
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Вакуумное напыление
Реферат: Вакуумное напыление
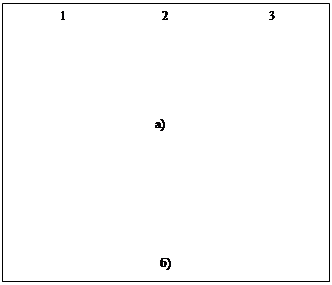
ВВЕДЕНИЕ
Интенсивное развитие метода испарения и конденсации в вакууме за последние годы обусловлено универсальностью технологии, высокой производительностью процесса нанесения покрытий, малой энергоёмкостью и рядом других преимуществ по сравнению с традиционными методами получения покрытий различного функционального назначения (гальваническим осаждением, плакированием, плазменным напылением, катодным распылением). Одно из основных преимуществ метода испарения и конденсации в вакууме – экологически чистая технология.
Постоянно возрастающие потребности народного хозяйства и разнообразие номенклатуры металлизируемой продукции обусловили появление широкого класса специальных вакуумных установок, предназначенных для решения конкретных производственных задач – металлизации рулонных и полосовых материалов, нанесение защитных, износостойких, декоративных покрытий на металлические и неметаллические материалы, изготовление различных плёночных элементов электронной техники.
ЗАКОНОМЕРНОСТИ ИСПАРЕНИЯ И КОНДЕТСАЦИИ МЕТАЛЛОВ В ВАКУУМЕ.
Процесс получения плёнок и покрытий методом испарения и конденсации в вакууме состоит из двух этапов: испарения вещества в вакууме и последующей конденсации паров на подложке. Испарение различных материалов в вакууме, в том числе и металлов, происходит при нагревании до температуры плавления и испарения (сублимации) либо при распылении (методы катодного и магнетронного распыления). Металлы можно нагревать резистивным методом (испарители прямонакального и косвенного нагрева), электронным лучом, электрической дугой, токами высокой частоты. Способы нагрева, определяющие конструкции соответствующих внутрикамерных устройств промышленных вакуумных установок, детально описаны в инструкции по эксплуатации установок. Большая часть металлов при нагреве переходит в паровую фазу через жидкое состояние, т.е. сначала они плавятся, а затем испаряются. Некоторые металлы (Cd, Zn, Mn и в отдельных случаях чистый Cr) переходят из твёрдого состояния, в паровую фазу минуя жидкую (сублимируют).
Скорость испарения Vи, кг/(м2с), всех веществ определяется давлением паров p, Па, при температуре Tи, K, испарения и молекулярной массой M вещества:
Vи = 0.438•10 –2 p ÖM/Tи = A1 p (1.1)
Зависимость давления паров от температуры в общем, виде описываются уравнением
lg p =AT –1 + B lg T + CT + DT 2 + E (1.2)
где А, В, С, D и Е – константы, характерные для данного вещества.
При проведении экспериментов обычно ограничиваются коэффициентами А, В, и Е. Значение коэффициента В следует учитывать только для Na, K, Rb, Cs, Zn, Cd и Hg.
Характер распределения испаряемого вещества в пространстве над испарителем определяется двумя основными параметрами: рабочим давлением в вакуумной камере: высокий вакуум (l >> d), средний вакуум (l » d) и низкий вакуум (l << d), где l - длина свободного пути молекул; d – линейный размер вакуумной камеры. Если давление паров испаряемого вещества (металла) при температуре Tи не превышает 1.33 Па, то при рабочем давлении в вакуумной камере порядка 10 –2 Па и менее молекулы и атомы испаряемого вещества достигают поверхности подложки без столкновений между собой и с молекулами остаточных газов. В этом случае говорят, что реализуется молекулярный режим испарения и конденсации, для которого справедливы законы Ламберта – Кнудсена:
распределение в пространстве потока вещества, испарённого с плоской поверхности, пропорционально cosj (j - угол между направлением распространением паров и нормалью к поверхности);
число частиц, попадающих на поверхность подложки, обратно пропорционально квадрату расстояния между испарителем и подложкой.
