
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Проектирование дереворежущих фрез
Реферат: Проектирование дереворежущих фрез
И. Т. Глебов,
Д. В. Неустроев
Оборудование отрасли: Проектирование
дереворежущих фрез
Методические указания для выполнения учебных заданий, курсовых и дипломных проектов студентами
очной и заочной форм обучения
направления 656300 "Технология лесозаготовительных и деревообрабатывающих производств"
специальности 260200 "Технология деревообработки" по дисциплине "Оборудование отрасли"
Екатеринбург 2004
ВВЕДЕНИЕМетодические указания относятся к проектированию цельных насадных фасонных фрез.
Они могут быть использованы при изучении дисциплины "Оборудование отрасли", "Резание древесины и дереворежущий инструмент", "Организация инструментального хозяйства", при прохождении учебных практик, а также при выполнении курсовых и дипломных проектов студентами специальностей 170402, 260200 очной и заочной форм обучения.
В основу методических указаний положены разработки
А. Э. Грубе, Е. Г. Ивановского, В. В. Малышева.
ОСНОВНЫЕ ПОНЯТИЯ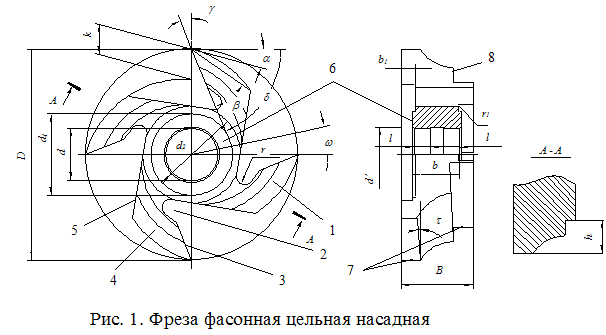
Цельная насадная фасонная фреза - наиболее распространенный фрезерный инструмент.
Она предназначена для обработки поверхностей деталей сложного профиля. Главные
требования, предъявляемые к фрезе, относятся к безопасности работы и удобству
заточки зубьев. Кроме того, независимо от числа переточек зубьев в процессе эксплуатации
их угловые и линейные параметры должны оставаться неизменными. Это достигается
тем, что задание поверхности зубьев (их затылки) выполняют по спирали Архимеда
с полярным уравнением R = a j, где R
- радиус спирали, мм; а - коэффициент пропорциональности, мм/град; j - текущий полярный угол,
град.
Здесь а = k /j, где k - величина падения кривой затылка зуба.
Затыловку зубьев по архимедовой спирали делают на токарно-затыловочных станках. Корпус фрезы на станке вращается непрерывно, а затыловочный резец совершает возвратно-поступательное радиальное движение движение на участке каждого зуба.
Фреза, затылованная по спирали Архимеда, дает погрешность по заданному углу резания на величину 1...2°.
На рис. 1. показаны основные элементы и параметры фрезы.
Элементы фрезы. Фреза включает зубья 1 с передними гранями 3 и затылками 4. Между зубьями расположены межзубовые впадины 2 с задними гранями впадин 5. Для крепления на станке корпус фрезы имеет ступицы с опорными торцовыми поверхностями 6. Зубья снабжены главными 7 и боковыми 8 режущими кромками.
Параметры фрезы. Каждая фреза характеризуется совокупностью числовых значений основных и вспомогательных параметров.
Основными параметрами фрезы служат наружный диаметр D, диаметр посадочного отверстия d, углы резания: передний g, заострения b, задний a и угол резания d; угол косой обточки затылка зуба t, угол выхода затыловочного резца w; величина падения кривой затылка зуба k, ширина зуба фрезы В.
Вспомогательные параметры фрезы: диаметр ступицы d1, диаметр торцовой выточки d2, диаметр выточки посадочного отверстия d', радиус закругления впадин r, радиус закругления торцовой выточки r1, ширина ступицы b, глубина торцовой выточки b1, расстояние от опорной торцовой поверхности до выточки посадочного отверстия l, высота профиля зуба в нормальном (радиальном) сечении h'.
Профиль детали, подлежащий обработке проектируемой фрезой, должен быть подвергнут анализу. Результатом анализа могут быть следующие выводы:
- профиль пригоден для обработки цельной фрезой;
- профиль должен быть упрощен, изменен для обработки цельной фрезой;
- профиль детали может быть обработан составной фрезой.
