приблизительно равен 1,7 грамм на 1 грамм оксидантов.
При силе тока 23 – 24 ампера элемент ПЭМ-7 вырабатывает 30 г/ч оксидантов (в пересчете на молекулярный хлор), напряжение на нем близко к 2,8 – 2,9 В, а удельный расход электроэнергии - около 2 кВт на 1 кг оксидантов (хлора). В этом режиме доля молекулярного хлора в выделяющемся газе составляет 98 - 99 %.
Для того, чтобы увеличить долю диоксида хлора и озона в смеси синтезируемых оксидантов до 3 – 7 %, установки АКВАХЛОР эксплуатируют в более форсированном режиме, т.е. при силе тока более 25 ампер на единичном элементе ПЭМ-7 и напряжении более 3 вольт. Удельный расход энергии, соответственно, составляет 2,5 - 3,0 и может достигать 4,0 кВт-ч/кг при соответственно возрастающей производительности единичного элемента ПЭМ-3 до 40 и более грамм оксидантов в час. Однако, удельное потребление соли остается прежним – около 1,7 г/г во всех режимах. Другим путем увеличения содержания диоксида хлора и озона в составе смеси оксидантов является подщелачивание исходного солевого раствора до рН = 9,5 – 10,5.
Трехлетний опыт эксплуатации установок АКВАХЛОР в различных условиях (климатических, технических, технологических) в России и за рубежом показал их высокую эффективность, экономичность, практически полное отсутствие побочных продуктов хлорирования даже при обработке раствором оксидантов сточных вод с высоким содержанием органических соединений. Дальнейшее совершенствование технологии обеззараживания воды с применением установок АКВАХЛОР происходит по пути оптимизации гидравлических схем и систем автоматизации при одновременном подключении большого количества модулей А-500. В настоящее время наибольшее количество одновременно используемых модулей А-500 составляет 16, общая их производительность по оксидантам равна 8 кг/ч и применяются они для обеззараживания питьевой воды, для которой велик риск заражения вирусными инфекциями.
Установки АКВАХЛОР имеют сертификат соответствия РФ, а производимый ими раствор оксидантов – санитарно-эпидемиологическое заключение Госсанэпиднадзора РФ. Кроме того, установка АКВАХЛОР-500 имеет сертификат соответствия стандартам Германии (TUV).
Переносные установки

С-5-30 - производительность 30 г. активного хлора в час
С-5-120 - производительность 120 г. активного хлора в час
С-5-400 - производительность 400 г. активного хлора в час
Эти переносные автономные мини-генераторы предназначены для получения на месте потребления дезинфицирующего раствора гипохлорита натрия с фиксированной концентрацией активного хлора (8 г/л) путем электролиза 4% раствора поваренной соли. Для целей отбеливания применяется 0,1% раствор гипохлорита. Себестоимость 1 литра рабочего раствора не превышает 20 копеек.
Стационарные установки

С-5-400Б - установка для обеззараживания воды в бассейнах, производительность 400 г. активного хлора в час.
ХлорЭл-2000 - установка для обеззараживания питьевой воды на станциях водоподготовки и обеззараживания сточных и оборотных вод. Производительность до 100 кг. активного хлора в сутки до70 тыс. кубометров воды в сутки.
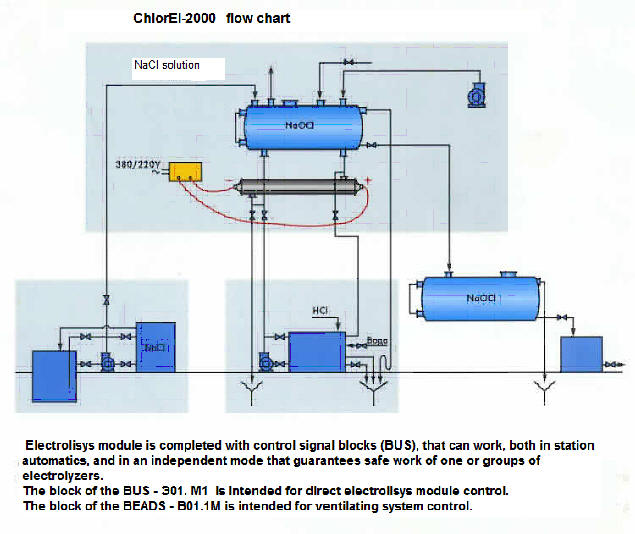
ЭЛП - установки электролиза минерализованных грунтовых вод для обеззараживания питьевой воды на станциях водоподготовки и обеззараживания сточных и оборотных вод. Производительность свыше 100 кг. активного хлора в сутки более 100 тыс. кубометров воды в сутки.
3. Расчет экономической эффективности
очистки технической воды:
3.1 Определение затрат труда
3.1.1. Определим оплату труда обслуживающего персонала в год
Сп = Тм*aз*nм, где
Тм – 167 часов –норма времент в месяц
aз – тарифная ставка персонала
Nм – 12 –число месяцев в году
3.1.2 Определим зарплату аппаратчика IV разряда за год
Сап =Tм*aз*nм = 167*11,89*12 = 23827,56 руб.
Аз – тарифная ставка аппаратчика IV разряда
С учетом премии 65% aз = 11,89 руб.
3.1.3 Определим зарплату машиниста IV разряда за год
Смаш =Tм*aз*nм = 167*11,43*12 = 22905,72 руб.
aз – тарифная ставка машиниста IV разряда
С учетом премии 65% aз = 11,43 руб.
В штате три аппаратчика и три машиниста, следовательно:
Зарплата трех аппаратчиков за год составляет:
Сап = 3*23827,56 = 71482,68 руб.
Зарплата трех машинистов составляет:
Смаш = 3*22905,72 = 68717,16 руб.
Итого зарплата персонала за год составляет:
Сп = Сап + Смаш = 71482,68 + 68717,16 = 140499,94 рубля
3.2 Затраты на электроэнергию за год
| № | Потребитель электроэнергии |
Мощность кВт |
Кол-во | Потребление электроэнергии в час, кВт-ч |
Стоимость 1 кВт-ч электроэнергии |
| 1. |
Агрегат электронасосный для химически активных и нейтральных жидкостей Х45/54-Т-СД |
Электродвигатель АД-71-2 22 кВт |
2 | 44 кВт-ч | 0,375 |
| 2. |
Вентилятор радиальный из титановых сплавов №5 В-ЦЧ-70-5К-01 |
Электродвигатель 4А90L4X 2,2 кВт |
1 | 2,2 кВт-ч | 0,375 |
| 3. |
Электролизер РГ-001-1500 |
Расход энергии установкой 6 кВт |
1 | 6 кВт-ч | 0,375 |
| 4. | Итого: | -- | 4 | 52,2 кВт-ч | 0,375 |
3.2.1 Определим расход электроэнергии:
Сгод.эл. = Эч*nд*nч*Сэл. = 52,2*300*24*0,375=140940 руб.
Где Эч – 52,2 кВт-ч – потребление электроэнергии в час
nд = 300 дней работы в году
nч = 24 часа – число часов в сутки
Сэл. = 0,375 – стоимость 1 кВт-ч электроэнергии
3.3 Материальные затраты:
3.3.1 Приобретение поваренной соли NaCl
Соль = Кчас*nд*24*СNaCl = 0,0045*300*24*3100 = 100440 рублей
Кчас – 0,0045 тонн – расход соли в час
nд – 300 дней работы в год
24 – число часов в сутки
С NaCl – 3100 руб. за 1 тонну соли
3.3.2 Стоимость очищенной технической воды в количестве 900000 м3 в год составляет:
Со.в. = Ст.в.* aв. = 1,44*1,18*900000 = 1529280 рублей
Где
Ст.в. – стоимость очищенной технической воды = 1,44 руб.
НДС = 18%
Итого сумма затрат на материалы:
См = Ссоль + Со.в. = 100440 + 1529280 = 16297820 рублей
3.4 Амортизационные отчисления
| Балансовая стоимость | Кол-во | Норма амортизационных отчислений (%) | |
|
Агрегат электронасосный с двигателем Х45/54-Т-СД |
15300 | 2 | 19,3 |
|
Вентилятор В-ЦЧ-70-5К-01 С двигателем 4А90L4X |
5250 | 1 | 22 |
|
Электролизер РГ-001-1500 |
2300000 | 1 | 20 |
3.4.1 Определяем амортизационные отчисления на агрегат электронасосный
Х45/54-Е-СД
Сагр.= Сбал.агр.* nа. = 15300*0,193 = 2952,9 руб.
3.4.2 Определяем амортизационные отчисления на вентилятор В-ЦЧ-70-5К-01
Свен= Сб.в.*nв. = 5250*0,22 = 1155 руб.
3.4.3 Определяем амортизационные отчисления на электролизер РГ-001-1500
Сэл.= Сэл.б.* nэл. = 2300000*0,2 = 460000 руб.