Эти законы являются базовыми при анализе закономерностей формирования плёнок на поверхностях различной конфигурации.
При анализе процесса формирования покрытий на положках следует выделить два аспекта – физический и технологический.
Физический аспект отражает закономерности формирования начальных слоёв покрытия, характер продольной и поперечной структур, рельефа поверхности и др. Не рассматривая детально теорию зародышеобразования и основные закономерности начального роста кристаллов, отметим, что процесс конденсации и структура сформированной плёнки существенно зависят от кинетических параметров конденсации, температуры и потенциального рельефа подложки, плотности падающего молекулярного пучка, характера взаимодействия осаждаемых атомов с подложкой. Из указанных параметров существенным является температура подложки. Многочисленными исследованиями установлено, что на нейтральной (неориентированной) подложке молекулярный пучок конденсируется только в том случае, если температура ниже некоторой критической Tкр.
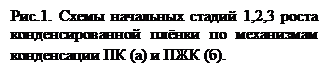
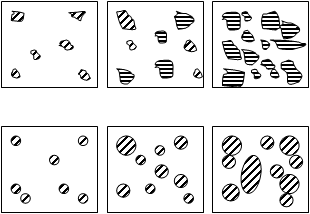
Принципиально возможны и реализуются на практике два механизма конденсации молекулярных пучков испарённых веществ на различных подложках – ПК(пар – кристалл) и ПЖК(пар – жидкость – кристалл). Если реализуется механизм ПК, то частицы, конденсирующиеся на начальных стадиях испарения навески, имеют кристаллическое строение, и в дальнейшем формируется только кристаллическая плёнка. Механизм ПЖК проявляется в том, что образование конденсированной фазы на подложке начинается с появления на подложке жидкой фазы в виде капель, которые длительное время существуют на подложке, после чего начинается процесс кристаллизации.
![]()
![]()
 Рассмотренные
механизмы кристаллизации определяют различные характеры формирования и роста
плёнки из паровой фазы, что в конечном счёте определяет свойства плёнок.
Схематически механизмы конденсации ПК и ПЖК показаны на рис. 1. Если конденсируемые
атомы связаны с собой сильнее, чем с поверхностью нейтральной подложки, они
свободно и достаточно интенсивно мигрируют с её поверхности. При достаточно
высокой плотности потока испаряемого вещества на поверхности подложки
образуются зародыши кристаллической фазы или жидкой конденсированной фазы,
которые сначала разрастаются сначала в двух (Рис.1, б, стадия 3), я затем и в
трёх направлениях. Если же силы взаимной связи атомов или молекул
конденсирующегося вещества меньше сил их связи с подложкой, резко возрастает
влияние кинетических параметров подложки на процесс формирования плёнки по
механизму ПК. В таблице 1 даны примеры механизмов конденсации различных
металлов на аморфных подложках. Следует отметить, что механизм конденсации
зависит (в первом приближении) от соотношения температур подложки Tп и температур плавления Tпл
конденсирующихся веществ. При изменении Tп может
измениться механизм конденсации. При конденсации молекулярных пучков сложного
состава (например, при нанесении покрытий из сплавов)
механизм конденсации зависит и от состава паровой фазы. Приведённые в таблице 1
данные установлены для случая формирования плёнок «докритической» толщины, т.е.
до момента образования сплошного слоя. После завершения формирования сплошного
слоя закономерности дальнейшего роста плёнки определяются не непосредственно
механизмом конденсации материала, а в основном структурой первично
сформированных слоёв.
Рассмотренные
механизмы кристаллизации определяют различные характеры формирования и роста
плёнки из паровой фазы, что в конечном счёте определяет свойства плёнок.