Наиболее трудными для профильного фрезерования являются поверхности детали перпендикулярные оси вращения фрезы. Эти поверхности формируются боковыми режущими кромками фрезы. Если задний угол боковой режущей кромки будет равен нулю, то профиль детали при последующих переточках фрезы будет сохраняться, но при работе эти кромки будут сильно нагреваться, изнашиваться, затупляться. Во избежание этого на боковых кромках приходится делать поднутрение с углом l = 1...1,5° (рис. 2 а) или проектировать составные фрезы с задним углом при боковой кромке, что делает инструмент сложным и дорогим.
|
|
Рис. 2. Проектирование зуба фрезы а – поднутрение боковой кромки со стороны передней грани; б – изменение профиля детали в точке С |

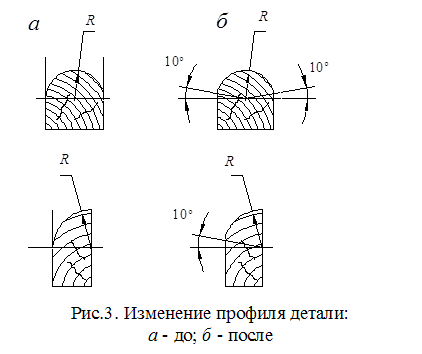 У профиля детали
в точке С (рис. 2 б) поверхность точек перпендикулярна оси вращения
фрезы и для нее присущи вышеуказанные трудности. Для устранения этого недостатка
считают возможным изменить профиль детали в этой точке так, чтобы кривая
поверхность в точке С была бы наклонна к оси вращения под углом 80°, за счет этого размер профиля ВС увеличивается
на 0,08...0,4 мм, а боковой зазор становится равным 1,5°.
У профиля детали
в точке С (рис. 2 б) поверхность точек перпендикулярна оси вращения
фрезы и для нее присущи вышеуказанные трудности. Для устранения этого недостатка
считают возможным изменить профиль детали в этой точке так, чтобы кривая
поверхность в точке С была бы наклонна к оси вращения под углом 80°, за счет этого размер профиля ВС увеличивается
на 0,08...0,4 мм, а боковой зазор становится равным 1,5°.
На рис. 3 показаны другие примеры видоизменения профиля детали.
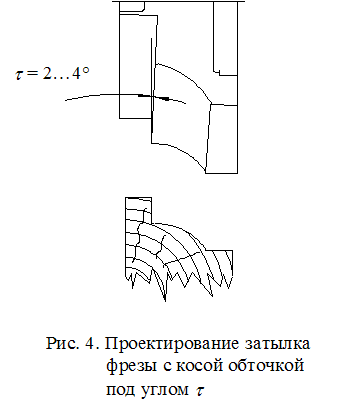
Если профиль детали односторонний, несимметричный с прямолинейными участками, перпендикулярными оси вращения фрезы (рис. 4), то цельную фрезу проектировать можно. В этом случае линии затылка зуба фрезы делаются не перпендикулярными оси вращения, а с косой обточкой t = 2...4°, что обеспечивает такой же задний угол для боковых режущих кромок. При последующих переточках профиль зуба смещается вправо, но сохраняется.
Случаи проектирования цельной фрезы. На основании проведенного анализа профилей детали можно сделать вывод, что цельную фасонную насадную фрезу допускается проектировать в следующих случаях:
- для профилей, ограниченных криволинейными поверхностями и прямыми, параллельными оси вращения фрезы или наклонными к ней под углом до 80°;
- для профилей односторонних, несимметричных с прямолинейными участками перпендикулярными к оси вращения фрезы. Для таких профилей зубья затачивают с поднутрением или с косой боковой обточкой кромок затылка.
ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ ФРЕЗЫ
Численные значения параметров фрезы зависят от многих факторов: скорости главного движения, шероховатости обработанных поверхностей детали, условий труда (ручная, механизированная подача), сложившихся традиций и практического опыта. Скорость главного движения при фрезеровании имеет значения в пределах 20...40 м/с при частоте вращения фрезы 3000...12000 мин-1. Исходя из этого наружный диаметр D принимается из следующего ряда чисел.
| Тип фрезерного станка | Легкий | Средний | Тяжелый |
|
D, мм |
60; 80; 100 | 100; 120; 140 | 140; 160 |
Диаметр посадочного отверстия d связан с наружным диаметром фрезы D соотношением
|
d » (0.25...0.33)D. |
(1) |
Полученное значение посадочного отверстия d округляют до нормализованного из ряда (ГОСТ 6636-74), мм:
22; 27; (30); 32; (35) ; 40; 50; 60; 70.