Итого на амортизационные отчисления :
Сам. = Сагр. + Свен. + Сэл. = 2952,9+1155+460000 = 464107,9 рублей
3.5 Определяем затраты с учетом накладных расходов 12 % и сметной прибыли 8%
Собщ.затр. = (Сп+Сгод.эл.+См.+Сам.)*(100+12+8)/100 =
(140499,94+140940+1629720+464107,9)*1,2 = 2850321,4 руб.
3.5.1 Стоимость воды из городского водопровода для потребления
5,95 руб. за 1 м3 без НДС
с НДС = 5,95*1,18 = 7,021 руб, где НДС =18%
Свод.гор. = 7,021*Qпотр. = 7,021*900000 = 6318900 руб.
3.5.2 Экономический эффект от применения гипохлорита натрия при очистке технической воды на предприятии.
Сэк.эф. = Свод.гор.-Собщ.затр. = 6318900-2850321,4 = 3468578,6 руб.
Экономический эффект составляет: 3468578,6 руб.
4. Охрана труда и техника безопасности
Охрана труда является социально-технической наукой, которая выявляет и изучает всевозможные опасности и профессиональные вредности, а также разрабатывает методы их предотвращения или ослабления с целью устранения. Основная задача по организации охраны труда и технике безопасности сводится к предупреждению несчастных случаев, заболеваний, травматизма и т. д. Основная цель ОТ и ТБ – предупредить возникновение этих опасностей.
Возможные опасности на предприятиях и других рабочих местах: травматизм, проффесиональные заболевания, общие заболевания. Основные причины влияющие на травматизм и заболевания: технические причины связанные с неисправностью технических средств в т. ч. отсутствие заземления оборудования, работа без предохранительных устройств, незнание или нарушение правил по технике безопасности, непредвиденная остановка оборудования, отсутствие основных выходов.
В данном помещении установлена автоматическая пожарная сигнализация с необходимыми пожарными датчиками. В средствах для тушения пожара имеются огнетушители углекислотные. На светильниках и лампах усановлено защитное сплошное стекло, электрическая сеть опробована на сопротивлении изоляции, разработана и вывешена на видном месте инструкция о мерах пожарной безопасности.
Установлен электрический контур заземления, который имеет следующую конструкцию. По стене помещения, где стоят технические средства закрепляется железная полоса, к которой через розетку (третий контакт) подключаются технические средства в т. ч. ЭВМ. Полоса выводится наружу здания и по стене опускается в грунт, где к ней привариваются уголки. Размеры полосы, уголков, их количесво и глубина заземления выбирается из расчета, что общее сопротивелние заземляющего устройтва не должно быть более 4 Ом. Для соединения уголков необходима полоса. Ее размеры (ширина, длина, глубина заложения) берутся в соответствии с выбранной длиной заземления.
Расчет сопротивления заземляющщих устройств
| Основнные показатели и способ расчета | Показатель | |
| Индекс | Значение | |
| 1.Количество точек подключения |
N |
8 |
| 2.Удеельное сопротивление грунта | P | 10 |
| 3. Длина уголка | t | 1,85 |
| 4.Ширина уголка | b | 0,09 |
| 5.Глубина заложения уголка | h | 1,95 |
| 6.Ширина соединительной полосы | bi | 0,05 |
| 7.Длина полосы | ti | 6,2 |
| 8.Глубина залжения | hi | 0,75 |
| 9.Число заземлителей | - | 10 |
| 10.Коэфициент экранирования уголков и полосы | hэн | 0,42 |
| 11.Коэфициент экранирования уголков | hэкр | 0,56 |
| 12.Сопротивление заземляющего устройства | Rтр | 20,19 |
| 13.Сопротивление соединительной полосы | Rн | 1,96 |
| 14.Результирующее сопротивление | Rрез | 3,72 |
Для защиты от резких скачков напряжения установлены стабилизаторы и трансформаторы, а также сетевые фильтры.
Температура помещения составляет 20-23 грдуса зимой и 20-25 градусов летом. Для проветривания воздуха помещения установелн кондиционер. Для нашей торговой прощади установлен один кондиционер с учетом: количества ЭВМ, площади рабочего помещения, суммарной мощности оборудования, суммарной мощности светильников, количества одновременно работающих людей, максимального перепада температуры воздуха и приточного воздуха, поступления тепла от оборудования, поступления тепла от людей, поступления тепла от осветительных приборов, общего избытка тепла в помещении.
Относительная влажность воздуха составляет 65% +/ - 5%. Влажная уборка производится 2-3 раза в день.
Обязанности руководителя перед персоналом по ОТ и ТБ:
-организовать проведение мероприятий, инструктажа по ОТ и ТБ в процессе принятия персонала на работу;
-организовать общий и вводный инструктаж непосредственно на рабочем месте с дальнейшей проверкой знаний, которая проводится 1 раз в пол года.
-организовать контроль за состоянием ОТ и ТБ путем периодического контроля (1 раз в месяц);
-создать комиссию по расследованию несчастных случаев и их причин, если они возникают.
Заключение
Защита водных ресурсов от истощения и загрязнения и их рационального использования для нужд народного хозяйства - одна из наиболее важных проблем, требующих безотлагательного решения. В России широко осуществляются мероприятия по охране окружающей Среды, в частности по очистке производственных сточных вод.
Одним из основных направлений работы по охране водных ресурсов является внедрение новых технологических процессов производства, переход на замкнутые (бессточные) циклы водоснабжения, где очищенные сточные воды не сбрасываются, а многократно используются в технологических процессах. Замкнутые циклы промышленного водоснабжения дадут возможность полностью ликвидировать сбрасываемые сточных вод в поверхностные водоемы, а свежую воду использовать для пополнения безвозвратных потерь.
В химической промышленности намечено более широкое внедрение малоотходных и безотходных технологических процессов, дающих наибольший экологический эффект. Большое внимание уделяется повышению эффективности очистки производственных сточных вод.
Значительно уменьшить загрязненность воды, сбрасываемой предприятием, можно путем выделения из сточных вод ценных примесей, сложность решения этих задач на предприятиях химической промышленности состоит в многообразии технологических процессов и получаемых продуктов. Следует отметить также, что основное количество воды в отрасли расходуется на охлаждение. Переход от водяного охлаждения к воздушному позволит сократить на 70-90% расходы воды в разных отраслях промышленности. В этой связи крайне важными являются разработка и внедрение новейшего оборудования, использующего минимальное количество воды для охлаждения.
Существенное влияние на повышение водооборота может оказать внедрение высокоэффективных методов очистки сточных вод, в частности физико-химических, из которых одним из наиболее эффективных является применение реагентов. Использование реагентного метода очистки производственных сточных вод не зависит от токсичности присутствующих примесей, что по сравнению со способом биохимической очистки имеет существенное значение. Более широкое внедрение этого метода как в сочетании с биохимической очисткой, так и отдельно, может в определенной степени решить ряд задач, связанных с очисткой технических сточных вод.
На реализацию комплекса мер по охране водных ресурсов от загрязнения и истощения во всех развитых странах выделяются ассигнования, достигающие 2-4% национального дохода ориентировочно, на примере США, относительные затраты составляют (в %): охрана атмосферы 35,2% , охрана водоемов - 48,0, ликвидация твердых отходов - 15,0, снижение шума -0,7, прочие 1,1. Как видно из примера, большая часть затрат - затраты на охрану водоемов, Расходы, связанные с получением коагулянтов и флокулянтов, частично могут быть снижены за счет более широкого использования для этих целей отходов производства различных отраслей промышленности, а также осадков, образующихся при очистке сточных вод, в особенности избыточного активного ила, который можно использовать в качестве флокулянта, точнее биофлокулянта.
Таким образом, охрана и рациональное использование водных ресурсов - это одно из звеньев комплексной мировой проблемы охраны природы.
ЛИТЕРАТУРА И ДРУГИЕ ИСТОЧНИКИ ИНФОРМАЦИИ
1. Хотунцев Ю.Л. «Человек, технологии, окружающая среда» Москва:
Устойчивый мир, 2001 г.
2. Алферова А.А., Нечаев А.П. «Замкнутые системы водного хозяйства промышленных
предприятий, комплексов и районов» Москва: Стройиздат, 1987 г.
3. Беспамятнов Г.П., Кротов Ю.А. «Предельно допустимые концентрации химических веществ в окружающей среде» Ленинград: Химия, 1987 г.
4. «Охрана производственных сточных вод и утилизация осадков» Под редакцией Соколова В.Н. Москва: Стройиздат, 1992 г.
5. Демина Т.А. «Экология, природопользование, охрана окружающей среды.» Москва, Аспект пресс, 1995.
6. Жуков А.И., Монгайт И.Л., Родзиллер И.Д. Методы очистки производственных сточных вод. - М.: Химия, 1996. – 345 с.
7. Петров К.М. Общая экология: Взаимодействие общества и природы: Учебное пособие для вузов. – 2-е изд., стер. – СПб: Химия, 1998. – 352 с., ил.
