
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Разработать технологический процесс изготовления крана вспомогательного тормоза локомотива 172
Реферат: Разработать технологический процесс изготовления крана вспомогательного тормоза локомотива 172
Московский Государственный Технологический Университет
«СТАНКИН»
Кафедра «Технология машиностроения»
Курсовой проект
на тему:
«Разработать технологический процесс изготовления крана вспомогательного тормоза локомотива 172»
Выполнил: студент гр. ВТ-11-1 Тулаев П.А.
Проверил: Червяков Л.М.
Москва 2003г.
Содержание
Введение.
1. Определение типа производства и выбор вида его организации.
2. Разработка технологического процесса сборки узла.
2.1. Служебное назначение узла и принцип его работы.
2.2. Анализ чертежа, технических требований на узел и технологичности его конструкции.
2.3. Выбор метода достижения требуемой точности узла.
2.4. Контроль точности сборки узла или его испытание.
2.5. Схема сборки узла.
2.6. Выбор вида и формы организации процесса сборки узла.
2.7. Выбор сборочного оборудования и технологической оснастки.
2.8. Нормирование сборочных операций.
2.9. Технологическая карта сборки узла.
2.10. Расчет числа рабочих мест и рабочих-сборщиков.
2.11. Построение циклограммы сборки.
2.12. Планировка сборочного места.
3. Разработка технологического процесса изготовления детали.
3.1. Служебное назначение детали.
3.2. Анализ чертежа, технических требований на деталь и её технологичности.
3.3. Выбор вида заготовки и назначение припусков на обработку.
3.4. Выбор технологических баз и обоснование последовательности обработки поверхностей заготовки.
3.5. Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента.
3.6. Разработка маршрутного технологического процесса. Выбор технологического оборудования и оснастки.
3.7. Определение припусков, межпереходных размеров и их допусков. Определение размеров исходной заготовки.
3.8. Назначение режимов резания.
3.9. Нормирование технологической операции.
3.10. Контроль точности изготовленной детали.
3.11. Оформление технологической документации:
- маршрутной карты технологического процесса изготовления детали;
- операционной карты на одну операцию технологического процесса изготовления детали;
- технологической карты сборки.
Заключение.
Список использованной литературы.
Введение.
Цель курсового проекта - разработать технологический процесс изготовления крана вспомогательного тормоза локомотива 172.
Задачи курсового проекта:
- определить тип производства и выбрать вид его организации
- разработать технологический процесс сборки крана вспомогательного тормоза локомотива 172
- разработать технологический процесс изготовления корпуса 172.001
Основной задачей курсового проекта является приобретение навыков применения теоретических знаний, полученных в результате изучения различных дисциплин, при разработке технологического процесса изготовления узла и детали, используя необходимую справочную, техническую литературу и руководящие материалы.
Необходимо решить задачу проектирования экономически эффективного технологического процесса изготовления сборочной единицы с использованием достижений науки, техники и передового производственного опыта.
1. Определение типа производства.
Исходные данные для расчёта:
Общий выпуск по неизменным чертежам – 1000 штук;
Производственная программа – 500 штук в год.
1. Деталь будет выпускаться:
![]()
2. Такт выпуска при одноимённом режиме работы:
![]() ,
где
,
где
F = 2052 часов – годовой фонд времени,
n – коэффициент, учитывающий простои оборудования, связанные с наладкой и обслуживанием;
N – количество деталей в партии:
![]()
3. Дневной выпуск изделий:
![]()
4. Сменный выпуск:
![]()
5. Число изделий в месяц:
![]()
Существует три типа производства: единичное, серийное и массовое.
Под единичным производством машин, их деталей или заготовок понимают изготовление их, характеризуемое малым объёмом выпуска. При этом считают, что выпуск таких машин, деталей или заготовок не повторится по неизменяемым чертежам. Продукцией единичного производства являются машины, не имеющие широкого применения (опытные образцы машин, тяжёлые прессы, крупные гидротурбины, уникальные металлорежущие станки и т.п.).
