
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Предмет товароведения
Реферат: Предмет товароведения
Тема 1. .
1. Основные задачи дисциплины.
Предметом дисциплины «Коммерческое товароведение» является изучение конкурентоспособности товаров и средств повышения этой конкурентоспособности, включая вопросы повышения качества товаров и расширения их ассортимента, классификации, кодирования и экспертизы товаров, а также их информационного обеспечения.
Основной задачей «Коммерческого товароведения и экспертизы» является решение важнейших вопросов положения товара на рынке, его эластичности, конъюнктуры спроса и предложения на предлагаемый товар, товарной и ценовой политики. При формировании задачи дисциплины работают и изучаются такие аспекты товароведения, как: сам товар непосредственно, его ассортимент, классификация и кодирование товаров, качество товара, его конкурентоспособность, информационно обеспечение, а также экспертиза товаров.
2. Роль товароведения в условиях рыночного хозяйства.
3. Черные металлы, классификация, маркировка. Условия транспортировки и хранения.
Одной из важнейших задач коммерческого товароведения является научная классификация товаров. Классификация – это последовательное распределение множества объектов на отдельные классы, группы и другие подразделения по наиболее общим для каждого уровня признакам. Без классификации невозможно развитие науки товароведения и торговой практики. Классификация товаров необходима в целях автоматизированной обработки информации о продукции в различных сферах деятельности, для изучения потребительских свойств и качества товаров, учета и планирования товарооборота, составления прейскурантов и каталогов, совершенствования системы стандартизации товаров. Размещение товаров на складах происходит также согласно классификации. Классификация требуется и при сертификации продукции.
Классификация товаров в современных условиях должна отвечать следующим требованиям:
- гарантировать полноту охвата всех видов производимой продукции;
- обеспечивать гибкость классификации, сущность которой заключается в том, чтобы в перечень продукции можно было по мере необходимости включать новые наименования, не нарушая общей системы классификации, учитывать возможные в будущем изменения в номенклатуре и ассортименте товаров;
- способствовать всестороннему исследованию свойств товаров как потребительских ценностей;
- нацеливать на улучшение торговой деятельности на всем пути товародвижения;
- содействовать принципам кодирования товаров и образованию краткого шифра товара.
Классификация товаров строится по иерархической схеме – от более общего признака к менее общему. Каждое последующее звено общего признака должно конкретизировать признак вышестоящего звена.
Сталь
Сталь - сплав железа с углеродом (до 2 % С). По химическому составу сталь разделяют на углеродистую и легированную, а по качеству - на сталь обыкновенного качества, качественную, повышенного качества и высококачественную.
Сталь углеродистую обыкновенного качества подразделяют на три группы:
- А - поставляемую по механическим свойствам и применяемую в основном тогда, когда изделия из нее подвергают горячей обработке (сварка, ковка и др.), которая может изменить регламентируемые механические свойства (Ст0, Ст1 и др.);
- Б - поставляемую по химическому составу и применяемую для деталей, подвергаемых такой обработке, при которой механические свойства меняются, а уровень их кроме условий обработки определяется химическим составом (БСт0, БСт1 и др.);
- В - поставляемую по механическим свойствам и химическому составу для деталей, подвергаемых сварке (ВСт1, ВСт2 и др.).
Углеродистую
сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс,
Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс,
Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп.
Буквы
Ст обозначают "Сталь", цифры - условный номер марки в зависимости от
химического состава, буквы "кп", "пс", "сп" -
степень раскисления ("кп" - кипящая, "пс" - полуспокойная,
"сп" - спокойная).
Сталь углеродистая качественная конструкционная по видам обработки при поставке делится на горячекатаную и кованую, калиброванную, круглую со специальной отделкой поверхности - серебрянку. По требованиям к испытанию механических свойств сталь подразделяют на пять категорий.
| Категория 1 | Без испытания механических свойств на растяжение и ударную вязкость | Горячекатаная, кованая, калиброванная, серебрянка |
| Категория 2 | С испытанием механических свойств на растяжение и ударную вязкость на образцах, изготовленных из нормализованных заготовок размером 25 мм (диаметр или сторона квадрата) | Горячекатаная, кованая, калиброванная, серебрянка |
| Категория 3 | С испытанием механических свойств на растяжение на образцах, изготовленных из нормализованных заготовок указанного в заказе размера, но не более 100 мм | Горячекатаная, кованая, калиброванная |
| Категория 4 | С испытанием механических свойств на растяжение и ударную вязкость на образцах, изготовленных из термически обработанных (закалка + отпуск) заготовок указанного в заказе размера, но не более 100 мм | Горячекатаная, кованая, калиброванная |
| Категория 5 | С испытанием механических свойств на растяжение на образцах, изготовленных из сталей в нагартованном или термически обработанном состоянии (отожженной или высокоотпущенной) | Калиброванная |
Легированную
сталь по степени легирования разделяют на низколегированную (легирующих
элементов до 2,5 %), среднелегированную (от 2,5 до 10 %), высоколегированную
(от 10 до 50 %). В зависимости от основных легирующих элементов различают сталь
14 групп. К высоколегированным относят:
1)
коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против
электрохимической и химической коррозии; межкристаллитной коррозии, коррозии под
напряжением и др.;
II)
жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против
химического разрушения в газовых средах при температуре выше 50 °С, работающие
в ненагруженном и слабонагруженном состоянии;
III)
жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких
температурах в течение определенного времени и обладающие при этом достаточной
жаростойкостью.