Число зубьев фрезы Z = 2; 4; 6. Меньшее значение Z принимают при работе на станке с ручной подачей. Для станков с механической подачей Z = 4; 6.
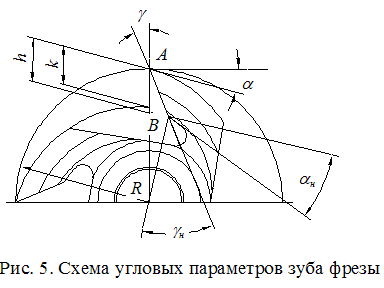
Выбор угловых параметров. Угловые параметры фрез приведены в табл. 1.
У фасонной фрезы режущие кромки на передней грани АВ (рис. 5), формирующие высоту обрабатываемого профиля h, имеют различные радиусы вращения. Так для наружных точек А радиус вращения равен R, а для нижних точек В радиус вращения равен R - h. В связи с этим при переходе от точки А к точке В углы задний a и передний g увеличиваются до aн и gн. Они математически связаны следующими формулами:
|
|
(2) |
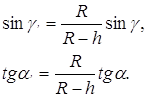
При проектировании фасонной фрезы надо стремиться к тому, чтобы значения g и gн, a и aн были близки к табличным. Для этого значения g и a, принятые по табл. 1, надо несколько уменьшить.
Таблица 1.
Численные значения угловых параметров фрез
| Назначение фрезы | Угол, град: | |||
|
передний g |
задний a |
обточки боковой поверхности (t) |
поднутре-ния (l) |
|
|
Фрезерование вдоль волокон: - мягких лиственных и хвойных пород; - твердых лиственных пород. Фрезерование поперек волокон твердых пород. Фрезерование в торец. |
30 25 30 30 |
15 15 15 10...15 |
4 4 2 4 |
4 2...4 2 4 |
Величина падения кривой затылка зуба k, мм:
|
|
(3) |
Угол выхода затыловочного резца. Затыловочным резцом обрабатывают затылки зубьев фрезы на токарно-затыловочном станке. Угол выхода w необходим для того, чтобы затыловочный резец, обработав затылок предыдущего зуба, успел выйти в исходное положение для обработки затылка последующего зуба.
Значение w = 0,3 w0 для цилиндрических фрез и w = (0,11...0,17) w0 при обработке очень глубоких профилей. Здесь w0 = 360°/Z. Минимально возможный угол w = 10...12°.
Материал для изготовления фрез. Фрезы изготавливают из высоколегированных сталей марок Х12Ф, Х12М, 9Х5ВФ, Х6ВФ.
 ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ
ФАСОННОЙ ФРЕЗЫ
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ
ФАСОННОЙ ФРЕЗЫ
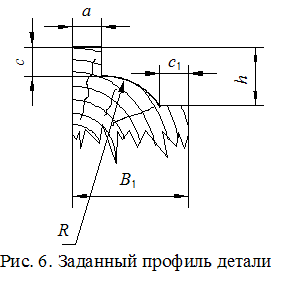
Дано. Наружный диаметр фрезы D, диаметр посадочного отверстия d, число зубьев фрезы Z, уточненные значения углов переднего g и заднего a, чертеж профиля обрабатываемой детали показан на рис. 6.
Требуется. Выполнить чертеж фасонной фрезы.
На основании выбранных исходных данных чертят фрезу в следующем порядке [1].
1. Проводят геометрические оси с пересечением в точке О (рис. 7). Из центра О проводят окружность диаметром D.
2. Полученную окружность делят на равные части по числу зубьев, и вершины зубьев обозначают порядковыми номерами 1, 2, 3, 4.
3. Проводят линии передних граней зубьев, расположенных под углом g. Для этого сначала проводят вспомогательную окружность радиусом r1, мм:
|
|
(4) |
Линии передних граней пройдут касательно к этой окружности.