Под серийным производством машин, их деталей или заготовок понимают их периодическое изготовление повторяющимися партиями по неизменяемым чертежам в течение продолжительного промежутка календарного времени. Производство осуществляется партиями, при этом возможна партия из одного изделия. В зависимости от объёма выпуска этот тип производства делят на мелко-, средне- и крупносерийное. Примерами продукции серийного производства могут служить металлорежущие станки, компрессоры, судовые дизели и т.п., выпускаемые периодически повторяющимися партиями.
Под массовым производством машин, деталей или заготовок понимается их непрерывное изготовление в больших объёмах по неизменяемым чертежам продолжительное время, в течение которого на большинстве рабочих мест выполняется одна и та же операция. Для массового производства характерна узкая номенклатура и большой объём выпуска изделий. Продукцией массового производства являются трактора, автомобили, электродвигатели, холодильники, телевизоры и пр.
Используя исходные данные, выбираем тип производства. Так как данное изделие (Кран вспомогательного тормоза локомотива 172) выпускается партиями не продолжительное время по неизменяемым чертежам, учитывая массу и годовой выпуск, по таблице [1] выберем тип производства мелкосерийный.
2. Разработка технологического процесса сборки узла.
2.1 Служебное назначение узла и принцип его работы.
Служебное назначение:
Кран вспомогательного тормоза локомотива 172 (далее кран) предназначен для ручного управления тормозами локомотива при рабочем давлении 0,6±0,1 МПа.
Принцип работы:
Ручка крана имеет три фиксированных положения: отпуск (О), перекрыша (П), торможение (Т).
В положении «Т» сжатый воздух из пневмомагистрали (ПМ) через входное отверстие G½” в кронштейне поз.2 поступает под открытый тормозной клапан поз.24 и далее через центральное отверстие в корпусе поз.1, кронштейн поз.2 к тормозному цилиндру (ТЦ). Величина давления в ТЦ фиксируется по манометру и зависит от времени удержания рукоятки в этом положении.
По достижении необходимого давления в ТЦ ручка крана переводится в положение «П». В этом положении клапаны поз.24 (тормозной и отпускной) закрыты. Давление в ТЦ остаётся постоянным.
Для полного или частичного отпуска тормозов ручка устанавливается в положение «О», затем открывается отпускной клапан, сообщающий ТЦ с АТ. Величина ступени отпуска зависит от времени удержания рукоятки в этом положении. Для прекращения отпуска ручку необходимо перевести в положение «П».
2.2 Анализ чертежа, технических требований на узел и технологичности его конструкции.
Анализ чертежа
Кран состоит из корпуса поз.1 с двумя клапанами поз.24, отпускным и тормозным. Для управления клапанами поз.24 в корпусе устанавливается кулачок поз.3 с ручкой поз.8, которая жёстко соединена с кулачком поз.3 и имеет 3 фиксированных положения. Клапаны поз.24 удерживаются в закрытом положении пружинами поз.4 и поз.5. Корпус поз.1 крепится на кронштейне поз.2, в котором имеются резьбовые отверстия G½” для подвода сжатого воздуха. В закрытом положении клапаны поз.24 удерживаются пружинами поз.4,5, которые останавливаются в заглушках поз.26. Одно резьбовое отверстие в кронштейне поз.2 закрывается заглушкой поз.18 с кольцом поз.15. крепление крана осуществляется посредством шпилек поз.19 и гаек поз.17.
Технические требования
а) обеспечить линейный размер пружины находящейся в сжатом состоянии в пределах 15±0,5мм.
б) обеспечить силу сжатия пружин клапана не менее 0,6МПа
в) обеспечить усилие при котором клапаны удерживаются в закрытом положении не более 9 МПа (сила, которой взрослый человек может надавить рукой).