Электротехническую тонколистовую сталь разделяют: а) по структурному состоянию и виду прокатки на классы: 1 - горячекатаная изотропная; 2 - холоднокатаная изотропная; 3 - холоднокатаная анизотропная с ребровой текстурой; б) по содержанию кремния: 0 - до 0,4 %; 1 - св. 0,4 до 0,8 %-, 2 - св. 0,8 до 1,8 %; 3 - св. 1,8 до 2,8 %; 4 - св. 2,8 до 3,8 %; 5 - св. 3,8 до 4,8 %, химический состав стали не нормируется; в) по основной нормируемой характеристике на группы: 0 - удельные потери при магнитной индукции 1,7 Тл и частоте 50 Гц (P1,7/50); 1 - удельные потери при магнитной индукции 1,5 Тл и частоте 50 Гц (P1,5/50); 2 - удельные потери при магнитной индукции 1,0 Тл и частоте 400 Гц (P1,0/400); 6 - магнитная индукция в слабых магнитных полях при напряженности поля 0,4 А/м (В 0, 4); 7 - магнитная индукция в средних магнитных полях при напряженности поля 10 А/м (В10).
Сталь легированную конструкционную в зависимости от химического состава и свойств делят на качественную, высококачественную А, особовысококачественную Ш (электрошлакового переплава). По видам обработки при поставке различают сталь горячекатаную, кованую, калиброванную, серебрянку. По назначению изготовляют прокат: а) для горячей обработки давлением и холодного волочения (подкат); б) для холодной механической обработки.
Примерное назначение углеродистой качественной конструкционной стали
| 08кп, 10 | Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепеж, колпачки. Цементуемые и цианируемые детали, не требующие высокой прочности сердцевины (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски) |
| 15, 20 | Малонагруженные детали (валики, пальцы, упоры, копиры, оси, шестерни). Тонкие детали, работающие на истирание, рычаги, крюки, траверерсы, вкладыши, болты, стяжки и др. |
| 30, 35 | Детали, испытывающие небольшие напряжения (оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски, валы) |
| 40, 45 | Детали, от которых требуется повышенная прочность (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валки и др.) |
| 50, 55 | Зубчатые колеса, прокатные валки, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры и др. Применяют после закалки с высоким отпуском и в нормализованном состоянии |
| 60 | Детали с высокими прочностными и упругими свойствами (прокатные валки, эксцентрики, шпиндели, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). Применяют после закалки или после нормализации (крупные детали) |
Примерное назначение низколегированных тонколистовой и широкополосной универсальной сталей
| 09Г2 | Для деталей сварных конструкций, изготовляемых из листов. Обрабатывается резанием удовлетворительно |
| 09Г2С | Для паровых котлов, аппаратов и емкостей, работающих под давлением при температуре -70 - +450 °С; для ответственных листовых сварных конструкций в химическом и нефтяном машиностроении, судостроении. Хорошо свариваются. Обрабатываются резанием удовлетворительно |
| 10ХСНД | Для сварных конструкций химического машиностроения, фасонных профилей в судостроении, вагоностроении |
| 15ХСНД | Для деталей вагонов, строительных свай, сложных профилей в судостроении. Обладает повышенной коррозионной стойкостью |
| 15ГФ | Для листовых сварных конструкций в вагоностроении. Обеспечивает высокое качество сварного шва. Штампуемость удовлетворительная |
Примерное назначение легированной конструкционной стали
| 15Х | Пальцы поршневые, валы распределительные, толкатели, крестовины карданов, клапаны, мелкие детали, работающие в условиях износа при трении. Хорошо цементуется |
| 20Х | Кулачковые муфты, втулки, шпиндели, направляющие планки, плунжеры, оправки, копиры, шлицевые валики и др. |
| 40Х | Для деталей, работающих на средних скоростях при средних давлениях (зубчатые колеса, шпиндели и валы в подшипниках качения, червячные валы) |
| 45Х, 50Х | Для крупных деталей, работающих на средних скоростях при небольших давлениях (зубчатые колеса, шпиндели, валы в подшипниках качения, червячные и шлицевые валы). Обладают высокой прочностью и вязкостью |
| 38ХА | Для зубчатых колес, работающих на средних скоростях при средних давлениях |