4. Переходим к построению линии затылков зубьев. Для упрощения построений линии архимедовой спирали заменим дугами окружностей. Центры их расположены на вспомогательной окружности с радиусом r2, мм:
|
|
(5) |
Из центра О проводят эту окружность, и из вершин зубьев 1, 2, 3, 4 в сторону вращения фрезы проводят касательные прямые линии. Полученные точки касания О1, О2, О3, О4 есть четыре линии затылков зубьев. Из этих центров, радиусами О11, О12, О13, О14 проводят дуги окружностей внешних затыловочных кривых.
5. Из центра фрезы проводят вспомогательную окружность радиусом r, мм:
|
|
(6) |
где h - высота профиля детали, т. е. расстояние между верхней и нижней точками профиля.
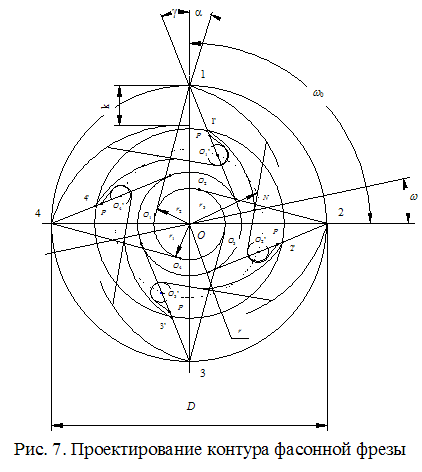 На передних
гранях зубьев получаются точки 1', 2', 3', 4', соответствующие началу нижних
затыловочных кривых. Из центров О1, О2, О3,
О4 проводят дуги нижних затыловочных кривых. Аналогично проводят
и другие затыловочные линии, расположенные между внешними и нижними затыловочными
линиями.
На передних
гранях зубьев получаются точки 1', 2', 3', 4', соответствующие началу нижних
затыловочных кривых. Из центров О1, О2, О3,
О4 проводят дуги нижних затыловочных кривых. Аналогично проводят
и другие затыловочные линии, расположенные между внешними и нижними затыловочными
линиями.
6. Для вычерчивания межзубовой впадины из центра О проводят вспомогательную окружность радиусом r3, мм:
|
|
(7) |
где y - величина запаса, y = 5...10 мм;
r4 - радиус впадин, мм.
Радиус впадины r4 зависит от диаметра фрезы D.
| Диаметр фрезы D,. мм | 60...80 | 80...100 | 120...140 | 160...180 |
|
Радиус впадин r4, мм |
3...4 | 4...5 | 5...6 | 6...8 |
На окружности радиусом r3 расположены центры окружностей впадин.
При оформлении впадин можно использовать два приема.
Во-первых, центры окружностей впадин могут быть расположены в точках пересечения передних граней с окружностью радиуса r3. Этот прием рекомендуют для случаев, когда угол g £ 23°; когда D > 140 мм, Z > 4 при любых значениях g.
Во-вторых, окружности радиуса r4 проводятся касательно к линиям передних граней из центров, расположенных на окружности радиуса r3. Этот прием используют при g > 25° и небольших диаметрах фрез.
7. Для определения положения задней грани впадины строят центральный угол w - угол выхода затыловочного резца. Один из лучей угла w пересекается с нижней затыловочной линией в точке N. Задняя грань впадин проходит через эту точку касательно к окружности радиуса r4.
8. На передних гранях к центру от нижней затыловочной линии откладывают отрезок 2...5 мм и получают точку Р. Из этой точки проводят вторую касательную линию к окружности радиуса r4. Межзубовая впадина готова.
9. Одну из внешних затыловочных кривых проводят до пересечения с радиусом фрезы, проходящим через вершину зуба. Получаем вершину падения затылка зуба k.
10. Контур фрезы обводят, вспомогательные линии построения удлиняют.
11. На полученном контуре фрезы (рис. 8) проводят окружность посадочного отверстия диаметром d и линию фаски диаметром d0 = d + 2 a, где а - размер фаски, а = 0,5...1,0 мм.
12. Проводят окружность опорной ступицы диаметром d1, мм:
|
d1 = d + 2 D, |
(8) |
где D - ширина опорной ступицы, мм. Ее значение принимают в пределах 5...15 мм в зависимости от диаметра фрезы D.
| Диаметр фрезы D, мм | 60 | 80 | 100 | 120 | 140 | 160 | 180 |
| Значение D, мм | 5 | 6 | 6,5 | 7,5 | 10 | 12,5 | 15 |
13. Для вычерчивания второй проекции фрезы ниже справа от полученного контура в масштабе изображают профиль обрабатываемой детали (см. рис. 8). Профиль должен быть расположен так, чтобы деталь, при подаче ее справа налево, лежала бы на столе широкой стороной. На профиль наносят все размеры.