г) обеспечить расстояние между кулачком и направляющей в пределах 0,5±0,2мм.
Несоблюдение приведённых выше требований повлечёт за собой невозможность выполнения краном своего служебного назначения, например: при несоблюдении технического требования - обеспечения усилия сжатия пружин, возможен случай, когда из-за малой его величины произойдёт самопроизвольное открытие отпускного клапана и в последствии невозможность набора необходимого давления в тормозном цилиндре.
Технологичность конструкции крана 172.000
Анализ чертежа корпуса 172.001 показал, что он имеет симметричную геометрию в продольном сечении. Это сделано, для того чтобы сократить время сборки узла, используя одинаковые детали, как в левой, так и в правой части.
Диаметры расточки заглушки 172.005 и ступенчатого торца гнезда 172.011 рассчитаны и подобраны таким образом, чтобы в состав узла - корпус 172.010, входили уже имеющиеся на производстве детали от ранее изготовленных приборов, такие как пружины 150.203 и 483.031.
При закреплении деталей и узлов крана 172.000 используются стандартные изделия, такие как винт М6х10 ГОСТ 1476-93, винт М6х12 ГОСТ 17475-80, винт ВМ3х6 ГОСТ 17473-80, гайка М8 ГОСТ 5915-70, гайка М12 ГОСТ 5915-70, шпилька М12х32 СТП 10-215-82.
Диаграмма зависимостей линейных размеров пружин от силы их сжатия
Из диаграммы видно, что общее усилие создаваемое сжатыми пружинами (13,8 кгс) намного выше требуемого (6 кгс). В целях экономии целесообразней оставить только одну пружину – 483.031. Т.к. для её сжатия до размера 15±0,5мм. необходимо усилие 9±0,4кгс., что удовлетворяет требованиям предъявляемым к узлу.
2.3. Выбор метода достижения требуемой точности узла.
В результате проведенного анализа технических требований на узел было выявлено одно из наиболее важных требований, а именно: обеспечить линейный размер пружины находящейся в сжатом состоянии равный 15мм. с допуском ±0,5мм.
Для выполнения этого требования необходимо выявить все размеры деталей (в номиналах и допусках), влияющих на выполнение этого требования. Для этого необходимо выявить замыкающее звено и метод достижения точности РЦ.
Обеспечение точности создаваемого узла сводится к достижению требуемой точности замыкающих звеньев размерных цепей, заложенных в его конструкцию, и размерных цепей, возникающих в процессе изготовления крана. Задачу обеспечения требуемой точности замыкающего звена решим одним из нижеследующих методов: полной и неполной взаимозаменяемости. Определим наиболее экономичный метод с учётом с предъявляемыми требованиями.
Размерная цепь А состоит из:
АΔ - замыкающее звено – длина пружины находящейся в сжатом состоянии при силе сжатия 1,1 МПа
A1 - размер между левым Æ22мм. и правым Æ13мм. торцом клапана 172.011
A2 - Высота седла Æ15мм. седла 172.009
A3 - Ширина бурта Æ22мм. седла 172.009
A4 - Глубина отверстия М33 в корпусе 172.001
A5 - Расстояние от торца М33 до торца Æ40мм. заглушки 172.005
A6 - Глубина отверстия Æ13 в заглушке 172.005
Размерная цепь А, определяющая зазор, показана в графической части, лист 1.
а) Метод полной взаимозаменяемости.
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается во всех случаях её реализации путём включения в неё составляющих звеньев без выбора, подбора или изменения их значений. Сборка изделий при использовании этого метода сводится к механическому соединению взаимозаменяемых деталей. При этом у 100% собираемых объектов автоматически обеспечивается требуемая точность замыкающих звеньев размерных цепей.
Определение номиналов, полей допусков, верхнего и нижнего предельных отклонений, координат середины поля допуска размерной цепи А, проходит по следующему алгоритму действий:
1.Уравнение номиналов.