| 45Г2, 50Г2 | Для крупных малонагруженных деталей (шпиндели, валы, зубчатые колеса тяжелых станков) |
| 18ХГТ | Для деталей, работающих на больших скоростях при высоких давлениях и ударных нагрузках (зубчатые колеса, шпиндели, кулачковые муфты, втулки и др.) |
| 20ХГР | Для тяжелонагруженных деталей, работающих при больших скоростях и ударных нагрузках |
| 15ХФ | Для некрупных деталей, подвергаемых цементации и закалке с низким отпуском (зубчатые колеса, поршневые пальцы и др.) |
| 40ХС | Для мелких деталей высокой прочности |
| 40ХФА | Для ответственных высокопрочных деталей, подвергаемых закалке и высокому отпуску; для средних и мелких деталей сложной конфигурации, работающих в условиях износа (рычаги, толкатели); для ответственных сварных конструкций, работающих при знакопеременных нагрузках |
| 35ХМ | Для валов, деталей турбин и крепежа, работающих при повышенной температуре |
| 45ХН, 50ХН | Аналогично применению стали 40Х, но для деталей больших размеров |
Примерное назначение коррозионностойких сталей и сплавов
| 20Х13, 08Х13, 12Х13, 25Х13Н2 | Для деталей с повышенной пластичностью, подвергающихся ударным нагрузкам; деталей, работающих в слабоагрессивных средах |
| 30Х13, 40Х13, 08Х18Т1 | Для деталей с повышенной твердостью; режущий, измерительный, хирургический инструмент, клапанные пластины компрессоров и др. (у стали 08Х18Т1 лучше штампуемость) |
| 06ХН28МТ | Для сварных конструкций, работающих в средне агрессивных средах (горячая фосфорная кислота, серная кислота до 10% и др.) |
| 14X17H2 | Для различных деталей химической и авиационной промышленности Обладает высокими технологическими свойствами |
| 95Х18 | Для деталей высокой твердости, работающих в условиях износа |
| 08X17T | Рекомендуется в качестве заменителя стали 12Х18Н10Т для конструкций, не подвергающихся ударным воздействиям при температуре эксплуатации не ниже - 20 °С |
| 15X25T, 15Х28 | Аналогично стали 08X17T, но для деталей, работающих в более агрессивных средах при температурах от - 20 до 400 °С (15Х28 - для спаев со стеклом) |
| 20Х13Н4Г9, 10Х14АГ15, 10Х14Г14НЗ , | Заменитель сталей 12X18H9, 17Х18Н9 для сварных конструкций |
| 09Х15Н8Ю, 07X16H6 | Для высокопрочных изделий, упругих элементов; сталь 09Х15Н8Ю - для уксуснокислых и солевых сред |
| 08X17H5M3 | Для деталей, работающих в сернокислых средах |
| 20X17H2 | Для высокопрочных тяжелонагруженных деталей, работающих на истирание и удар в слабоагрессивных средах |
| 10Х14Г14Н4Т | Заменитель стали 12Х18Н10Т для деталей, работающих в слабоагрессивных средах, а также при температурах до 196 °С |
| 12Х17Г9АН4, 15Х17АГ14 03Х16Н15МЗБ, 03X16H15M3 | Для деталей, работающих в атмосферных условиях (заменитель сталей 12X18H9,12Х18Н10Т) Для сварных конструкций, работающих в кипящей фосфорной, серной, 10 %-ной уксусной кислоте |
| 15Х18Н12С4ТЮ | Для сварных изделий, работающих в воздушной и агрессивной средах, в концентрированной азотной кислоте |
| 08X10H20T2 | Немагнитная сталь для деталей, работающих в морской воде |
| 04X18H10, 03X18H11, 03X18H12, 08X18H10, 12X18H9, 12X18H12T, 08X18H12T, 06X18H11 | Для деталей, работающих в азотной кислоте при повышенных температурах |
| 12Х18Н10Т, 12Х18Н9Т, 06ХН28МДТ, 03ХН28МДТ | Для сварных конструкций в разных отраслях промышленности Для сварных конструкций, работающих при температуре до 80 °С в серной кислоте различных концентраций (не рекомендуются 55 %-я уксусная и фосфорная кислоты) |
| 09Х16Н4Б | Для высокопрочных штампосварных конструкций и деталей, работающих в контакте с агрессивными средами |
| 07Х21Г7АН5 | Для сварных конструкций, работающих при температурах до - 253 °С и в средах средней агрессивности |
| 03Х21Н21М4ГБ | Для сварных конструкций, работающих в горячей фосфорной кислоте, серной кислоте низких концентраций при температуре не выше 80 °С, азотной кислоте при температуре до95°С |
| ХН65МВ | Для сварных конструкций, работающих при высоких температурах в серно- и солянокислых растворах, в уксусной кислоте |