8. Сергеев Е. М., Кофф. Г. Л. "Рациональное использование и охрана окружающей среды городов." -М.: Высшая школа, 1995г
9. Алферова А.А., Нечаев А.П. Замкнутые системы водного хозяйства промышленных предприятий, комплексов и районов М.: Стройиздат 1997
10. Проблемы развития безотходных производств Б.Н. Ласкорин, Б.В. Громов, А.П. Цыганков, В.Н. Сенин М.: Стройиздат 1995
11. Кафаров В.В. Принципы создания безотходных химических производств М.: Химия 1994
12. Беспамятнов Г.П.,Кротов Ю.А. Предельно допустимые концентрации химических веществ в окружающей среде Л.: Химия 1996.
13. Абрамович С.Ф. Раппорт Я.Д. Тенденции развития водоснабжения городов за рубежом. Обзор М.: ВНИИИС 1993
14. Туровский И.С. Обработка осадков сточных вод М.: Стройиздат 1989
15. Жуков А.И. Монгайт И.Л., Родзиллер И.Д. Методы очистки производственных сточных вод М.: Стройиздат.
16. Евилович А.З. Утилизация осадков сточных вод М.: Стройиздат 1996
17. А.Г. Банников , А.К. Рустамов, А.А Вакулин Охрана природы М.: Агропромиздат 1989
18. П.И. Капинос, Н.А. Панесенко Охрана природы Киев: “Выща школа” 1994
19. Охрана окружающей природной Среды Под редакцией Г.В. Дуганова Киев: “Выща школа” 1995
20. Комплексное использование и охрана водных ресурсов. Под редакцией О.А. Юшманова М.: Агропромиздат 1988
21. Методы охраны внутренних вод от загрязнения и истощения Под редакцией И.К. Гавич М.: Агропромиздат 1989
22. Охрана производственных сточных вод и утилизация осадков Под редакцией В.Н. Соколова М.: Стройиздат 1999
23. Всемирная сеть Интернет.
Организационно-экономический раздел
1. Расчет экономической эффективности внедрения прибора.
Введение.
Для увеличения точности контроля при шлифовании валов с прерывистыми поверхностями был модернизирован широкодиапазонный управляющий прибор.
Для успешной разработки модернизации прибора рассчитывается плановая эффективность и составляется сетевой график.
Расчет экономической эффективности производится на одну заданную программу.
Сравнение технологических процессов шлифования прерывистых поверхностей валика в базовом и новом вариантах показывает значительные преимущества технологического процесса с использованием проектируемого прибора. Они заключаются в следующем.
1) Повышение
точности изготовления валика должно привести к
уменьшению брака и увеличению точности сопряжения валика. Повышение
точности сопряжения приведет к росту
качества работы и долговечности
всего изделия.
2) Совмещение контроля с процессом
обработки, исключение
промежуточных промеров деталей и
интенсификация режимов обработки
вместе с возможностью
использования многостаночного обслуживания
приведут к снижению трудоемкости
обработки. Значительное снижение
трудоемкости обработки
уменьшит требуемое количество основного
оборудования и производственных
площадей.
3)
Использование
прибора для контроля диаметра валика в процессе
шлифования
позволит снизить объем послеоперационного контроля.
4) Существенно улучшаться условия труда оператора.
2.Организация, трудоёмкость и затраты на конструкторскую
подготовку производства.
2.1. Введение
В состав конструкторской подготовки нового объекта обычно входит разработка технического задания, технического предложения, эскизного проекта, технического проекта и рабочего проекта, изготовление, испытание и отладка опытного образца.
Техническое задание разрабатывается на основании заявки заказчика. В заявке указываются исходные требования к изделию, в том числе ориентировочная лимитная цена с её обоснованием.
Техническое задание является исходным документом для разработки технических документов на изделие. В техническое задание включаются прогнозируемые показатели технического уровня и качества изделия, указывается лимитная цена изделия, а также подлежащие разработке проектные стадии.
В общем случае техническое задание должно состоять из следующих разделов:
• Наименование и область применения изделия;
• Основания для разработки;
• Цель и назначение разработки;
• Технические требования;
• Экономические показатели;
• Стадии и этапы разработки;
• Порядок контроля и приёмки.
Техническое предложение разрабатывается в случае, если это предусмотрено утверждённым техническим заданием. Техническое предложение разрабатывается с целью выявления дополнительных и уточненных требований к изделию, которые не могут быть указаны в техническом задании.
Эскизный проект.
В состав эскизного проекта разрабатываемого на основе технического задания входят:
1. Принципиальные,
кинематические, электрические, гидравлические, и
пневматические
схемы конструируемого объекта.
2.
Эскизные
чертежи общих видов конструкций, которые устанавливают
размещение
всех узлов и механизмов, входящих в конструируемый
объект, с указанием их габаритных размеров.
3.
Перечень
входящих в конструкцию узлов и механизмов с указанием
оригинальных
и унифицированных узлов и механизмов внутри
данного объекта и заимствованных из других конструкций.
4. Установление номенклатуры покупных изделий.
5. Технико-экономическое обоснование принятой конструкции объекта.
Технический проект предусматривает разработку:
1. Общего вида прибора и
всех узлов с указанием размеров,
расположения
и конструктивной формы всех входящих в состав узлов
деталей,
увязочных размеров отдельных деталей, классов точности и
посадок
сопрягаемых деталей.
2.
Узловых
спецификаций с указанием количества входящих в узел
оригинальных,
унифицированных, нормальных и покупных деталей.
3. Составление ведомостей покупных изделий.
4.
Проведение
технологического и нормативного контроля чертежей,
узлов и
другой технической документации.
5.
Электрические,
гидравлические, пневматические и масло смазочные
схемы.
6. Промышленно - художественной эстетики, эргономики.
7.
Мероприятий,
обеспечивающих требования к надёжности и
долговечности,
обеспечение техники безопасности.
8. Расчёта ориентировочной массы отдельных узлов.
Рабочий проект.
На базе технического проекта разрабатывается рабочий проект. В него входит разработка:
1. Рабочих чертежей общего вида узлов и всех оригинальных деталей.
2. Уточнённых по детальных спецификаций на каждый узел.
3. Компоновочных и увязочных чертежей.
4. Расчёта масс всех входящих в узел деталей.
5.
Корректировки
рабочих чертежей после изготовления и отладки
опытного
образца.
6. Установочных чертежей.
Затраты времени на конструкторскую подготовку нового объекта устанавливаются на основе нормативов. На определение трудоёмкости конструирования влияют степень новизны, сложности деталей и сложности сборочных единиц, а также схем изделий.
При планировании конструкторской подготовки производства широко применяется метод сетевого планирования и управления (СПУ). Система сетевого планирования и управления обеспечивает:
1. Наглядность;
2. Непрерывность планирования;
3. Взаимосвязь между исполнителями;
4.
Маневрирование
ресурсами (время, материалы, кадры)
Составление
сметы затрат на конструкторскую подготовку
производства начинается с определения фонда заработной платы проектантов по стадиям и видам работ.
Общая стоимость конструкторской подготовки производства складывается из суммы заработной платы по всем видам работ и накладных расходов.
Скоба двухконтактная.
Скоба предназначена для обеспечения контроля припуска валов в процессе обработки на круглошлифовальных станках и автоматической настройки прибора на размер по образцовой детали.
2.2.Перечень работ и событий для составления сетевого графика.