14. Строят прямоугольник со сторонами D и В. Ширина фрезы В, мм:
|
В = В1 + (3...5), |
(9) |
где В1 - ширина заготовки, мм.
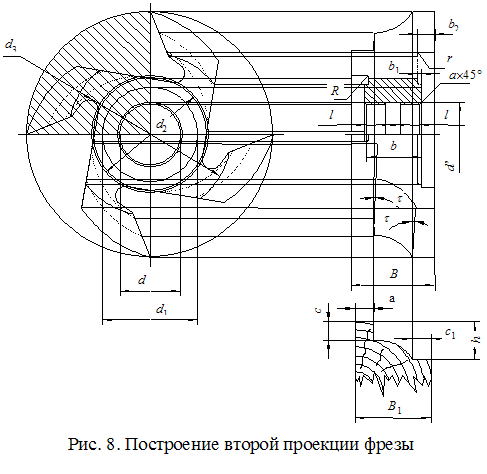 |
За счет косой обточки вертикальных кромок затылка профиль зубьев фрезы при переточках смещается вправо. Поэтому размер В следует больше сместить вправо относительно профиля детали.
15. Вычерчивают профиль зубьев фрезы на второй проекции, используя первую проекцию и профиль детали. При этом показывают разрез 1/4 фрезы.
16. Изображают контуры ступицы. Ширину ступицы b принимают в зависимости от ширины фрезы В:
|
Ширина фрезы В, мм |
до 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 |
| Ширина ступицы b, мм | b = B | 20 | 20...25 | 25...30 | 25...30 | 30...36 | 36...40 | 40...48 | 45...50 |
17. Для облегчения шлифования посадочного отверстия в нем делают выточку. Ширину опорных поясков l берут в зависимости от ширины ступицы b:
|
Ширина ступицы b, мм |
20 | 25 | 30 | 36 | 40 | 45 | 50 |
|
Ширина опорных поясков l, мм |
- | 8 | 10 | 12 | 12 | 15 | 15 |
Диаметр выточки d', мм:
|
d' = d + 2. |
(10) |
18. Для уменьшения массы фрезы с обоих ее сторон делают кольцевые выточки. Выточки делают на токарном станке.
Диаметры кольцевых выточек d2 и d3 принимают конструктивно, но так, чтобы выточка не подходила бы к нижней профильной поверхности затылка зуба ближе, чем на 2...3 мм.
Глубина выточки b2 при симметричном расположении ступицы, мм:
|
|
(11) |
где b1 - величина превышения опорной поверхности ступицы над дном выточки; b1 = 1,5...3,0 мм.
Глубина выточки b'2 и b"2 при несимметричном расположении ступицы, мм:
|
b'2 = (B - b) x + b1, b"2 = (B - b)(1 - x) + b1, |
(12) |
где х - коэффициент несимметричности.
При х = 0...0,49 ступица смещена вправо, при х = 0,51...1,0 ступица смещена влево, при х = 0,5 ступица расположена симметрично.
Углы выточки скругляют галтельно радиусом r = 1,5...2,0 мм.
19. Вертикальные линии зубьев выполняют с поднутрением или боковой обточкой затылка (см. анализ профиля детали).
20. При окончательном оформлении чертежа линии построения убирают, а видимые линии обводят.
ПРОФИЛИРОВАНИЕ ЗАТЫЛКОВ ЗУБЬЕВ
Профилирование затылка зуба есть процесс определения размеров профиля затылка в радиальном сечении по заданному профилю обрабатываемой детали.
Различают два метода профилирования: графический и аналитический. Первый метод обладает хорошей наглядностью, но невысокой точностью, второй метод обеспечивает высокую точность, но не дает наглядности. Профилирование затылка зуба фрезы возможно кривыми спиралями Архимеда или дугами окружности.
Профилирование с затыловкой зубьев по спирали Архимеда.
Процесс профилирования задней поверхности зуба выполняют в следующем порядке.
1. Внизу слева на поле чертежа вычерчивают в масштабе профиль обрабатываемой детали (рис. 9 ).