Схематически механизмы конденсации ПК и ПЖК показаны на рис. 1. Если конденсируемые
атомы связаны с собой сильнее, чем с поверхностью нейтральной подложки, они
свободно и достаточно интенсивно мигрируют с её поверхности. При достаточно
высокой плотности потока испаряемого вещества на поверхности подложки
образуются зародыши кристаллической фазы или жидкой конденсированной фазы,
которые сначала разрастаются сначала в двух (Рис.1, б, стадия 3), я затем и в
трёх направлениях. Если же силы взаимной связи атомов или молекул
конденсирующегося вещества меньше сил их связи с подложкой, резко возрастает
влияние кинетических параметров подложки на процесс формирования плёнки по
механизму ПК. В таблице 1 даны примеры механизмов конденсации различных
металлов на аморфных подложках. Следует отметить, что механизм конденсации
зависит (в первом приближении) от соотношения температур подложки Tп и температур плавления Tпл
конденсирующихся веществ. При изменении Tп может
измениться механизм конденсации. При конденсации молекулярных пучков сложного
состава (например, при нанесении покрытий из сплавов)
механизм конденсации зависит и от состава паровой фазы. Приведённые в таблице 1
данные установлены для случая формирования плёнок «докритической» толщины, т.е.
до момента образования сплошного слоя. После завершения формирования сплошного
слоя закономерности дальнейшего роста плёнки определяются не непосредственно
механизмом конденсации материала, а в основном структурой первично
сформированных слоёв.
Технологический аспект процесса конденсации отражает характер распределения толщины плёнки вдоль поверхности подложки и рассматривает влияние геометрических параметров испарения (размеров и формы испарителей и подложки, их взаимного расположения) и режима металлизации на равномерность толщины покрытия.
Таблица 1
| Испаряемое вещество | Температура подложки | Характерный механизм конденсации | |
| Bi, Sn, Pb, Au, Cu, Ag, Al |
Tn<(2/3)Tпл
(1/3)Tпл<Tп<Tп(2/3) Tп>(2/3)Tпл Tпл<(1/3)Tпл |
ПК | |
|
Zn, Mg, Cd, Sb Bi, Sn, Pb, Au, Cu, Ag, Al |
|||
| ПЖК |
Для анализа равнотолщинности используют, как правило, идеальную модель испарения и конденсации, которая предусматривает выполнение законов Ламберта – Кнусена и формулы Лэнгмюра для скоростей испарения, а также полную конденсацию паров испарённого вещества на подложке (коэффициент конденсации равен 1 независимо от материала подложки и интенсивности потока испарённого вещества). Процесс испарения происходит с зеркальной поверхности расплава.
ТЕХНИКА ИСПАРЕНИЯ МЕТАЛЛОВ В ВАКУУМЕ
Качество формируемых покрытий, технологические возможности оборудования для напыления, техника проведения процесса нанесения покрытий и ряд других практических вопросов во многом определяются выбором материала испарителя (тигля) с учётом физико-химических свойств испаряемого вещества, а также возможных взаимодействий испаряемого вещества с испарителем. В литературе есть сведения, позволяющие подобрать не только материал испарителя, но и наиболее оптимальную его конструкцию с учетом специфики получения покрытий конкретного функционального назначения.
Технологические параметры процесса нанесения покрытий определяются в основном способностью испарителя поддерживать испаряемое вещество при определенной температуре длительное время. Для получения приблизительных оценок рабочих температур испарителей нужно учитывать, что нормальный (технологически) режим металлизации реализуется при давлении паров испаряемого вещества порядка 1.33 Па. Для большей части материалов, применяемых в практике вакуумной металлизации для получения покрытий, рабочие температуры составляют 1300…2500 К.
Основные требования к материалу испарителя: незначительное (минимально возможное) давление насыщенного пара при рабочей температуре; инертность по отношению к испаряемому материалу; обеспечение возможности изготовления различных конструкций.