 где
где
n – число увеличивающих звеньев;
 m – число уменьшающих звеньев.
m – число уменьшающих звеньев.
![]()
2. уравнение допусков
из условия задачи следует, что поле допуска замыкающего звена
![]() ,
,
а координата середины поля допуска замыкающего звена
![]()
Имея дело с плоской
линейной размерной цепью ![]() и решая
задачу методом полной взаимозаменяемости, при назначении полей допусков на
соответствующие звенья необходимо соблюдения условия:
и решая
задачу методом полной взаимозаменяемости, при назначении полей допусков на
соответствующие звенья необходимо соблюдения условия:
![]()
![]()
3.Уравнения координат середин полей допусков.
![]()
Координату середины поля допуска шестого звена находим из уравнения:
Правильность
назначения допусков проверим, определив предельные отклонения замыкающего
звена: 
Сопоставление с условиями задачи показывает, что допуски установлены правильно.
б) Метод неполной взаимозаменяемости.
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается с некоторым, заранее обусловленным риском путём включения в неё составляющих звеньев без выбора, подбора или изменение их значений.
Зададим значение коэффициента риска tАΔ , считая, что в данном случае Р=1% экономически оправдан. Такому риску tАΔ =2,57.
Полагая, что условия
изготовления деталей таковы, что распределение отклонений составляющих звеньев
будет близким к закону Гаусса, принимаем ![]()
Найдём средний допуск на звенья при обоих методах:

|
Ai |
Метод полной взаимозаменяемости |
Метод неполной взаимозаменяемости |
||||||||
|
∆в |
∆н |
∆0 |
TA |
TAср |
∆в |
∆н |
∆0 |
TA |
TAср |
|
|
A1 |
+0,08 | -0,08 | 0 | 0,16 | 0,17 | +0,25 | -0,25 | 0 | 0,5 | 0,48 |
|
A2 |
+0,08 | -0,08 | 0 | 0,16 | +0,23 | -0,23 | 0 | 0,46 | ||
|
A3 |
+0,08 | -0,08 | 0 | 0,16 | +0,20 | -0,20 | 0 | 0,40 | ||
|
A4 |
+0,09 | -0,09 | 0 | 0,18 | +0,26 | -0,26 | 0 | 0,52 | ||
|
A5 |
+0,08 | -0,08 | 0 | 0,16 | +0,23 | -0,23 | 0 | 0,46 | ||
|
A6 |
+0,09 | -0,09 | 0 | 0,18 | +0,26 | -0,26 | 0 | 0,52 | ||
Для достижения требуемой точности замыкающего звена в одной размерной цепи выбираем метод не полной взаимозаменяемости. Данный метод позволяет расширить допуски на составляющие звенья, что ведёт к понижению себестоимости и работоспособности по отношению к методам пригонки и регулирования.
Метод неполной взаимозаменяемости не гарантирует получения 100% изделий с отклонениями замыкающего звена в пределах заданного допуска, с коэффициентом риска равным 1%. Однако дополнительные затраты труда и средств на исправление небольшого числа изделий, размеры которых вышли за пределы допуска, в большинстве случаев малы по сравнению с экономией труда и средств, получаемых при изготовлении изделия, размеры которого имеют более широкие допуски.
Экономический эффект, получаемый от использования метода неполной взаимозаменяемости вместо метода полной взаимозаменяемости, возрастает по мере повышения требований к точности замыкающего звена и увеличении числа составляющих звеньев в размерной цепи.
возможность выполнения технологических процессов изготовления деталей и особенно сборки машин рабочими невысокой квалификации.
2.4 Контроль точности сборки узла или его испытание.