2. Кривую поверхность профиля произвольно делят на несколько (например 7) участков с граничными точками 1...8. Эти точки сносят вправо горизонтальными прямыми линиями на вертикальную ось фрезы и получают соответственно точки 10...80.
3. Радиусом фрезы из центра О, лежащего на вертикальной оси 10...80, через точку 10 проводят внешнюю окружность фрезы. В точке пересечения этой окружности с горизонтальной линией 8...80 размещают вершину зуба а. Под передним уточненным углом g проводят переднюю грань зуба.
4. Строят затыловочную грань зуба по спирали Архимеда. Для этого центральный угол зуба 360°/Z делят на произвольное число n (например 7) равных углов 360°/(Z n) и откладывают их на внешней окружности фрезы, получая точки а, б, в, г и т. д.
Величину падения кривой затылка k находят по формуле k = p D tga/Z и тоже делят на число n и получают величину падения кривой затылка на длине одного участка kn = k/n. Затем в конце первого участка от точки б по радиусу фрезы откладывают значение 1 kn = бб’, в конце второго участка от точки в откладывают значение 2 kn = вв’, в конце третьего – 1 kn = гг’ и т. д. Полученные точки а’, б', в', г' и другие соединяют спиралью Архимеда, которая образует внешнюю затыловочную кривую.
5. На секущей плоскости А - А отмечают положение проецируемых точек 1...8.
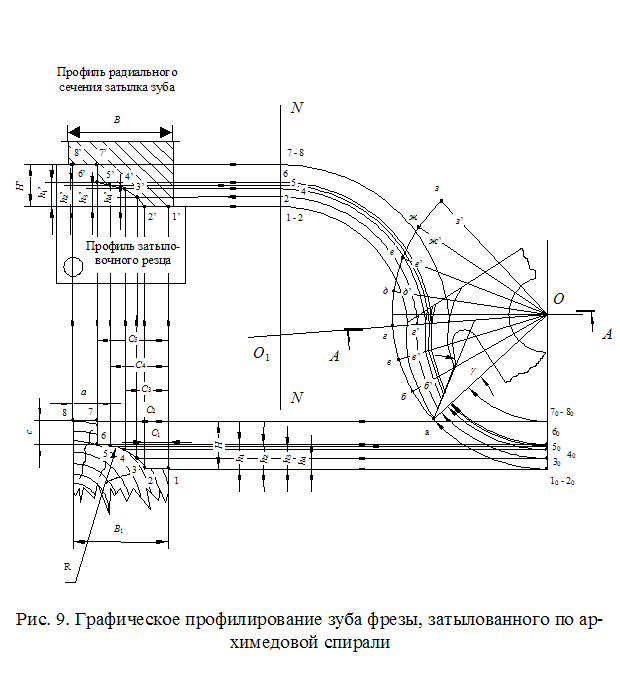
Находят точку пересечения секущей плоскости А - А с линией
N - N,
параллельной вертикальной оси фрезы. Из центра О1 точки 1...8
переносятся из секущей плоскости на линию N
- N. Из полученных точек линии N - N проводят
горизонтальные линии, точки пересечения указанных линий с вертикальными линиями,
проведенных из соответствующих точек профиля детали, лежат на искомой кривой
линии радиального сечения затылка зуба. Контрпрофиль радиального сечения
затылка зуба является профилем затыловочного резца, с помощью которого формируются
затылки зубьев.
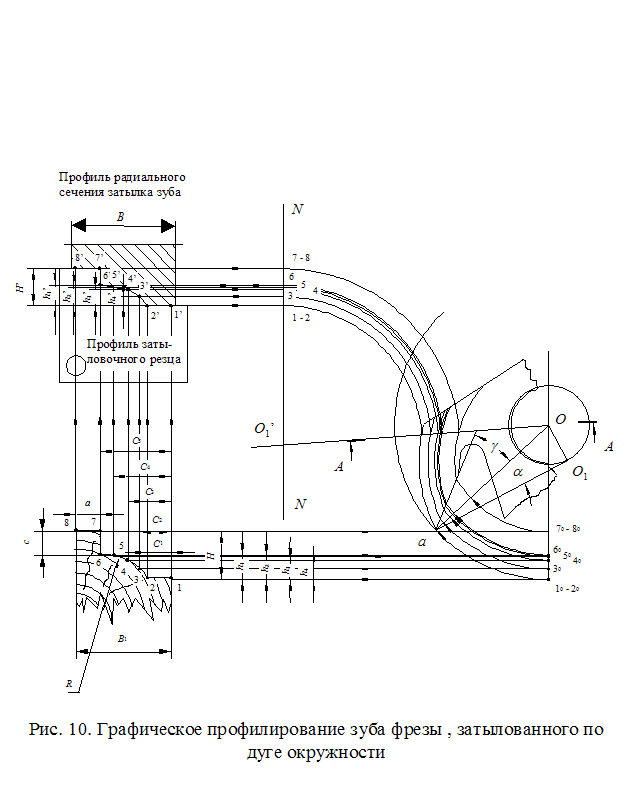
Профилирование с затыловкой
зубьев по дуге окружности.