Соблюдение первого требования обеспечивает получение качественных пленок, не загрязненных атомами материала испарителя, соблюдения второго требования –длительную работу испарительного элемента, так как образование справа испаряемого вещества с материалом испарителя приводит к быстрому разрушению испарителя. Кроме того, в результате химической реакции возможно образование соединений с низкой температурой испарения, что также приводит к загрязнению формируемого конденсата. Третье (дополнительное) требование подбора материала испарителя обусловлено, прежде всего, технологическими соображениями – конструкцией токовых вводов и зажимов вакуумной установки.
КОНСТРУКЦИИ ПРЯМОНАКАЛЬНЫХ ИСПРАРИТЕЛЕЙ.
Простейшие испарители изготавливают в виде проволочной спирали, многожильных жгутов, корзиночек, плоской ленты с углублениями, лодочек различной конфигурации.
Прямонакальные испарители выполняют, как правило, из тугоплавких металлов (вольфрам, молибдена и тантала), имеющих высокую температуру плавления и низкое давление паров при рабочей температуре. Некоторые свойства тугоплавких металлов приведены в табл. 2.
Как, правило, прямонакальные испарители используют для испарения небольших количеств вещества. В практике получения защитных покрытий толщиной несколько десятков микрометров используют специальные устройства догрузки. Прямонакальные испарители применяют для получения некоторых видов функциональных. Покрытий изделий электронной техники.
Значительно шире используют тигельные испарительные устройства, конструктивно выполняемые как в активном, так и в пассивном вариантах. В первом случае тигель нагревается специальными нагревателями, которые либо встроены в тигель, либо намотаны на него (тигли с косвенным нагревом). При этом варианте энергия к испаряемому материалу передается при тепловом контакте с поверхностью тигля. Таким образом, в режиме испарения температура тигля равна или несколько выше расплава; это определяет требования к термостойкости материала тигля.
Второй, пассивный, вариант конструктивного исполнения тигля реализуют на практике использованием электронно-лучевого или индуктивного способов нагрева. В этом случае тигель является контейнером и его температура ниже температуры испаряемого вещества. Тигельные испарители пассивного исполнения обычно более долговечны.
Тигли изготовляют из тугоплавких оксидов (ThO2, BeO, ZrO2, AI2O3, MgO); реже используют оксиды типа SiO2, TiO2, NiO. В электронно-лучевых испарительных системах применяют тигли из тугоплавких металлов, а также водоохлаждаемые медные тигли.
Таблица 2
| Металл |
Тпл, К |
Т при p = 1,33 * 10-4, Па |
Рэл * 108, Ом * м, при Т, К |
e, %, при Т, К | |||
| 293 | 1273 | 2273 | 0…1273 | 0…2273 | |||
| W | 3650 | 2680 | 5.5 | 33.0 | 66.0 | 0.5 | 1.1 |
| Mo | 2850 | 2090 | 5.7 | 32.0 | 62.0 | 0.5 | 1.2 |
| Ta | 3270 | 2510 | 13.5 | 54.0 | 87.0 | 0.7 | 1.5 |
Примечание: pэл – удельное электрическое сопротивление; e - термическое расширение (относительное изменение геометрических размеров при нагревании).
В последние годы применяют термостойкие химически стабильные тигли на основе болидов и нитридов. За рубежом широко используют тигли из ВN,TiB2 и смеси BN-TiB2 (по 50% каждого комплекта).
Довольно широко для изготовления тиглей используют углерод трех модификаций [18]:промышленный, стеклообразный и пиролитический графит.
При этом следует учесть, что такие металлы, как AI, Si, Ti, K, Na, Li в расплавленном состоянии взаимодействуют с графитом, образуя карбиды; Та, Мо и W образуют карбиды при температурах соответственно 1273, 1470, 1670 К; Cu и Be в расплавленном состоянии практически не взаимодействуют с графиком. При взаимодействии графита с тугоплавкими оксидами, например ThO2 , BeO, ZrO2, происходит процесс их восстановления. Отличие заключается лишь в температуре и продолжительности t реакции взаимодействия, после которой начинается процесс восстановления; так, для ThO2 T=2273 K, t=240 c; для ВеО-Т=2570 К и t =120 с, для ZrO2-T=1870 K и t =240 с.