Контроль крана выполнить внешним осмотром с применением линейки, штангенциркуля и весов. Выполнить внешний осмотр поверхностей трения сопрягаемых деталей после контрольной разборки. После контроля кран собрать и провести испытания на соответствие требованиям ТУ 24.05.10.126-97 на испытательном стенде. При разборке и сборке крана использовать средства измерения ОТК. Измерение величин давления сжатого воздуха провести по манометрам. При испытании рукоятка крана ставится в тормозное положение «Т». Время наполнения резервуара измеряют секундомером. Для испытания отпуска тормозов рукоятка крана ставится в отпускное положение. Время снижения давления в резервуаре измеряется секундомером. Затем рукоятка крана ставится в положение «П» последовательно после испытаний положений «Т» и «О». При этом не должно быть завышения давления после испытания в положении «Т» и снижения давления после испытания в положении «О». Измерения провести по истечении 30 секунд после перевода ручки крана в течение 30 секунд. Испытание провести в резервуаре V= 10л. 0,6 МПа обмыливанием мест соединений. Испытания крана при предельных значениях температур +45±3°С и -50±3 провести в климатической камере. После достижения в климатической камере предельного значения температуры кран выдержать в ней не менее чем в течении 2х часов. Подтверждение показателей надёжности допускается проводить сбором статистических данных по результатам эксплуатационных испытаний.
Схема пневматическая принципиальная стенда
1- кран 1-2 УЗ ОСТ 24.290.16-86;
2- редуктор 212;
3- резервуар V = 20 л.;
4- кран 172;
5- резервуар V = 10 л.;
6- манометр Кл.1 ц/д 0,1 кгс/см2, предел 10 кгс/см2 ГОСТ 2405-88;
7- труба 15 ГОСТ 3262-75.
После установки крана на подвижной состав повторно проводят испытания на герметичность мест соединений.
2.5 Схема сборки узла.
2.6 Выбор вида и формы организации процесса сборки узла.
На основании программы выпуска и габаритных размеров крана принимаем стационарную не поточную сборку с одним рабочим местом.
2.7 Выбор сборочного оборудования и технологической оснастки.
Сборка крана 172 производится на верстаке. Перед сборкой необходимо продуть детали от остатков технической пыли. Для закрепления корпуса на верстаке используют тиски 7827-0325 ГОСТ 4045-75. Для сбора резьбовых соединений применяется пневмогайковёрт ИП 3112-У11 с наконечниками МТ 9694-686 и МТ 9694-685, отвёртки 7810-0941 3В ГОСТ 17199-88 и 7810-0964 3В ГОСТ 17199-88.
2.9 Технологическая карта сборки узла.
Технологическая карта сборки узла приведена в приложении 3.
2.10 Расчет числа рабочих мест и рабочих-сборщиков.
1. Сборка комплектов (172.020 Корпус, 172.00 Клапан, 172.040 Заглушка) - 12 мин.
2. Сборка подузлов (172.010 Корпус, 172.070 Кронштейн, 172.080 Кулачек , 172.090 Ручка) - 34,5мин.
3. Сборка узла (Кран 172.000) - 40 мин.
![]()
при отсутствии совмещенных во времени операций, при совмещении времени транспортирования кранов с оперативным временем и при стационарной сборке:
![]() [раб
место]
[раб
место]
выбираем один рабочий-сборщик, и одно рабочее место.
2.11 Построение циклограммы сборки.
Ввиду того, что работает один рабочий-сборщик в построении
циклограммы и планировке рабочих мест нет необходимости.
3 Разработка технологического процесса изготовления детали.
3.1 Служебное назначение детали.
Корпус 172.001 предназначен для базирования деталей входящих в состав корпуса 172.010 и кулачка 172.080, а также для обеспечения герметичности всего узла.
Основными показателями качества корпуса являются:
соосность отверстий под сёдла относительно общей оси с установленным допуском, плоскостность поверхности основания с установленным допуском, перпендикулярность общей оси отверстий под сёдла относительно оси отверстия под кулачек с установленным допуском, герметичность стенок при испытании сжатым воздухом под давлением 0,6 МПа в течении 30с..
3.2 Анализ чертежа, технических требований на деталь и её технологичности.