| Н70МФ | Для сварных конструкций, работающих при высоких температурах в соляной, серной, фосфорной кислотах и других средах восстановительного характера |
Примерное назначение инструментальной нелегированнои стали различных марок
| У7, У7А |
Для обработки дерева: топоров, колунов, стамесок, долот. |
| У8, У8А, У8Г, У8ГА, У9, У9А |
Для изготовления инструментов, работающих в условиях, не
вызывающих разогрева режущей кромки. |
| У10А, У12А | Для сердечников. |
| У10, У10А | Для игольной проволоки. |
| У10, У10А, У11, У11А |
Для изготовления инструментов, работающих в условиях, не
вызывающих разогрева режущей кромки. |
| У12, У12А |
Для метчиков ручных, напильников, шаберов слесарных. |
| У13, У13А | Для инструментов с пониженной износостойкостью при умеренных и значительных удельных давлениях (без разогрева режущей кромки); напильников, бритвенных лезвий и ножей, острых хирургических инструментов, шаберов, гравировальных инструментов. |
Назначение рессорно-пружинной стали
| 60С2, 60С2А | Для рессор из полосовой стали толщиной 3 - 16 мм и пружинной ленты толщиной 0,08 - 3 мм; для витых пружин из проволоки диаметром 3 - 16 мм. Обрабатываются резанием плохо. Максимальная температура эксплуатации 250 °С |
| 70СЗА | Для тяжелонагруженных пружин ответственного назначения. Сталь склонна к графитизации |
| 50ХГ, 50ХГА | Для рессор из полосовой стали толщиной 3 - 18 мм. Обрабатывается резанием плохо |
| 50ХФА, 50ХГФА | Для ответственных пружин и рессор, работающих при повышенной температуре (до 300 °С); для пружин, подвергаемых многократным переменным нагрузкам |
| 60C2XA | Для крупных высоконагруженных пружин и рессор ответственного назначения |
| 60C2H2A, 65C2BA | Для ответственных высоконагруженных пружин и рессор, изготовляемых из калиброванной стали и пружинной ленты |
Назначение электротехнической тонколистовой стали
| 1211,1212, 1213, 22110 | Для якорей и полюсов электрических машин постоянного тока, для роторов и статоров асинхронных двигателей промышленной частоты мощностью до 100 кВт, для магнитопроводов приборов. Пластичность высокая |
| 1311, 1312 | Для роторов и статоров асинхронных двигателей мощностью от 100 до 400 кВт. Пластичность хорошая |
| 1411,1412, 2411 | Для роторов и статоров асинхронных двигателей мощностью 400 - 1000 кВт, маломощных силовых трансформаторов, для двигателей повышенной частоты. Пластичность удовлетворительная |
Маркировка материалов различных групп
Сталь
обыкновенного качества -
Ст0; ВСт0, БСт0 - Красный и зеленый
Ст1, ВСт1кп - Желтый и черный
Ст2, ВСт2кп - Желтый
СтЗ, ВСтЗкп, ВСтЗ, БСтЗкп, БСтЗ - Красный
Ст4, ВСт4кп, ВСт4, БСт4кп, БСт4 - Черный
Ст5, ВСт5 - Зеленый
Ст6 - Синий
Углеродистая качественная сталь -
08, 10, 15, 20 - Белый
25, 30, 35, 40 - Белый и желтый
45, 50, 55, 60 - Белый и коричневый
Легированная конструкционная сталь -
Хромистая - Зеленый и желтый
Хромомолибденовая - Зеленый и фиолетовый
Xромованадиевая - Зеленый и черный
Марганцовистая - Коричневый и синий
Хромомарганцовая - Синий и черный
Хромокремнистая - Синий и красный
Хромокремнемарганцовая - Красный и фиолетовый
Никельмолибденовая - Желтый и фиолетовый
Хромоникелевая - Желтый и черный
Хромоникелемолибденовая - Фиолетовый и черный
Хромоалюминиевая - Алюминиевый
Коррозионностойкая сталь -
Хромистая - Алюминиевый и черный
Хромоникелевая - Алюминиевый и красный
Хромотитановая - Алюминиевый и желтый
Хромоникелекремнистая - Алюминиевый и зеленый
Хромоникелетитановая - Алюминиевый и синий
Хромоникелениобиевая - Алюминиевый и белый
Хромомарганценикелевая - Алюминиевый и коричневый
Хромоникелемолибденотитановая - Алюминиевый и фиолетовый
Быстрорежущая сталь -
Р18 - Бронзовый и красный
Р9 - Бронзовый
Твердые спеченные сплавы -
ВК2 - Черный с белой полосой
ВКЗ-М - Черный с оранжевой полосой
ВК4 - Оранжевый
ВК6 - Синий
ВК6-М - Синий с белой полосой
ВК6-В - Фиолетовый
ВК8 - Красный
ВК8-В - Красный с синей полосой
ВК10 - Красный с белой полосой
ВК15 - Белый
Т15К6 - Зеленый
Т30К4 – Голубой
Чугун - сплав железа с углеродом (более 2 % С), разделяют на
нелегированный и легированный, содержащий хром, никель, марганец и другие
легирующие элементы.