ОСНОВНЫЕ ПРИНЦИПЫ РАБОТЫ ЭЛЕКТРОННО-ЛУЧЕВЫХ И ЭЛЕКТРОДУГОВЫХ ИСПАРИТЕЛЕЙ.
Прямонакальные испарители, несмотря на довольно широкое распространение и простоту конструктивного исполнения, не соответствуют всем требованиям, предъявленным к технологическим процессам получения вакуумных покрытий. Основные недостатки этих испарителей – высокая энергоемкость, ограниченные возможности при нанесении толстых покрытий, низкое качество покрытий вследствие их загрязнения атомами испарителя и продуктами взаимодействия материала испарителя и испаряемого вещества.
Этих недостатков лишены испарительные устройства и системы , основанные на электронно-лучевом способе нагрева. Он заключается в том, что на поверхность металла, сплава или какого-либо соединения, помещенного в тигель, направляют поток электронов, который довольно быстро нагревает вещество до температуры плавления, а затем и испарения. Носителем энергии является луч с энергией (9,6…48,0)10-16 Дж. В результате взаимодействия электронного луча с поверхностью испаряемого материала, кинетическая энергия электронов преобразуется в тепловую. Материал испаряется и нагревается. При таком способе существует принципиальная возможность поддерживания вещества при температуре испарения в течение довольно длительного периода. Соответственно практически нет ограничений по толщине наносимых слоев.
Конструктивно электронно-лучевые испарители выполняют в различных модификациях –с линейным, кольцевым (аксиальные пушки) или полым (газоразрядные пушки) катодом. Однако для всех систем характерно наличие функциональных типовых узлов : источника электронов ,ускоряющего анода , системы поворота электронного пучка и системы его фокусировки. Сформированный электронный пучок направлен в тигель с расплавом.
Электронный пучок может быть направлен в тигель с испаряемым веществом несколькими способами :без отключения пучка и отключением пучка на 45; 90; 180 и270 градусов . Следует отметить, что использование пушек с отклоняемым пучком электронов позволяет решать более широкий диапазон технологических задач, но при этом эффективность пучка снижается: с увеличением угла отключения пучка возрастает рассеяние электронов и требуется повышенная мощность.
Системы отклонения и фокусировки имеют три основные модификации-электростатические, электромагнитные и на постоянных магнитах. Наиболее широко используют электромагнитные системы.
Преимущества электронно-лучевого испарения обусловлены прежде всего тем, что- единственный способ, при котором энергия подводится непосредственно к поверхности, где формируется поток пара. Метод позволяет: достичь значительной поверхностной плотности энергии, благодаря чему могут быть реализованы высокие скорости испарения различных материалов, в том числе тугоплавких металлов, оксидов и других соединений.
Обеспечить простую регулировку мощности и распределение энергии по поверхности нагрева, что позволяет относительно легко регулировать толщину и равномерность нанесения покрытий.
Получать покрытия высокой чистоты благодаря применению водо-охлаждаемых тиглей.
. Существенно повысить энергетический КПД процесса металлизации по сравнению с достигаемым при использовании прямонакальных испарителей.
Можно выделить два класса вакуумных установок – для нанесения покрытий на отдельные изделия и для нанесения покрытий на рулонные материалы. Преимущество электронно-лучевого испарения особенно заметно проявляется для вакуумных установок второго класса, в которых требуется высокая производительность испаряющего устройства.
Электронно – лучевые испарители сложнее обслуживать, чем прямонакальные; требуется специальная подготовка операторов, причем необходимо учитывать рекомендации по обслуживанию и эксплуатации конкретных вакуумных установок.
Отличительная особенность электродуговых испарительных систем состоит в том, что помимо паров металла возникают ионизированные частицы. Эти частицы поддаются управлению электромагнитными или электростатическими полями и легко вступают в реакции с другими элементами. Последнее позволяет получить широкий спектр химических соединений по довольно простой технологии.