Корпус 172.001 представляет из себя простую корпусную деталь симметричную в поперечном сечении, среднего класса точности, небольших габаритов, с двумя отверстиями в торцах для крепления клапанов, одним сверху для крепления кулачка и тремя в основании для запрессовки ниппелей. Корпус изготавливается из алюминия марки АК7ч ГОСТ 1583-93, с твёрдостью > 70HB.
Из вышесказанного следует, что при изготовлении корпуса будут
использоваться операции токарная, вертикально-сверлильная, резьбонарезная, зачистка, химическое окисление с последующим контролем исполненных размеров.
3.3 Выбор вида заготовки и назначение припусков на обработку.
В производстве корпусные детали изготавливают в основном литьём, но ввиду небольшого размера корпуса и непродолжительное время изготовления по неизменяемым чертежам можно также изготовить корпус штамповкой на ГКМ.
Расчеты получения заготовок ведут по формуле:
Ким = Vдет / Vзаг
Объем детали Vдет = 67см3
Объем заготовки литьё Vзаг = 107см3
Объем заготовки из штамповки ГКМ Vзаг = 194см3
Ким1 = 67 / 107 = 0,35
Ким2 = 67 / 194 = 0,63
Выбираем вариант 2, т.к. он экономически целесообразен.
Исходя из объёма выпуска и массы корпуса выбираем литьё по выплавляемым моделям.
3.4 Выбор технологических баз и обоснование последовательности обработки поверхностей заготовки.
Для обработки корпусов и получения минимальных погрешностей нужно создать технологические базы для установки в токарных станках. Исходя из особенностей токарного станка и точного размещения заготовки на нем, необходимо обработать торцы заготовки и выполнить центровочные отверстия. Выполнять будем на Токарно-револьверном станке с ЧПУ 1В340 Ф30, в двухкулачковом гидравлическом патроне МТ 9661-434, с кулачками МТ 9664-440. Так как кулачки сконструированы специально для закрепления корпуса 172.001 для обеспечения высокой точности обработки и установки заготовки в станке то так же являются и приспособлением.
Рассмотрим два варианта базирования:
a) базирование в двух сходящихся призмах и опорных пальцах.
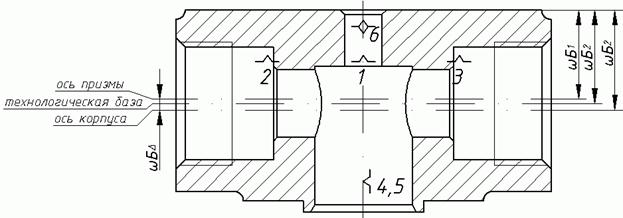
Из чертежа видно, что при установке технологическая база не совпадает с осью корпуса и призмы, появляется погрешность базирования заготовки.
ωА2=ωБD=ωБ1+ωБ2+ ωБ3=ωтс(005)+ ωпр+ωзаг=0,5+0,8+0,2=1,5
б) базирование в двухкулачковом гидравлическом патроне
МТ 9661-434, с кулачками МТ 9664-440.
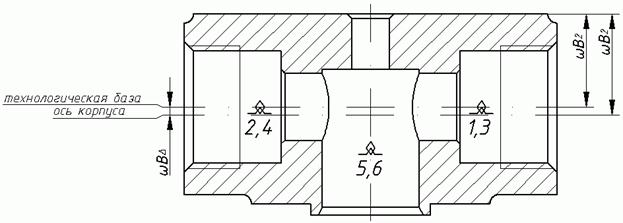
Здесь за счет специальных кулачков обеспечивается более точное базирование корпуса.
ωА2=ωВD=ωтс(005)+ωзаг=0,5+0,2=0,7
Из вычислений можно оценить распределения припуска на поверхности отверстия под седло на 005 операции.