| № п/п | Содержание события | Шифр работы | Содержание работы |
| 1 | Заявка заказчиком представлена | 1-2 | Разработка технического задания |
| 2 | Техническое задание на проектирование нового прибора разработано | 2-3 | Разработка чертежа общего вида прибора |
| 3 | Чертеж общего вида прибора разработан | 3-4 | Разработка принципиальной кинетической схемы |
| 3-5 | Проведение тех. расчетов | ||
| 4 | Принципиальные схемы разработаны | 4-5 | Фиктивная работа |
| 5 | Принципиальные схемы разработаны, тех расчеты проведены | 5-6 | Разработка чертежа общего вида прибора |
| 6 | Чертеж общего вида прибора разработан | 6-7 | Разработка трудоемких и металлоемких деталей |
| 6-8 | Составление ведомости покупных деталей | ||
| 6-9 | Составление ведомости согласования применения прибора | ||
| 7 | Чертежи трудоемких и металлоемких деталей разработаны | 7-10 | Технологический контроль |
| 8 | Ведомость покупных деталей составлена | 8-12 | Сверка копии с оригиналом |
| 9 | Ведомость согласования применения прибора составлена | 9-12 | Сверка копии с оригиналом |
| 10 | Технологический контроль чертежа закончен | 10-11 | Нормо-контроль чертежей |
| 11 | Нормо-контроль чертежей закончен | 11-12 | Сверка копии с оригиналом |
| 12 | Все копии с оригиналом сверены | 12-13 | Разработка сборочных чертежей |
| 1-14 | Разработка чертежей деталей | ||
| 13 | Сборочные чертежи разработаны | 13-15 | Конструкторский и технологический контроль |
| 14 | Чертежи деталей разработаны | 14-16 | Конструкторский и технологический контроль |
| 15 | Конструкторский и технологический контроль сборочных чертежей закончен | 15-17 | Нормо-контроль сборочных чертежей |
| 15-18 | Составление спецификации сборочных узлов | ||
| 16 | Конструкторский и технологический контроль чертежей деталей закончен | 16-17 | Нормо-контроль чертежей деталей |
| 16-19 | Составление спецификации деталей | ||
| 17 | Нормо-контроль сборочных чертежей и чертежей деталей закончен | 17-20 | Сверка копии с оригиналом |
| 18 | Все спецификации составлены | 18-20 | Составление ведомости спецификаций |
| 19-20 | |||
| 19 | Ведомости спецификаций и ведомости покупных изделий | 20-21 | Разработка технических условий на проведение испытаний |
| 20 | Технические условия на проведение испытаний составлены |
2.3. Определение трудоемкости конструкторской подготовки
производства
Количество оригинальных деталей - 40 штук из них:
15 деталей I группы сложности и группы новизны А
20 деталей II группы сложности и группы новизны А
5 деталей II группы сложности и группы новизны В
 [рабочий день]
[рабочий день]
| Наименование работы | Шифр работы | Трудоемкость (нормо-час) | Длительность раб. дня (час) |
Количество человек (gij) |
Время работы (tij) |
|
Разработка технического задания |
1-2 | 1030,5 | 8,2 | 2 | 63 |
|
Разработка чертежа общего вида |
2-3 5-6 |
1207,5 | 8,2 | 3 | 49 |
|
Разработка принципиальных схем |
3-4 | 375,5 | 8,2 | 2 | 23 |
| Проведение тех. расчетов | 3-5 | 172,5 | 8,2 | 2 | 11 |
|
Составление ведомости покупных деталей |
6-8 | 36 | 8,2 | 1 | 5 |
|
Составление ведомости согласования применения прибора |
6-9 | 13,25 | 8,2 | 1 | 2 |
|
Разработка трудоемких и металлоемких деталей |
6-7 | 17 | 8,2 | 2 | 2 |
| Технологический контроль | 7-10 | 6,10 | 8,2 | 1 | 1 |
| Нормо-контроль чертежей | 10-11 | 4,5 | 8,2 | 1 | 1 |
| Сверка копии с оригиналом |
8-12 9-12 11-12 17-20 |
2,25 | 8,2 |
|
Разработка сборочных чертежей |
12-13 | 751,5 | 8,2 | 2 | 46 |
| Разработка чертежей деталей | 12-14 | 19,9 | 8,2 | 2 | 2 |
| Составление спецификации |
15-18 16-19 |
25 | 8,2 | 1 | 3 |
|
Конструкторский и технологический контроль |
13-15 14-16 |
24,6 | 8,2 | 1 | 2 |
|
Составление ведомостей спецификаций |
18-20 19-20 |
20 | 8,2 | 1 | 3 |
|
Разработка технических условий на проведение испытания |
20-21 | 47,5 | 8,2 | 2 | 3 |
t (ij) - продолжительность выполнения любой работы ij
t PH(ij) - раннее начало любой работы ij
t PH(ij) = Tp(i)
tPO(ij) – раннее окончание любой работы ij
tPO(ij) = Tp(i) + t (ij)
Tp(j) – ранний срок свершения всех событий
Tp(j) = max{Tp(i) + t (ij)}
tпн(ij) – поздний срок начала любой работы ij
tпн(ij) = Tp(j) - t (ij)
tпо(ij) – поздний срок окончания любой работы ij
tпо(ij) = Tp(j)
Tп(j) – поздний срок свершения каждого события
Tп(j) = min{ Tп(j) - t (ij)}
R(j) – резерв времени
R(j) = Tп(j) - Tp(j)
Rп(ij) – полный резерв времени работы ij
Rп(ij) = Tп(j) - tPO(ij)
Rч(ij) – частный разерв работы ij
Rч(ij) = Tp(j) – tPO(ij)
Сетевой график конструкторской подготовки производства
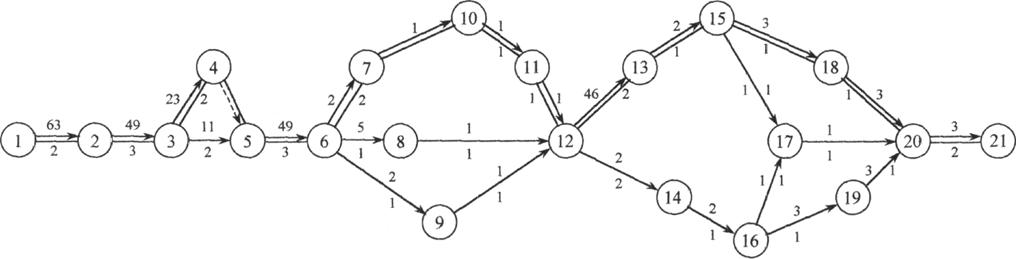
2.4. Расчет сетевого графика планирования конструкторской подготовки производства
| Работа | T(ij) | tPH(ij) | tPO(ij) | Tp(j) |
Tпн (ij) |
Tпо (ij) |
R(j) | Tп(j) | Rп(ij) | Rч(ij) | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1 | 2 | 63 | 0 | 63 | 63 | 0 | 63 | 0 | 63 | 0 | 0 |
| 2 | 3 | 49 | 63 | 112 | 112 | 63 | 112 | 0 | 112 | 0 | 0 |
| 3 | 4 | 23 | 112 | 135 | 135 | 112 | 135 | 0 | 135 | 0 | 0 |
| 3 | 5 | И | 112 | 123 | 135 | 124 | 135 | 0 | 135 | 12 | 12 |
| 4 | 5 | 0 | 135 | 135 | 135 | 0 | 135 | 0 | 135 | 0 | 0 |
| 5 | 6 | 49 | 135 | 184 | 184 | 135 | 184 | 0 | 184 | 0 | 0 |
| 6 | 7 | 2 | 184 | 186 | 186 | 184 | 186 | 0 | 186 | 0 | 0 |
| 6 | 8 | 5 | 184 | 189 | 189 | 184 | 189 | 0 | 189 | 0 | 0 |
| 6 | 9 | 2 | 184 | 186 | 186 | 184 | 186 | 0 | 186 | 0 | 0 |
| 7 | 10 | 1 | 186 | 187 | 187 | 186 | 187 | 0 | 187 | 0 | 0 |
| 8 | 12 | 1 | 189 | 200 | 200 | 188 | 189 | 0 | 189 | -11 | 0 |
| 9 | 12 | 1 | 186 | 187 | 200 | 188 | 189 | 0 | 189 | 2 | 3 |
| 10 | 11 | 1 | 187 | 188 | 188 | 187 | 188 | 0 | 188 | 0 | 0 |
| И | 12 | 1 | 188 | 189 | 200 | 188 | 189 | 1 | 189 | 0 | 1 |
| 12 | 13 | 46 | 189 | 235 | 235 | 189 | 235 | 0 | 235 | 0 | 0 |
| 12 | 14 | 2 | 189 | 191 | 191 | 189 | 191 | 0 | 191 | 0 | 0 |
| 13 | 15 | 2 | 235 | 237 | 237 | 235 | 237 | 0 | 237 | 0 | 0 |
| 14 | 16 | 2 | 191 | 193 | 193 | 191 | 193 | 0 | 193 | 0 | 2 |
| 15 | 17 | 1 | 237 | 238 | 238 | 237 | 238 | 0 | 238 | 0 | 1 |
| 15 | 18 | 3 | 237 | 240 | 240 | 237 | 240 | 0 | 240 | 0 | 0 |
| 16 | 17 | 1 | 193 | 194 | 238 | 193 | 194 | 44 | 194 | 0 | 44 |
| 16 | 19 | 3 | 193 | 196 | 196 | 193 | 196 | 0 | 196 | 0 | 3 |
| 17 | 20 | 1 | 194 | 195 | 243 | 242 | 243 | 0 | 243 | 48 | 48 |
| 18 | 20 | 3 | 240 | 243 | 243 | 240 | 243 | 0 | 243 | 0 | 0 |
| 19 | 20 | 3 | 196 | 199 | 243 | 240 | 243 | 0 | 243 | 44 | 44 |
| 20 | 21 | 3 | 243 | 246 | 246 | 243 | 246 | 0 | 246 | 0 | 0 |
2.5. Стоимость конструкторской подготовки производства
|
Категория исполнителя и месячный оклад |
Трудоемкость чел/мес |
Заработная плата (руб.) |
|
Конструктор I категории 2 500 руб. |
17,48 | 4370 |
| Конструктор I категории 2500 руб. | 17,48 | 4370 |
| Конструктор II категории 2000 руб. | 111,355 | 2551 |
| Конструктор II категории 2000 руб. | 95,535 | 2189 |
| Ст. Техник конструктор 1760руб. | 5,185 | 1080 |
|
Ст. Техник конструктор 1760 руб. |
7,965 | 1650 |
| Техник 1600руб. | 15,21 | 2850 |
| Техник 450 руб | 14,48 | 2710 |
| Итого заработная плата | 6445 | |
| Накладные расходы 120% | 7734 | |
| Итого стоимость работы | 14180 |
Вывод: трудоемкость работ по КПП можно сократить путем введения системы автоматизированного проектирования (САПР) КПП.