По структуре различают белый чугун (с белым изломом),
в котором углерод находится в виде цементита, и серый чугун (с серым изломом),
в котором углерод находится в основном в форме графита. Серый чугун
подразделяют на серый литейный, высокопрочный, ковкий, жаростойкий,
жаропрочный, коррозионностойкий и антифрикционный.
Обозначение
марок различных групп чугуна:
• передельный чугун - П1, П2; передельный чугун для отливок - ПЛ1,
ПЛ2, передельный фосфористый чугун - ПФ1, ПФ2, ПФ3, передельный
высококачественный чугун ПВК1, ПВК2, ПВК3
• чугун с пластинчатым графитом СЧ; цифры стоящие после букв
"СЧ", обозначают величину временного сопротивлению разрыву в кгс/мм;
• антифрикционный чугун АЧС - антифрикционный серый, АЧВ -
антифрикционный высокопрочный, АЧК - антифрикционный ковкий;
• чугун с шаровидным графитом для отливок ВЧ; цифры после букв
"ВЧ" означают временное сопротивление разрыву в кгс/мм ;
• чугун легированный со специальными свойствами Ч;
буквы после буквы "Ч" означают легирующие элементы: Х -
хром, С - кремний, Г - марганец, Н - никель, Д - медь, М - молибден, Т - титан,
П - фосфор, Ю - алюминий. Цифры после букв означают среднее содержание основных
легирующих элементов в процентах.
Буква "Ш" в конце марки чугуна указывает, что чугун
имеет графит шаровидной формы.
• ковкий чугун КЧ ; цифры, стоящие после букв "КЧ",
означают временное сопротивление разрыву в кгс/мм и относительное удлинение в
процентах.
Чугун передельный. ГОСТ 805-80
Передельный чугун предназначен для дальнейшего передела в сталь
или переплавки в чугунолитейных цехах при производстве отливок.
В зависимости от назначения изготовляется: для
сталеплавильного производства (П1 и П2); для литейного производства (ПЛ1 и
ПЛ2).
| Марка чугуна | Массовая доля, % | |||||||||
| Si | Mn | P | S | |||||||
| не более | ||||||||||
| группа | класс | категории | ||||||||
| I | II | III | А | Б | I | III | IV | V | ||
| П1 | 0.5-0.9 | <=0.5 | 0.5-1.0 | - | 0.2 | |||||
| П2 | <=0.5 | <=0.5 | 0.5-1.0 | - | 0.2 | |||||
| ПЛ1 | 0.9-1.2 | <=0.3 | 0.3-0.5 | 0.5-0.9 | 0.08 | 0.12 | 0.02 | 0.03 | 0.04 | 0.05 |
| ПЛ2 | 0.5-0.9 | <=0.3 | 0.3-0.5 | 0.5-0.9 | 0.08 | 0.12 | ||||
Чугун литейный. ГОСТ 4832
Литейный чугун предназначен для дальнейшего передела в
чугунолитейных цехах при производстве отливок.