Распределение найдем из формулы:
ωА∆=ωА1+ωА2
1 вариант: ωА2D=ωА1+ωА22=ωтс(005)+ωА22=0,5+1,5=2 мм
2 вариант: ωА1D=ωА1+ωА12=ωтс(005)+ωА12=0,5+0,7=1,2 мм
Из расчета видим, что второй вариант предпочтительнее, поскольку имеет минимальный припуск на обработку.
3.5 Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента.
Последовательность обработки заготовки:
1. Токарная с ЧПУ
2. Вертикально-сверлильная
3. Резьбонарезная
В связи с нашим производством выберем следующие станки:
1. Для выполнения токарной обработки выберем токарно-револьверный станок с ЧПУ 1В340 Ф30.
2. Для сверления на разных операциях вертикально-сверлильный станок 2М112, вертикально-сверлильный станок 2Н118, вертикально-сверлильный станок 2Н125.
3. Для резьбонарезной операции резьбофрезерный станок полуавтомат 2056.
3.6 Разработка маршрутного технологического процесса. Выбор технологического оборудования и оснастки.
Разработка маршрутного технологического процесса и выбор технологического оборудования и оснастки приведены в приложении 3.
3.7 Определение припусков, межпереходных размеров и их допусков. Определение размеров исходной заготовки.
Рассчитаем припуски на поверхности нижнего торца корпуса.
1. Рассчитаем минимальный припуск:
Zmin = ((Rz + h)i-1 + (∆2Σi-1 + ε2i))1/2
Где, Rz – шероховатость поверхности, возникающая на предшествующем переходе
h – глубина дефектного слоя
∆Σi-1 – суммарные отклонения расположения и формы поверхности
ε – погрешность установки заготовки на выполняемом переходе
Предварительное точение:
Zminпредв. = 2(700 +700+(200+250)2 + 1002)1/2 = 1628мкм
Окончательное точение:
Zminокон. = 2(500 +500+(100+150)2 + 502)1/2 = 1243мкм
Расчет общего минимального припуска:
Zminобщ = 1628 + 1243 = 2871мкм
2. Расчет максимального припуска для обработки поверхности
Zmax = Zmin + Tдет + Tзаг
где Тзаг – допуск на заготовку
Тдет – допуск на деталь
Zmax = 2871 + 50 + 400 = 3321 мкм
3.8 Назначение режимов резания.
Расчет режима резания проведем на первую операцию первого перехода
Операция 005 токарная с ЧПУ.
Переход 1: Подрезать торец заготовки в размер 12±0,5
1. Глубина резания : t = 5 мм
2. Подача: S = 0,3 мм/об
3. Скорость резания V = Cv * Kv / Tm * tx * Sy
где Cv – поправочный коэффициент
Т – стойкость инструмента
Kv – коэффициент, учитывающий условия обработки
V = 332 * 0,7 / 1800,2 * 50,5*0,30,4 = 102 м/мин
4. Частота вращения шпинделя:
np = 1000 * V / π * Dфр = 1000 * 102 / 3,14 * 70 = 340 об/мин
по паспорту станка получаем np = 350 об/мин
5. Действительная скорость резания:
nд = π * Dфр * np / 1000 = 3,14 * 70 * 800 / 1000 = 106 м/мин
3.9 Нормирование технологической операции.
1. Машинное время на точение торца
Т0 = (L + l1 + l2) * i / Cz * z * nд
где L – длина обработки
l1 – величина врезания
l2 – перебег
i – число переходов
Т0 = (55 + 60 + 60) * 2 / 0,2 * 6 * 175 = 1,7мин
2. Определим оперативное время операции:
Топ = Т0 + Тв
где Т0 = 1,7 мин
Тв = 2,1 мин
Топ = 1,7 + 2,1 = 3,8 мин
3. Штучное время на операцию:
Тшт = Топ * ( 1 + (Ко + Кп) / 100)
Где, Ко – доля времени на обслуживание рабочего времени 2 – 6%
Кп – доля времени на отдых и личные надобности 4 – 8%
Тшт = 3,8 * (1 + (4 + 5) / 100) = 0,38мин
3.10 Контроль точности изготовленной детали.