Организационно-экономический раздел
1. Расчет экономической эффективности внедрения прибора.
Введение.
Для увеличения точности контроля при шлифовании валов с прерывистыми поверхностями был модернизирован широкодиапазонный управляющий прибор.
Для успешной разработки модернизации прибора рассчитывается плановая эффективность и составляется сетевой график.
Расчет экономической эффективности производится на одну заданную программу.
Сравнение технологических процессов шлифования прерывистых поверхностей валика в базовом и новом вариантах показывает значительные преимущества технологического процесса с использованием проектируемого прибора. Они заключаются в следующем.
1) Повышение точности изготовления валика должно
привести к
уменьшению брака и увеличению точности сопряжения валика. Повышение
точности сопряжения приведет к росту
качества работы и долговечности
всего изделия.
2) Совмещение
контроля с процессом обработки, исключение
промежуточных промеров деталей и
интенсификация режимов обработки
вместе с возможностью
использования многостаночного обслуживания
приведут к снижению трудоемкости
обработки. Значительное снижение
трудоемкости обработки
уменьшит требуемое количество основного
оборудования и производственных
площадей.
5)
Использование
прибора для контроля диаметра валика в процессе
шлифования
позволит снизить объем послеоперационного контроля.
6) Существенно улучшаться условия труда оператора.
3.7.2. Исходные данные.
| Наименование показателя | Обозначение | Значение для варианта | |
| Базового | Проектного | ||
| Деталь | |||
| Наименование | - | Валик | |
| Вид обработки | - | Круглое шлифование | |
| Годовая программа, шт. | А | 200000 | |
| Обрабатываемая поверхность | - | Прерывистая поверхность | |
| Диаметр обрабатываемой поверхности мм | D | 20 | |
| Длина обрабатываемой поверхности мм | L | 100 | |
| Квалитет допуска | - | 6 | |
| Материал детали | - | Сталь 35Х | |
| Припуск на обработку, мм |
∆пр |
0,4 | |
| Масса детали, кг | g' | 0,35 | |
| Способ установки детали | - | В центрах | |
| Стоимость детали, руб. | Р' | 80 | |
| Число деталей в партии | п | 100 | |
| Станок | |||
| Тип | - | Круглошлифовальный | |
| Модель | - | ЗМ153 | |
| Мощность привода, кВт |
Nэ |
7,5 | |
| Мощность привода на холостом ходу при промежуточных промерах, кВт |
Nэ/дв |
0,5 | |
| Время разгона электродвигателя, включаемого после промера, мин |
TР |
0,03 | |
| Группа ремонтной сложности |
Rо |
11 | |
|
Площадь в плане, м2 |
Sпл |
6,9 | |
|
Наименование показателя |
Обозначение |
Значение для варианта |
|
|
Базового |
Проектного |
||
|
Оптовая цена, руб. |
С0 |
400 000 |
|
|
Средство измерения |
|||
|
Наименование |
- |
Двухконтактная скоба |
Модернизированная двухконтактная скоба |
|
Количество промежуточных |
f |
1 |
- |
|
Время на одно измерение, мин. |
Tn |
2 |
- |
|
Оптовая цена, руб. |
Цоб |
8500 |
9124 |
|
Время контроля, мин |
tк |
2 |
1,5 |
|
Время загрузки, мин |
tз |
0,083 |
0,083 |
|
Время выгрузки, мин |
tв |
0,083 |
0,083 |
|
Время накладки, мин |
tн |
0,15 |
0,15 |
|
Объем контроля после обработки |
|||
|
Процент контроля |
b |
100 |
100 |
|
Время на одно измерение, мин. |
tk |
2 |
1,5 |
|
Часовые тарифные ставки |
|||
|
Контролера ОТК, руб./ч |
чк |
25 |
30 |
|
Нормативные данные |
|||
|
Годовой фонд времени работы оборудования, ч |
Фоб |
4015 |
|
|
Годовой фонд времени работы контролера, ч |
Фд |
1840 |
|
|
Коэффициент занятости оборудования |
К3 |
0,8 |
|
|
Коэффициент выполнения норм |
kв |
1 |
|
|
Коэффициент, учитывающий дополнительную площадь |
Кд |
2,5 |
|
|
Стоимость 1 м2 производственной площади, руб. |
Спл |
10000 |
|
|
Годовая норма амортизационных отчислений на оборудование, % |
ао |
0,12 |
|
| Наименование показателя | Обозначение | Значение для варианта | |
| Базового | Проектного | ||
| Коэффициент, учитывающий дополнительную зар. плату, премии и отчисления | к | 1,4 | |
| Стоимость кВт-ч электроэнергии, руб. |
Цэ |
2 | |
| Годовая норма амортизационных отчислений на производственные площади, % |
as |
12,5 | |
| Норма амортизационных отчислений на приборы для контроля и регулирования технологических процессов, % | а | 15,5 | |
| Норма амортизационных отчислений на инвентарь, % |
a1 |
13 | |
| Годовая норма затрат на текущий ремонт и содержание производственных площадей, % |
bs |
10.8 | |
| Годовая стоимость ремонта и содержания единицы ремонтной сложности оборудования. |
Цр |
1855 | |
1.3 Расчет производительности.
1.3.1 Трудоемкость одной операции
Tшт = tз + tк + tв
tз- время загрузки
tк- время контроля
tв- время выгрузки
а) базовый вариант
Tшт1 = 0,083 + 2 + 0,083 = 2,166 мин
б) проектный вариант
Tшт2 = 0,083 + 1,5 + 0,083 = 1,666 мин
1.3.2 Трудоемкость программы
Tпрог = Tшт * А + tн
tн- время наладки
А – число деталей в партии
Tшт – трудоемкость одной операции
а) базовый вариант
Tпрог1 = 2,166 * 200000 + 0,15 = 433200.15 мин
б) проектный вариант
Tпрог2 = 1,666 * 200000 + 0,15 = 333200.15 мин
1.3.3 Количество оборудования
T - трудоемкость программы
КЗ – коэффициент занятости оборудования
КВ – коэффициент выполнения норм
ФОБ – годовой фонд времени работы оборудования [час]
а) базовый вариант
 →
3 оборудования
→
3 оборудования
б) проектный вариант
 →
2 оборудования
→
2 оборудования
1.3.4 Определение количества контролеров
Фд – действительный годовой фонд времени работы контролера
b – процент контроля
A – годовая программа выпуска
tшт – штучное время контрольной операции
а) базовый вариант
 →
4 контроллера
→
4 контроллера
б) проектный вариант
 →
3 контроллера
→
3 контроллера
1.3.5 Производительность труда контроллера

A – годовая программа выпуска
Фд – действительный годовой фонд времени работы контролера
P – количество контроллеров
а) базовый вариант
 шт/ч
шт/ч
б) проектный вариант
 шт/ч
шт/ч
в) Повышение производительности труда.
∆B = (q2 – q1) / q1 * 100%
∆B = (36 – 27) / 27 * 100% = 33.3%
1.4 Расчет капиталовложений
1.4.1 Капитальные вложения в основное оборудование
Ко = nоб * Со
nоб – количество оборудования
Со– оптовая цена оборудования
а) базовый вариант
Ко1 = 3 * 400000 = 1200000 руб
б) проектный вариант
Ко2 = 2 * 400000 = 800000 руб
в) Высвобожденные капиталовложения в основной инвентарь:
ΔКо = Ко1 – Ко2 = 1200000 – 800000 = 400000 руб.
1.4.2 Капитальные вложения в контрольные устройства
Коб = Цоб * nоб
Цоб – стоимость контрольного оборудования
nоб – количество оборудования
а) базовый вариант
Коб1 = Цоб1 * nоб1 = 8500 * 3 = 25500 руб.
б) проектный вариант
Коб2 = Цоб2 * nоб2 = 9124 * 2 = 18248 руб.
в) Высвобожденные капиталовложения в контрольные устройства:
Коб = Коб1 - Коб2 = 25500 – 18248 = 7252 руб.
1.4.2.1 Затраты на эксплуатацию и доставку нового оборудования.
Кэдн = Коб2 * 1.1 = 18248 * 1.1 = 20072,8 руб.
1.4.3 Капитальные вложения в инвентарь.
φ - коэффициент учитывающий износ инвентаря.[= 0,5]
Bi- число единиц инвентаря одного типоразмера.
Cpi- первоначальная стоимость единицы инвентаря одного типоразмера.
а) базовый вариант:
K1 = 0.4 * ( 2 * 1000 + 2 * 300 + 4 * 700 ) = 2160 руб.