В зависимости от назначения изготовляется марок Л1,
Л2, Л3, Л4, Л5, Л6, а также рафинированный магнием марок ЛР1, ЛР2, ЛР3, ЛР4,
ЛР5, ЛР6.
| Марка чугуна | Массовая доля, % | |||||||||||||
| Si | Mn | P, не более | S, не более | |||||||||||
| группа | класс | категории | ||||||||||||
| I | II | III | IV | А | Б | В | Г | Д | 1 | 2 | 3 | 4 | ||
| Л1 | 3,2 - 3,6 | <=0,3 | 0,3 - 0,5 | 0,5 - 0,9 | 0,9 - 1,5 | 0,08 | 0,12 | 0,3 | 0,3 - 0,7 | 0,7 - 1,2 | 0,02 | 0,03 | 0,04 | - |
| Л2 | 2,8 - 3,2 | <=0,3 | 0,3 - 0,5 | 0,5 - 0,9 | 0,9 - 1,5 | 0,08 | 0,12 | 0,3 | 0,3 - 0,7 | 0,7 - 1,2 | 0,02 | 0,03 | 0,04 | - |
| Л3 | 2,4 - 2,8 | <=0,3 | 0,3 - 0,5 | 0,5 - 0,9 | 0,9 - 1,5 | 0,08 | 0,12 | 0,3 | 0,3 - 0,7 | 0,7 - 1,2 | 0,02 | 0,03 | 0,04 | - |
| Л4 | 2,0 - 2,4 | <=0,3 | 0,3 - 0,5 | 0,5 - 0,9 | 0,9 - 1,5 | 0,08 | 0,12 | 0,3 | 0,3 - 0,7 | 0,7 - 1,2 | 0,02 | 0,03 | 0,04 | 0,05 |
| Л5 | 1,6 - 2,0 | <=0,3 | 0,3 - 0,5 | 0,5 - 0,9 | 0,9 - 1,5 | 0,08 | 0,12 | 0,3 | 0,3 - 0,7 | 0,7 - 1,2 | 0,02 | 0,03 | 0,04 | 0,05 |
| Л6 | 1,2 - 1,6 | <=0,3 | 0,3 - 0,5 | 0,5 - 0,9 | 0,9 - 1,5 | 0,08 | 0,12 | 0,3 | 0,3 - 0,7 | 0,7 - 1,2 | 0,02 | 0,03 | 0,04 | 0,05 |
Чугун антифрикционный для отливок. ГОСТ 1585
* В обозначении марки: АЧ - антифрикционный чугун: С - серый с пластинчатым графитом; В - высокопрочный с шаровидным графитом; К - ковкий с компактным графитом; цифра - порядковый номер марки.
АЧС-1 Для работы в паре с закаленным или нормализованным валом
АЧС-2 Для работы в паре с закаленным или нормализованным валом
АЧС-3 Для работы в паре с закаленным или нормализованным валом или
валом, не подвергающимся термической обработке
АЧС-4 Для работы в паре с закаленным или нормализованным валом
АЧС-5 Для работы в особо нагруженных узлах трения в паре с закаленным
или нормализованным валом
АЧС-6 Для работы в узлах трения при температуре до 300 С в паре с
валом, не подвергающимся термической обработке
АЧВ-1 Для работы в узлах трения с повышенными окружными скоростями в
паре с закаленным или нормализованным валом
АЧВ-2 Для работы в условиях трения с повышенными окружными скоростями в
паре с валом, не подвергающимся термической обработке
АЧК-1 Для работы в паре с закаленным или нормализованным валом
АЧК-2 Для работы в паре с валом, не подвергающимся термической
обработке
Дробь чугунная техническая
Дробь чугунная литая (ДЧЛ) и дробь чугунная колотая (ДЧК)
предназначены:
- для дробеметной и дробеструйной очистки отливок,
поковок, стального проката до и после термообработки;
- для поверхностного упрочения деталей типа валов,
рессор, зубчатых колес и т.д.;
- для подготовки поверхностей под гальванические
покрытия, эмалирование, покраску;
- для распиловки гранита.
Дробь чугунная литая изготавливается следующих
номеров: 0.5; 0.8; 1.0; 1.4; 1.8; 2.2; 2.8; 3.2; 3.6.
Дробь чугунная литая номер 5.0 - балластная,
изготавливается по ТУ 4196-008-00211033-95 и используется для заполнения
балластных емкостей электровозов и тепловозов, как абразив при очистке труб
паровых и водогрейных котлов. Дробь чугунная литая упаковывается в
металлические контейнеры вместимостью 2000 и 4000 кг., в мешки типа
"Биг-Бэг" вместимостью 1000 кг.
Дробь чугунная колотая изготавливается следующих
номеров: 0.3; 0.5; 0.8; 1.0; 1.4; 1.8. Упаковывается в мешки типа
"Биг-Бэг" вместимостью 1000 кг., в бумажные мешки вместимостью 40 кг
и в мешки из пропиленовой ткани вместимостью 25 кг.