контроль размера торца при помощи штангенциркуля ШЦI-125-0.1 ГОСТ 166-89
Точность изготовления корпуса проверяют в определенной последовательности сначала определяют правильность формы поверхности, затем их геометрические размеры и потом уж их положения.
Такая последовательность необходима для того, чтобы можно было путем исключения погрешностей измерять с наибольшей точностью тот параметр, который необходимо проверить.
Измерительными базами при проверке корпусов обычно являются поверхности его основания, которые будучи его основными базами определяют положение всех остальных.
При контроле устанавливаем корпус основанием на контрольную плиту с упором в один торец.
Правильность геометрической формы проверяем в нескольких сечениях, перпендикулярных к оси корпуса, овальность и конусообразность отверстий а также других линейных размеров проверяем с помощью следующих измерительных инструментов и приспособлений:
штангенциркуль ШЦI-125-0.1 ГОСТ 166-89,
пробка Æ10Н14+0,36 МТ8133-4106-03,
пробка резьбовая М33х1,5-7Н 8221-3120,
пробка Æ18Н9+0,043 МТ8133-4161-05,
пробка Æ26Н12+0,21 МТ8133-4170-05,
пробка Æ4,95+0,26 МТ8133-4016,
пробка Æ6,7+0,26 МТ8133-4017,
пробка Æ12.5H12+0,18 МТ8133-4107 01,
пробка Æ18Н14+0,43 МТ8133-4164,
пробка резьбовая 8221-3030,
пробка резьбовая М8-7Н 8221-3036,
калибр 50±0,15 МТ8368-4078,
калибр резьбовой М33х1,5-7Нх15+2 МТ8229-4030-13,
калибр резьбовой М6-7Нх12min МТ8229-4026-09,
калибр 25±0,2 МТ8368-4079,
скоба 32h12-0,25 МТ8119-4055-05,
высотомер 3Н14+0,25 МТ8151-4385-01,
глубиномер 39Н14+0,62 МТ8151-4671,
глубиномер 17-1 МТ8157-4507,
глубиномер 2,5Н14+0,25 МТ8151-4671-02,
глубиномер 7Н14+0,36 МТ8151-4563-10,
втулка 6100-0141 ГОСТ 13598-85.
3.11 Оформление технологической документации
маршрутной карты технологического процесса изготовления детали, операционной карты на одну операцию технологического процесса изготовления детали, технологической карты сборки приведены в приложении.
Список использованной литературы.
1. Справочник технолога-машиностроителя 1985 А.Г.Косилова, Р.К.Мещеряков Тома № 1.
2. Справочник технолога-машиностроителя 1985 А.Г.Косилова, Р.К.Мещеряков Тома № 2.
3. Технология машиностроения (специальная часть):
Учебник для машиностроительных специальностей вузов/ А.А.Гусев, Е.Р.Ковальчук, И.М.Колесов и др. – М.: Машиностроение,1986. – 480 с.
4. Основы технологии машиностроения:
Учебник для машиностроительных вузов/И.М.Колесов – М.: Машиностроение, 1997. – 592 с.
5. Методическое руководство по курсовому проектированию/Н.Г.Латышев – М.: Мосстанкин, 1982. – 52 с.
6. Взаимозаменяемость в машиностроении и приборостроении/А.И.Якушев – Москва – 1970.
7. Руководящие материалы по пневмооборудованию станков. Воздухораспределительная и контрольно-регулирующая аппаратура. – Москва – 1961.
8. Технологические процессы и операции в курсовых и дипломных проектах: Метод. указ./Сост. В.В.Плешаков, Т.В.Никифоров, В.К.Старков. – М.: МГТУ ”Станкин”, 1999. – 43с.
9. Курс лекций по предмету Технология машиностроения.