Порядок профилирования во многом схож с тем, что описано выше. Первые три пункта сходятся полностью.
Для построения затыловочных кривых надо найти центр О1 (рис. 10), который лежит в точке касания радиуса затылка к окружности с радиусом r2 = D sina/2. Из центра О1 проводят затыловочные дуги. Через центр О1 проходит радиальная секущая плоскость А - А. Остальные построения совпадают полностью с вышеописанными.
Аналитический метод профилирования. При аналитическом методе профилирования ординаты радиального сечения затылка зуба hзат находятся по ординатам характерных точек профиля обрабатываемой детали hпроф по формулам:
при затыловке по спирали Архимеда
|
hзат = hпроф - y D tga; |
(13) |
при затыловке по дуге окружности
|
|
(14) |
где y - центральный угол между радиусами фрезы, один из которых проходит через вершину зуба, а другой через точку пересечения передней грани с нижней затыловочной кривой, град; y = gн - g.
Чертеж выполняется в соответствии с требованиями ЕСКД и действующих ГОСТов (рис.9).
Чертеж фрезы является техническим документом, определяющим форму, размеры, точность, материал, термообработку и другие сведения, необходимые для ее изготовления и контроля.
Чертеж должен содержать минимальное число видов, разрезов и сечений, но достаточное для определения ее формы и возможности постановки размеров. На нем указывают размеры, их предельные отклонения, отклонения формы, расположения, шероховатость поверхностей и другие параметры фрезы, которые она должна иметь в результате окончательного изготовления.
Чертеж должен быть снабжен основной надписью (штампом).
При простановке значений угловых параметров следует учесть, что вместо среднего угла a на чертеже проставляют размер падения кривой затылка зуба k в пределах центрального угла одного зуба. Поскольку построение одного затылка велось не по спирали Архимеда, а по дугам окружности,. то значение k рассчитывают по формуле (3).
Посадочное отверстие выполняют с посадкой Н и квалитетом 7, например Æ25 Н7. Шероховатость поверхностей фрезы указывают с параметром Ra.
Рекомендуемый перечень технических требований.
1. HRCэ = 57...61.
2. Неуказанные предельные отклонения размеров: отверстий Н14, валов h14, остальных ± IT14/2.
3. Радиальное биение зубьев не более 0,05 мм.
4. Торцевое биение боковых режущих кромок не более 0,04 мм.
5. Допустимый дисбаланс не более 5 г×см (принимают 1 г×см на каждый килограмм массы фрезы, если ее масса не превосходит 10 кг).
6. Все нешлифованные поверхности обдуть песком.
7. Фрезу испытать на разрыв при частоте вращения n = 1,5 nраб, где nраб - рабочая частота вращения.
8. Покрытие хим. окс. прм.
1. Глебов И. Т., Неустроев Д. В. Справочник по дереворежущему инструменту. – Екатеринбург: Урал. гос. лесотехн. акад., 2000.– 253 с.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ. 3
ОСНОВНЫЕ ПОНЯТИЯ.. 3
АНАЛИЗ ПРОФИЛЯ ДЕТАЛИ.. 4
ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ ФРЕЗЫ.. 6
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ ФАСОННОЙ ФРЕЗЫ 9
ПРОФИЛИРОВАНИЕ ЗАТЫЛКОВ ЗУБЬЕВ.. 14
ОФОРМЛЕНИЕ ЧЕРТЕЖА.. 17
БИБЛИОГРАФИЧЕСКИЙ СПИСОК.. 18