Гвозди
|
|
1. Гвозди строительные |
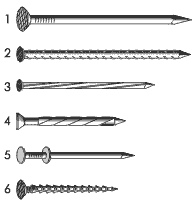
Гвозди строительные. ГОСТ 4028
| d | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 |
| D min | 2,4 | 2,8 | 3,2 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 7,5 | 9,0 | 11,0 |
| h min | 0,72 | 0,84 | 0,96 | 1,08 | 1,20 | 1,50 | 1,80 | 2,10 | 2,40 | 3,00 | 3,60 |
Теоретическая масса 1000 шт. , кг
|
L\d |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
| 16 | 0,147 | ||||||||||
| 20 | 0,183 | ||||||||||
| 25 | 0,219 | 0,302 | 0,397 | ||||||||
| 32 | 0,385 | 0,640 | |||||||||
| 40 | 0,482 | 0,633 | 0,787 | 0,949 | |||||||
| 50 | 0,791 | 0,967 | 1,190 | 1,870 | |||||||
| 60 | 1,160 | 2,230 | |||||||||
| 70 | 3,77 | ||||||||||
| 80 | 4,33 | ||||||||||
| 90 | 6,60 | ||||||||||
| 100 | 9,50 | ||||||||||
| 120 | 11,50 | 17,80 | |||||||||
| 150 | 21,90 | 32,40 | |||||||||
| 200 | 43,10 |
Гвозди проволочные со стержнем
периодического профиля. ТУ 14-178-212-91
Гвозди проволочные со стержнем периодического профиля применяются
в неразъемных конструкциях, где необходима высокая прочность скрепления
деревянных деталей.
Гвозди с треугольной насечкой и Гвозди квадратно-винтовые
Оба вида гвоздей можно использовать в неразъемных деревянных
конструкциях, где нужна высокая прочность или жесткость соединения. Кроме
того, и те, и другие гвозди легче, чем круглые (первые - на
5%, вторые - на 20%).
Гвозди с винтовой накаткой "сюрприз"
Гвозди предназначены для сколотки полов, изготовления
различных видов деревянной тары, выполнения строительных работ и
изготовления конструкций с жестким сопряжением деталей.
Гвозди с двумя головками
Применяются при строительстве временных сооружений,
подлежащих впоследствие многократным разборкам (бытовки, заборы,
опалубка), а также при выполнении штукатурных работ.
ГОСТ 5949-75
СТАЛЬ
СОРТОВАЯ И КАЛИБРОВАННАЯ КОРРОЗИОННОСТОЙКАЯ, ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ
Настоящий стандарт распространяется на горячекатаную и кованую сталь диаметром, стороной квадрата или толщиной до 200 мм; калиброванную сталь диаметром или стороной квадрата до 70 мм; со специальной отделкой поверхности коррозионностойкую, жаростойкую и жаропрочную.
1. КЛАССИФИКАЦИЯ
1.1. По виду
изготовления сталь делится: горячекатаная и кованая; калиброванная; со
специальной отделкой поверхности.
1.2. Горячекатаная и кованая сталь в зависимости от
назначения делится на подгруппы:
а — для горячей обработки
давлением и холодного волочения;
б — для механической обработки (точения, строгания,
фрезерования и др.).
Примечание. По согласованию между потребителем и изготовителем круглые прутки, предназначенные для горячей обработки давлением и холодного волочения, изготовляют с обточенной или ободранной поверхностью.
1.3. По состоянию материала сталь делится:
нагартованная —
Н; без термической обработки;
термически обработанная (отожженная или отпущенная) —
Т.
1.4. Вид изготовления, назначения и состояния материала указывают в заказе.
2. СОРТАМЕНТ
2.1. Сортамент, форма и размеры стали должны соответствовать требованиям:
горячекатаной круглой — ГОСТ 2590—88;
горячекатаной квадратной,— ГОСТ 2591—88;
кованой круглой и квадратной — ГОСТ 1133—71;
горячекатаной и кованой полосовой — ГОСТ 4405—75;
горячекатаной полосовой — ГОСТ 103—76;
горячекатаной шестигранной—ГОСТ 2879—88;
калиброванной круглой—ГОСТ 7417—75;
калиброванной квадратной — ГОСТ 8559—75;
калиброванной шестигранной — ГОСТ 8560—78;
со специальной отделкой поверхности — ГОСТ 14955—77.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1а. Сталь сортовая и калиброванная коррозионностойкая, жаропрочная и жаростойкая должна изготовляться в соответствии с требованиями настоящего стандарта и технологическому регламенту, утвержденному в установленном порядке.
3.1. Сортовую
сталь, калиброванную и сталь со специальной отделкой поверхности изготовляют из
марок, указанных в приложении 1, калиброванную шестигранную — из марок,
указанных в приложении 2.