Применительно к проблемам вакуумной металлизации можно выделить некоторые характерные особенности электрической дуги, определяющие процесс формирования покрытий. Электрический дуговой разряд в вакууме происходит в парах металла. На катоде формируются микроскопические участки - катодные пятна с высокими плотностью энергии и температурой. В пределах катодных пятен локализуются все заряженные частицы катодной области разряда. В состав продуктов эрозии катода в зоне пятна входят капли расплавленного металла, ионы и пары металла. Размер капель и их концентрация в общем, потоке частиц, поступающих подложку, определяются свойствами материала катода и плотностью тока дуги разряда
Давление паров металла в области катодного пятна достигает 105 Па, поэтому в зоне пятна не происходит взаимодействия с напускаемым газом. Взаимодействие реализуется в следующих областях: на катоде в зонах, остающихся после перемещения катодного пятна; непосредственно на поверхности подложки, где происходит реакция свеженапыленного слоя с газом; в разрядном промежутке при условии его достаточной протяженности.
Скорость перемещения катодного пятна в значительной степени зависит от состава и давления напускаемого газа. Эти параметры определяют скорость испарения и состав формируемого покрытия.
Конструктивно метод электродугового испарения наиболее прост; для его практической реализации используют стандартные сварочные выпрямители или генераторы. Это определяет значительные преимущества метода по сравнению с другими.
Один из наиболее серьезных недостатков метода-наличие капельной фазы в потоке частиц, поступающих на поверхность изделий - как правило, отрицательно влияет на электрофизические и оптические свойства пленок и ограничивает применение метода в радиоэлектронной и электротехнической промышленности. Этого недостатка лишены магнетронные распылительные системы.
МАГНЕТРОННЫЕ РАСПЫЛИТЕЛЬНЫЕ СИСТЕМЫ.
Действие магнетронного распылителя основано на распылении материала мишени-катода при его бомбардировке ионами рабочего газа, образующими в плазме аномально тлеющего разряда. Возникающая при этом вторичная эмиссия поддерживает разряд и обуславливает распыление материала мишени-катода. Магнетронная распылительная система (МРС) является одной из разновидностей схем диодного распыления.
Основные элементы МРС: катод, анод и магнитная система, предназначены для локализации плазмы у поверхности мишени – катода.
Наиболее широко применяют планарные магнетроны. Мишень – катод из распыляемого материала охлаждается проточной водой, поступающей по трубопроводу. На катод подаётся постоянное напряжение (300 … 800 В) через клемму от источника питания; под катодом расположена магнитная система, состоящая из центрального и периферийных постоянных магнитов, расположенных на основании из магнитомягкого материала. Все элементы смонтированы на корпусе, присоединенном к вакуумной камере изолирующими вакуумно-плотными прокладками.
Основные преимущества магнетронного способа распыления – высокая скорость нанесение плёнки и точность воспроизведения состава распыляемого материала. Магнетронное распыление позволяет получать покрытия практически из любых металлов, сплавов и полупроводниковых материалов без нарушения стехиометрического состава. В зависимости от состава рабочей атмосферы (долей кислорода, азота, диоксида углерода, сернистых газообразных соединений) можно получать плёнки оксидов, нитритов, карбидов, сульфитов различных материалов, в том числе и таких, которые невозможно получить методом термического испарения.
Скорость конденсации при магнетронном распылении зависит от силы тока разряда или мощности и от давления рабочего газа, что определяет жесткие требования к источникам питания. Для обеспечения воспроизводимости и стабильности процесса силу тока разряда необходимо поддерживать с точностью ±2 %; если же стабилизация процесса осуществляется по мощности разряда, то подводимую мощность следует поддерживать с точностью ± 20 Вт в диапазоне регулирования от 0 до 10 кВт. В качестве рабочей среды при магнетронном распылении используют смесь инертного и реакционных газов. Подбором парциальных давлений компонентов газовой смеси при постоянном общем давлении, поддерживаемом с точностью ±5 %, можно в широких пределах изменять оптические и электрические характеристики покрытия. Это, в свою очередь требует оснащение вакуумных установок насосами, обеспечивающие постоянную скорость откачки в рабочем диапазоне давлений. Состав получаемых соединений (оксидов, карбидов, нитритов) зависит от чистоты применяемых газов и распыляемых материалов, поэтому требуются сложные системы откачки газов и высокочистые материалы для распыления.