б) проектный вариант:
K1 = 0.4 * ( 1 * 1000 + 1 * 300 + 1 * 700 ) = 800 руб.
в) Высвобожденные капитальные вложения в инвентарь:
Kp = K1 - K2 =1360 руб.
1.4.4. Капитальные вложения в производственные площади.
1.4.4.1 Площадь, занимаемая единицей оборудования.
S = Sпл * x
Sпл – площадь занимаемая станком
x – коэффициент учитывающий дополнительную площадь от 6 до 10 м2 → x=2,5
S= 6,9 * 2,5 = 17,25 м2
1.4.4.2 Площадь, занимаемая оборудованием.
Кпл = S * nоб * Спл
Sпл – площадь занимаемая станком
Спл – цена площади на предприятии
nоб – количество оборудования
а) базовый вариант:
Кпл1 = S * nоб1 * Спл = 17,25 * 3 * 10000 = 517500 руб
б) проектный вариант:
Кпл2 = S * nоб2 * Спл = 17,25 * 2 * 10000 = 345000 руб
в) Высвобожденные капиталовложения в производственные площади:
Δ Кпл = Кпл1 - Кпл2 = 517500 – 345000 = 172500 руб.
1.4.5. Расходы на амортизацию оборудования
Aа = ao * KBo
аа – годовая норма амортизационных отчислений на оборудование.
Ko – стоимость оборудования.
а) базовый вариант
Aа1 = ao * Ko1 = 0.12 * 1200000 = 144000 руб.
б) проектный вариант
Aа2 = ao * Ko2 = 0.12 * 800000 = 48000 руб.
в) Экономия на амортизации оборудования:
ΔAа = Aа1 - Aа2 = 144000 – 48000 = 96000руб.
1.4.5. Сводная таблица капитальных вложений.
| Капитальные вложения | Вариант | |
| Базовый | Проектный | |
| Общие капитальные вложения руб: | ||
|
В основное оборудование В контрольные устройства В производственные площади В инвентарь Расходы на амортизацию оборудования Затраты на эксплуатацию и доставку нового оборудования |
1200000 25500 517500 2160 144000 |
800000 18248 345000 800 48000 20072,8 |
| Всего: |
1889160 |
1232120,8 |
| Высвобожденные капитальные вложения руб: | ||
|
В основное оборудование В контрольные устройства В производственные площади В инвентарь Расходы на амортизацию оборудования Затраты на эксплуатацию и доставку нового оборудования |
400000 7252 172500 1360 96000 -20072,8 |
|
| Всего: |
657039,2 |
|
|
Дополнительные капитальные вложения. Руб. Δ К = Кб - Кп |
1889160 – 1232120,8 = 657039,2 |
|
1.5. Расчет себестоимости измерения
1.5.1. Определение себестоимости заработной платы контроллера.
Ск = р * Чк * k * Фд
р – количество контроллеров.
Чк – часовая тарифная ставка контроллера.
K – коэффициент, учитывающий дополнительную затрату, премии, исчисления на социальное страхование.
Фд – годовой фонд работы контроллера.
а) базовый вариант:
Ск1 = р1 * Чк1 * k * Фд = 4 * 25 * 1840 * 1,4 = 257600 руб.
б) проектный вариант:
Ск2 = р2 * Чк2 * k * Фд = 3 * 30 * 1840 * 1,4 = 231840 руб.
Экономия на заработной плате контроллеров:
ΔСк = 257600 – 231840 = 25760 руб
1.5.1. Определение единого социального налога контроллера.
N = Ск * 35,6%
а) базовый вариант:
N1 = Ск1 * 35,6% = 257600 * 35,6% = 91705,6 руб.
б) проектный вариант:
N2 = Ск2 * 35,6% = 231840 * 35,6% = 82535,04 руб.
Экономия на едином социальном налоге контроллера:
ΔN = N1 - N2 = 91705,6 – 82535,04 = 9170,56 руб.
1.5.2. Определение амортизационных расходов на инвентарь.
![]()
a1 – годовая норма амортизационных отчислений на инвентарь.
kp – капитальные вложения в инвентарь.
а) базовый вариант
CK1 = 13* 2160 / 100 = 280.8 руб
б) проектный вариант
CK1 = 13* 800 / 100 = 104 руб
в) Экономия на амортизационных отчислениях на инвентарь:
ΔC = CK1 - CK2 = 280.8 – 104 = 176.8 руб
1.5.3. Расходы на электроэнергии при контрольной операции программы годового выпуска.
A – годовая программа выпуска
tшт – штучное время контрольной операции
nоб - количество оборудования
цэ – цена электроэнергии Квт/час
а) базовый вариант
 руб.
руб.
б) проектный вариант
 руб.
руб.
в) Экономия на электроэнергии:
ΔC = CЭ1 – CЭ2 = 43320 – 22213.3 = 21106.7 руб.
1.5.4. Амортизационные отчисления на контрольные устройства.
![]()
а – годовая норма амортизационных расходов.
Ц – стоимость контрольного устройства.
а) базовый вариант
![]() руб.
руб.
б) проектный вариант
![]() руб.
руб.
в) Экономия на амортизационные отчисления на контрольные устройства:
∆A = A1 – A2 = 1317.5 – 1414.22 = - 96,72 руб.
1.5.5.1. Расходы на ремонт и содержание оборудования:
Po = 1.4 * Ro * Цp * (no(б) – no(п))
1.4 – коэффициент, учитывающий стоимость ремонта и содержания электрической части оборудования.
R0 – группа ремонтной сложности оборудования
Цр – годовая стоимость ремонта и содержания единицы ремонтной сложности оборудования.
а) базовый вариант
Po1 = 1.4 * Ro * Цp * noб1 = 1.4 * 11 * 1855 * 3 = 85701 руб.
б) проектный вариант
Po2 = 1.4 * Ro * Цp * noб2 = 1.4 * 11 * 1855 * 2 = 57134 руб.
в) Экономия на амортизации оборудования:
ΔPo = Po2 - Po2 = 85701 – 57134 = 28567 руб.
1.5.5.2. Расходы на двигательную энергию:
Pдв = Nэ * Фоб * Квр * Км * Цэ * (no(б) – no(п))
Nэ – нормальная мощность всех электродвигателей станка, кВт.
Фоб – действительный годовой фонд времени работы оборудования.
Квр – коэффициент использования электродвигателей оборудования по времени.[92% – 90%]
Км – коэффициент использования электродвигателей оборудования по мощности.[70% -70 %]
Цэ – стоимость кВт/ч.
а) базовый вариант
Pдв1 = Nэ * Фоб * Квр1 * Км1 * Цэ * no(б1) =
7.5 * 4015 * 0.92 * 0.70 * 2 * 3 = 116354,7 руб.
б) проектный вариант
Pдв1 = Nэ * Фоб * Квр2 * Км2 * Цэ * (no(б) – no(п)) =
7.5 * 4015 * 0.92 * 0.7 * 2 * (3 - 2) = 75883,5 руб.
в) экономия на двигательной энергии:
ΔPдв = Pдв1 - Pдв2 = 116354,7 – 75883,5 = 40471,2 руб.
1.5.6. Экономия на эксплуатации высвобождаемых производственных площадей:
Эпл = (as + bs) * ΔКпл / 100
as – годовая норма амортизационных отчислений на производственные площади.
bs – годовая норма затрат на текущий ремонт и содержание производственных площадей.
а) базовый вариант
Эпл1 = (as + bs) * Кпл1 / 100 = (12,5 + 10,8) * 517500 / 100 = 120577,5 руб.
б) проектный вариант
Эпл2 = (as + bs) * Кпл2 / 100 = (12,5 + 10,8) * 345000/ 100 = 80385 руб.