Метод магнетронного распыления с постоянной силой тока не позволяет получать плёнки оксидов при высокой скорости распыления из за резкого окисления катода–мишени. В этих случаях целесообразнее применять высокочастотное магнетронное распыление, реализующее возможность распыление диэлектрических материалов в магнитном поле без изменения стехиометрического состава при увеличенной скорости испарения.
Не смотря на некоторые преимущества непосредственного распыления диэлектриков ВЧ – магнетроном, этот способ отличается незначительной скоростью конденсации и, вследствие этого, низкой производительностью. Имеются опредёленные трудности в согласовании источника питания магнетрона с нагрузкой при работе на высоких частотах; кроме того, источник питания должен быть снабжен системой гашения дуговых разрядов, являющихся причиной нестабильности рабочих параметров магнетронной распылительной системы.
По принципу работы вакуумные установки с ионно-плазменными источниками распыления можно разделить на установки периодического и непрерывного действия.
В установках периодического действия распылительные устройства располагают по оси цилиндрической камеры, либо по её образующей, в первом случае используют цилиндрические распылительные устройства; во втором планарные. Подложки транспортируются через зону плазмы. Установки периодического действия применяют для нанесения покрытий на полимерную плёнку или бумагу. Для снижения температуры подложки при магнетронном распылении следует: следует улучшать тепловой контакт подложки с охлаждаемым барабаном; изготовлять барабан из материала с высокой теплопроводностью либо увеличивать теплопроводность газовой прослойки между барабаном и плёнкой; охлаждать барабан до температуры 243 … 253К; расширять зону нанесения покрытия и увеличивать диаметр барабана. Повышенная скорость газовыделения подложки , а также вероятность взаимодействия ионизированных газов с осаждающемся металлом обуславливают использование конденсационных вакуумных ловушек.
Для нанесения покрытий сложного состава или многослойных покрытий на плоские подложки перспективны установки непрерывного действия. Обычно установки непрерывного действия состоят из ряда плоских прямоугольных камер, разделённых шлюзами и затворами. наиболее распространены установки с распылением сверху вниз, а также установки с вертикальным перемещением подложек и боковым размещением распылительных устройств. В таблице приведены скорости осаждения различных сплавов и соединений при использовании планарного магнетрона мощностью 5 кВт.
Таблица 3
| Материал |
Uос, мкм/(Вт с) |
Материал |
Uос, мкм/(Вт с) |
Материал |
Uос, мкм/(Вт с) |
| AlSi | 4,08 | Бронза | 6,80 |
Cr2O3 |
4,59 |
| WTi | 2,04 | Латунь | 6,80 |
InSnO2 |
2,38 |
| NiCr | 4,08 | WC | 1,87 |
CdSnO2 |
3,57 |
| CuNi | 5,78 |
TiO2 |
2,38 |
Al2O3 |
2,38 |
| FeNi | 3,91 |
Ta2O5 |
3,57 | TiN | 0,85 |
| CuTiFe | 7,48 |
Магнетронное распыление позволяет существенно расширить класс материалов, получаемых в виде плёнок, однако этот метод дорогостоящий, требует использования сложного оборудования и высокой культуры производства.
СПИСОК ЛИТЕРАТУРЫ.
1. Справочник оператора установок по нанесению покрытий в вакууме; А.И. Костржицкий, В.Ф. Карпов, М.П. Кабанченко, О.Н. Соловьёва, «Машинострение» 1991
2. Защита от коррозии, старения и биоповреждений: Справочник А.А. Герасименко, «Машиностроение» 1987