в) экономия на двигательной энергии:
ΔЭпл = Эпл1 + Эпл2 = 120577.5+ 80385 = 40192.5 руб
Общая экономия
Эобщ = Эк + Эр + Ээ + Эа + Эппл + ∆Po + ∆Pдв
Эобщ = 25760 + 176,8 + 21106.7 + 96000 + 40192 + 28567 + 40471,2 =
Результаты расчета экономической эффективности.
| Наименование показателей. | Обозначение | Единица измерения | Базовый вариант | Проектный вариант | Экономия | |||||
| Капитальные вложения | ||||||||||
| В основное оборудование |
Ко |
руб. | 1200000 | 800000 | 400000 | |||||
| В контрольные устройства |
Коб |
руб. | 25500 | 18248 | 7252 | |||||
| В производственные площади |
Кр |
руб. | 517500 | 345000 | 172500 | |||||
| В инвентарь |
Кпл |
руб. | 2160 | 800 | 1660 | |||||
| Расходы на амортизацию оборудования |
Ао |
руб. | 144000 | 48000 | 96000 | |||||
| Затраты на эксплуатацию и доставку нового оборудования |
Кэдн |
руб. | 20072,8 | -20072,8 | ||||||
| ИТОГО: | 1889160 | 1232120,8 | 657039,2 | |||||||
| Себестоимость | ||||||||||
| Заработная плата контроллера: |
Ск |
руб. | 257600 | 231840 | 25760 | |||||
| Единый социальный налог | N | руб. | 91705,6 | 82535,04 | 9170,56 | |||||
| Амортизационные расходы на инвентарь: |
Ср |
руб. | 280,8 | 104 | 176,8 | |||||
| Расход на электричество: |
Сэ |
руб. | 43320 | 22213,3 | 21106,7 | |||||
| Амортизационные отчисления на контрольное устройство: |
Ао |
руб. | 1317,5 | 1414.22 | - 96,72 | |||||
| Расходы на ремонт и содержание оборудования |
Po |
руб. | 85701 | 57134 | 28567 | |||||
| Расходы на двигательную энергию |
Pдв |
руб. | 116354,7 | 75883,5 | 40471,2 | |||||
| Экономия на эксплуатации высвобожденных производственных площадей: |
Спл |
руб. | 120577,5 | 80385 | 40192,5 | |||||
| ИТОГО: | 716857,1 | 551509,06 | 165348,04 | |||||||
Капитальные вложения
∆K = K1 – K2 = 1889160 - 1232120,8 = 657039,2
Себестоимость
∆C = C1 – C2 = 716857,1 - 551509,06 =165348,04
Вывод: когда К2<К1, срок окупаемости не считается, а считается общая экономия. Так как К2<К1,то экономия получается и на себестоимости и на капитальных затратах. И тогда общая экономия
Эобщ = ∆К + ∆C = 657039,2 + 165348,04 = 822387,24 руб.
Расчет экономической эффективности предлагаемого метода очистки технической воды на предприятии.
- Вступление
Недостатки существующего метода:
Более чем вековой опыт использования метода обеззараживания воды хлором, завозимым на водоочистные станции в сжиженном виде, позволил выявить отдельные недостатки этого метода:
Хлор является сильно действующим ядовитым веществом, поэтому очистные станции, использующие хлор для обеззараживания, являются объектами повышенной опасности.
Необходимость точной дозировки хлора. Недостаточная доза хлора может привести к тому, что он не окажет необходимого бактерицидного действия; излишняя доза хлора ухудшает вкусовые качества воды. Показателем достаточности принятой дозы хлора служит наличие в воде так называемого остаточного хлора (остающегося в воде от введенной дозы после окисления находящихся в воде веществ). Согласно нормативным требованиям, для предотвращения вторичного заражения воды концентрация остаточного хлора концентрация остаточного хлора в ней должна быть не ниже 3 мг/л.
Необходимость обеспечения хорошего смешивания хлора с водой и достаточной продолжительности их контакта (не менее 30 минут) их контакта.
Возможность утечки хлора при использовании напорных хлораторов. Ввиду ядовитости хлора утечка его представляет опасность для обслуживающего персонала.
Необходимость хранения большого запаса хлора на станциях. Так как из одного баллона (при комнатной температуре) может быть получено лишь около 0,5-0,7 кг хлора в час, то при большом общем расходе хлора может возникнуть необходимость одновременного использования значительного числа баллонов. Во избежание этого принимают меры по увеличению съема хлора, обогревая баллоны нагретым воздухом или водой. Однако на крупных станциях этих мероприятий оказывается все же недостаточно и приходится менять более емкую тару.
Соблюдение особых правил при устройстве хлораторных установок. При проектировании и эксплуатации хлораторных установок надо учитывать требования, направленные на предохранение обслуживающего персонала очистной станции от вредного действия хлора.
Наиболее существенным из перечисленных недостатков является способность хлора в случае его утечки поражать не только обслуживающий персонал, но и население прилегающей к водоочистной станции территории. Эта его способность обусловлена летучестью и ядовитыми свойствами хлора. Газ хлор настолько ядовит и способен распространяться по территории, что раньше использовался в качестве боевого отравляющего вещества.
В связи с изложенным хранение его на складах представляет реальную опасность для городов и населённых пунктов. В крупных городах опасность усугубляется тем, что ядовитый газ хранится под давлением в значительных количествах (до 100 тонн) на водоочистных станциях, очень часто расположенных в черте города.
Эти обстоятельства, а также принятый недавно федеральный закон «О промышленной безопасности производственных объектов», предусматривающий страхование потенциально опасных производств и взимание страховых взносов с потребителей сжиженного хлора в размере до 70000 минимальных оплат труда, обусловливают необходимость поиска альтернативных хлору вариантов обеззараживания воды.
Одним из недостатков хлорирования воды является образование побочных продуктов – галогенсодержащих соединений (ГСС), большую часть которых составляют тригалометаны (ТГМ): хлороформ, дихлорбромметан, дибромхлорметан и бромоформ. Образование тригалометанов обусловлено взаимодействием соединений активного хлора с органическими веществами природного происхождения. Процесс образования тригалометанов растянут во времени до нескольких десятков часов, а их количество при прочих равных условиях тем больше, чем выше рН воды. Поэтому применение гипохлорита натрия или кальция для дезинфекции воды вместо молекулярного хлора не снижает, а значительно увеличивает вероятность образования тригалометанов. Наиболее рациональным методом уменьшения побочных продуктов хлорирования является снижение концентрации органических веществ – предшественников тригалометанов на стадиях очистки воды до хлорирования.
В настоящее время предельно допустимые концентрации для веществ, являющихся побочными продуктами хлорирования, установлены в различных развитых странах в пределах от 0,06 до 0,2 мг/л и соответствуют современным научным представлениям о степени их опасности для здоровья. Научная дискуссия о способности этих веществ вызывать рак и проявлять мутагенную активность, длившаяся в США в течение многих лет, завершилась признанием их безопасности в указанном выше диапазоне концентраций.
Преимущества внедряемого мной метода:
В настоящее время наиболее перспективным методом является метод обеззараживания воды с использованием электролитического гипохлорита натрия, получаемого на месте потребления путем электролиза растворов хлоридов. Сохраняя все достоинства метода хлорирования с применением жидкого хлора, метод обеззараживания электролитическим позволяет избежать основных трудностей таких как транспортирование и хранение токсичного газа.
Гипохлорит натрия применяется для обработки бытовых и промышленных вод, для разрушения животных и растительных микроорганизмов, устранения запахов (особенно образующихся из серосодержащих веществ), обезвреживания промышленных стоков, например, от цианистых соединений.
Он может быть использован для обработки воды, содержащей аммоний. Процесс осуществляют при температуре выше 700С в щелочной среде с добавлением СаСl2 или CaCO3 для разложения соединений аммиака.
Для очистки от фенолов ( содержание 0,42 – 14, 94 мг/л) используют 9% раствор гипохлорита натрия в количестве 0,2-8,6 мг/л. Степень очистки достигает 99,99%. При обработке гипохлоритом воды, содержащей фенолы, происходит образование фенолоксифенолов.
В ходе обработки вод, содержащих гумусовые кислоты, последние превращаются в хлороформ, дихлоруксусную кислоту, трихлоруксусную кислоту, хлоральдегиды и некоторые другие вещества, концентрация которых в воде значительно ниже. Известны данные об использовании натрия для удаления ртути из сточных и технических вод.
- Таблица исходных данных:
| Наименование показателей. | Обозначение | Единица измерения | Базовый вариант | Проектный вариант | Экономия | |||||
| Капитальные вложения | ||||||||||
| В основное оборудование |
Ко |
руб. | 1206780 | 1629720 | -422940 | |||||
| В инвентарь |
Кпл |
руб. | 2160 | 800 | 1660 | |||||
| Расходы на амортизацию оборудования |
Ао |
руб. | 144000 | 48000 | 96000 | |||||
| Затраты на эксплуатацию и доставку нового оборудования |
Кэдн |
руб. | 20072,8 | -20072,8 | ||||||
| ИТОГО: | 1352940 | 1698592,8 | -345352,8 | |||||||
| Себестоимость | ||||||||||
| Заработная плата аппаратчиков: |
Са |
руб. | 94168,8 | 71482,68 | 22686,12 | |||||
|
Заработная плата машинистов: |
См |
руб. | 91705,6 | 68717,16 | 22988,44 | |||||
| Амортизационные расходы: |
Ср |
руб. | 453789,8 | 464107,9 | -10318,1 | |||||
| Расход на электричество: |
Сэ |
руб. | 143320 | 140940 | 2380 | |||||
| Расходы на ремонт и содержание оборудования |
Po |
руб. | 85701 | 57134 | 28567 | |||||
| Расходы на двигательную энергию |
Pдв |
руб. | 116354,7 | 75883,5 | 40471,2 | |||||
| ИТОГО: | 462816,9 | 878265,24 | 106774,66 | |||||||
- Расчет производительности труда:
![]()
V – Объем раствора
Tэ = время работы оборудования в год
а) базовый вариант
![]() 5000*3650
= 18250000
5000*3650
= 18250000
б) проектный вариант
![]() 12000*3650
= 43800000
12000*3650
= 43800000
в) Повышение производительности труда.
∆B = (q2 – q1) / q1 * 100%
∆B = (43800000 – 18250000) / 18250000 * 100% = 140 %
- Расчет ущерба:
![]() =2217,5*0,57=
1263,975 - базовый
=2217,5*0,57=
1263,975 - базовый
![]() =
1263,9 – 0 = 1263,9
=
1263,9 – 0 = 1263,9
4.1 Плата за ущерб
![]() =
400*2,6*4,78 = 4971,2 - базовый
=
400*2,6*4,78 = 4971,2 - базовый
![]() =
4971,2 – 0 = 4971,2
=
4971,2 – 0 = 4971,2
4.2 Экономическая эффективность капитальных вложений
 = (1263,9+4971,2+3468578,6)/735892 = 4,7
= (1263,9+4971,2+3468578,6)/735892 = 4,7
![]() = 735892
= 735892
Т = 1/Э = 1/4,7 = 0,2127 срок окупаемости
- Расчет капитальных затрат:
5.1 Капитальные вложения в основное оборудование
Ко = nоб * Со
nоб – количество оборудования
Со– оптовая цена оборудования
а) базовый вариант
Ко1 = 4 * 400000 = 1200000 руб.
б) проектный вариант
Ко2 = 3 * 154702 = 464108 руб.
в) Высвобожденные капиталовложения в основной инвентарь:
ΔКо = Ко1 – Ко2 = 1200000 – 464108 = 735892 руб.
5.2 Капитальные вложения в контрольные устройства
Коб = Цоб * nоб
Цоб – стоимость контрольного оборудования
nоб – количество оборудования
а) базовый вариант
Коб1 = Цоб1 * nоб1 = 8500 * 3 = 25500 руб.
б) проектный вариант
Коб2 = Цоб2 * nоб2 = 9124 * 2 = 18248 руб.
в) Высвобожденные капиталовложения в контрольные устройства:
Коб = Коб1 - Коб2 = 25500 – 18248 = 7252 руб.
5.3 Затраты на эксплуатацию и доставку нового оборудования.
Кэдн = Коб2 * 1.1 = 18248 * 1.1 = 20072,8 руб.
5.3 Капитальные вложения в инвентарь.
φ - коэффициент учитывающий износ инвентаря.[= 0,5]
Bi- число единиц инвентаря одного типоразмера.
Cpi- первоначальная стоимость единицы инвентаря одного типоразмера.
а) базовый вариант:
K1 = 0.4 * ( 2 * 1000 + 2 * 300 + 4 * 700 ) = 2160 руб.
б) проектный вариант:
K1 = 0.4 * ( 1 * 1000 + 1 * 300 + 1 * 700 ) = 800 руб.
в) Высвобожденные капитальные вложения в инвентарь:
Kp = K1 - K2 =1360 руб.
- Себестоимость эксплуатации:
6.1 Определение затрат труда
3.1.1. Определим оплату труда обслуживающего персонала в год
Сп = Тм*aз*nм, где
Тм – 167 часов –норма времент в месяц
aз – тарифная ставка персонала
Nм – 12 –число месяцев в году
6.1.2 Определим зарплату аппаратчика IV разряда за год
а) проектный вариант:
Сап =Tм*aз*nм = 167*11,89*12 = 23827,56 руб.
б) базовый вариант:
Сап =Tм*aз*nм = 220*11,89*12 = 31389,6 руб.
Аз – тарифная ставка аппаратчика IV разряда
С учетом премии 65% aз = 11,89 руб.
6.1.3 Определим зарплату машиниста IV разряда за год
а) проектный вариант:
Смаш =Tм*aз*nм = 167*11,43*12 = 22905,72 руб.
б) базовый вариант:
Смаш =Tм*aз*nм = 222*11,43*12 = 30568,5 руб.
aз – тарифная ставка машиниста IV разряда
С учетом премии 65% aз = 11,43 руб.
В штате три аппаратчика и три машиниста, следовательно:
Зарплата трех аппаратчиков за год составляет:
а) проектный вариант:
Сап = 3*23827,56 = 71482,68 руб.
б) базовый вариант:
Сап = 3*31389,6 = 94168,8 руб.
Зарплата трех машинистов составляет:
а) базовый вариант:
Смаш = 3*30568,5 = 91705,5 руб.
б) проектный вариант:
Сап = 3*23827,56 = 71482,68 руб.
Итого зарплата персонала за год составляет:
Сп = Сап + Смаш = 71482,68 + 68717,16 = 140499,94 рубля
6.2 Затраты на электроэнергию за год
| № | Потребитель электроэнергии |
Мощность кВт |
Кол-во | Потребление электроэнергии в час, кВт-ч |
Стоимость 1 кВт-ч электроэнергии |
| 1. |
Агрегат электронасосный для химически активных и нейтральных жидкостей Х45/54-Т-СД |
Электродвигатель АД-71-2 22 кВт |
2 | 44 кВт-ч | 0,375 |
| 2. |
Вентилятор радиальный из титановых сплавов №5 В-ЦЧ-70-5К-01 |
Электродвигатель 4А90L4X 2,2 кВт |
1 | 2,2 кВт-ч | 0,375 |
| 3. |
Электролизер РГ-001-1500 |
Расход энергии установкой 6 кВт |
1 | 6 кВт-ч | 0,375 |
| 4. | Итого: | -- | 4 | 52,2 кВт-ч | 0,375 |
6.2.1 Определим расход электроэнергии:
а) проектный вариант:
Сгод.эл. = Эч*nд*nч*Сэл. = 52,2*300*24*0,375=140940 руб.
б) базовый вариант:
Сгод.эл. = Эч*nд*nч*Сэл. = 52,2*300*24*0,381=143320 руб.
Где Эч – 52,2 кВт-ч – потребление электроэнергии в час
nд = 300 дней работы в году
nч = 24 часа – число часов в сутки
Сэл. = 0,375 – стоимость 1 кВт-ч электроэнергии
Сэл.баз. = 0,381 - стоимость 1 кВт-ч электроэнергии
6.3 Материальные затраты:
6.3.1 Приобретение поваренной соли NaCl
Соль = Кчас*nд*24*СNaCl = 0,0045*300*24*3100 = 100440 рублей
Кчас – 0,0045 тонн – расход соли в час
nд – 300 дней работы в год
24 – число часов в сутки
С NaCl – 3100 руб. за 1 тонну соли
6.3.2 Стоимость очищенной технической воды в количестве 900000 м3 в год составляет:
Со.в. = Ст.в.* aв. = 1,44*1,18*900000 = 1529280 рублей
Где
Ст.в. – стоимость очищенной технической воды = 1,44 руб.
НДС = 18%
Итого сумма затрат на материалы:
См = Ссоль + Со.в. = 100440 + 1529280 = 16297820 рублей
6.4 Амортизационные отчисления
| Балансовая стоимость | Кол-во | Норма амортизационных отчислений (%) | |
|
Агрегат электронасосный с двигателем Х45/54-Т-СД |
15300 | 2 | 19,3 |
|
Вентилятор В-ЦЧ-70-5К-01 С двигателем 4А90L4X |
5250 | 1 | 22 |
|
Электролизер РГ-001-1500 |
2300000 | 1 | 20 |
6.4.1 Определяем амортизационные отчисления на агрегат электронасосный
Х45/54-Е-СД
Сагр.= Сбал.агр.* nа. = 15300*0,193 = 2952,9 руб.
6.4.2 Определяем амортизационные отчисления на вентилятор В-ЦЧ-70-5К-01
Свен= Сб.в.*nв. = 5250*0,22 = 1155 руб.
6.4.3 Определяем амортизационные отчисления на электролизер РГ-001-1500
Сэл.= Сэл.б.* nэл. = 2300000*0,2 = 460000 руб.
Итого на амортизационные отчисления :
а) проектный вариант:
Сам. = Сагр. + Свен. + Сэл. = 2952,9+1155+460000 = 464107,9 рублей
а) базовый вариант:
Сам. = 503789,8 рублей (справочные данные)
6.4.4 Определяем затраты с учетом накладных расходов 12 % и сметной прибыли 8%
(проектный вариант)
Собщ.затр. = (Сп+Сгод.эл.+См.+Сам.)*(100+12+8)/100 =
(140499,94+140940+1629720+464107,9)*1,2 = 2850321,4 руб.
6.5.1 Стоимость воды из городского водопровода для потребления
(базовый вариант)
5,95 руб. за 1 м3 без НДС
с НДС = 5,95*1,18 = 7,021 руб, где НДС =18%
Свод.гор. = 7,021*Qпотр. = 7,021*900000 = 6318900 руб.
6.5.2 Экономия от применения гипохлорита натрия при очистке технической воды на предприятии.
Сэк. = Сбаз.-Спроек. = 6318900-2850321,4 = 3468578,6 руб.
Вывод: установка внедряемого мною проекта экономически целесообразна.