3.2. Химический состав стали должен соответствовать —
ГОСТ 5632-72.
3.3. Горячекатаную и кованую сталь изготовляют
термически обработанной или термически необработанной, калиброванную сталь со
специальной отделкой поверхности — термически обработанной или нагартованной.
Сталь мартенситного и мартенситноферритного класса изготавливают в термически
обработанном состоянии. По требованию потребителя сталь аустенитного класса
изготовляют в закаленном состоянии.
3.4. Твердость горячекатаной и кованой стали в отожженном или отпущенном состоянии, а также калиброванной стали и со специальной отделкой поверхности в отожженном состоянии должна соответствовать нормам, указанным в табл. 1. Твердость горячекатаной и кованой стали в отожженном или отпущенном состоянии марок, не указанных в табл. 1, а также калиброванной и со специальной отделкой поверхности стали в нагартованном состоянии устанавливается по согласованию между изготовителем и потребителем.
|
Класс и
порядковый |
Марки стали | Диаметр отпечатка, мм | Число твердости НВ |
| 1-6 | 40Х10С2М | 3,7-4,3 | 269-197 |
| 1-7 | 15Х11МФ | Не менее 4,0 | Не более 229 |
| 1-8 | 18Х11МНФБ | Не менее 3,8 | Не более 255 |
| 1-9 | 20Х12ВНМФ | Не менее 4,0 | Не более 229 |
| 1-10 | 11Х11Н2В2МФ | Не менее 3,6 | Не более 285 |
| 1-21 | 13Х11Н2В2МФ | Не менее 3,7 | Не более 269 |
| 1-11 | 16Х11Н2В2МФ | Не менее 3,6 | Не более 285 |
| 1-12 | 20Х13 | 4,3-5,3 | 197-126 |
| 1-13 | 30Х13 | 4,1-5,2 | 217-131 |
| 1-14 | 40Х13 | 4,0-5,0 | 229-143 |
| 1-16 | 13Х14НЗВ2ФР | Не менее 3,5 | Не более 302 |
| 1-18 | 20Х17Н2 | Не менее 3,6 | Не более 285 |
| 1-19 | 95Х18 | Не менее 3,7 | Не более 269 |
| 1-20 | 09Х16Н4Б | Не менее 3,4 | Не более 321 |
| 2-2 | 15Х12ВНМФ | Не менее 4,0 | Не более 229 |
| 2-3 | 18Х12ВМБФР | Не менее 4,0 | Не более 229 |
| 2-4 | 12Х13 | 4,4-5,4 | 197-121 |
| 2-5 | 14Х17Н2 | Не менее 3,6 | Не более 285 |
| 3-2 | 08Х13 | 4,5-5,5 | 179-116 |
| 3-3 | 12Х17 | 4,3-5,3 | 197-126 |
| 6-8 | 45Х14Н14В2М | 3,6-4,3 | 285-197 |
| 6-13 | 08Х16Н13М2Б | 4,5-5,0 | 179-143 |
3.5. На поверхности горячекатаной и кованой стали, предназначенной для горячей обработки давлением и холодного волочения (подгруппа а), не должно быть трещин, плен, закатов. Местные дефекты должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины. Глубина зачистки дефектов не должна превышать следующих величин: для стали размером 40 мм и менее - суммы предельных отклонений (диаметра или толщины); для стали размером св. 40 до 140 мм - 5 % размера (диаметра или толщины); для стали размером св. 140 до 200 мм - 8 % размера (диаметра или толщины). На поверхности стали допускаются без зачистки отдельные мелкие риски, отпечатки и рябизна в пределах половины суммы предельных отклонений, а также раскатанные и раскованные пузыри глубиной, не превышающей 1/4 суммы предельных отклонений. Глубина зачистки допускаемых дефектов считается от фактического размера. Примечание. На поверхности стали, предназначенной для изготовления деталей методом горячей осадки и высадки, что должно быть указано в заказе, раскатанные и раскованные пузыри не допускаются.
3.6. На
поверхности горячекатаной и кованой стали, предназначенной для холодной
механической обработки (подгруппа б) местные дефекты не допускаются, если их
глубина превышает: для стали размером 80 мм - 3/4 суммы предельных отклонений
(диаметра или толщины); для стали размером св. 80 до 150 мм - 4 % размера
(диаметра или толщины); для стали размером св. 150 мм - 5 % размера (диаметра
или толщины). Глубина залегания дефектов считается от номинального размера.
3.7. Качество поверхности калиброванной стали должно
соответствовать требованиям ГОСТ 1051-73 группы В, стали со специальной
отделкой поверхности или обточенной ГОСТ 14955-77 групп Б, В, Г, Д. Группа
поверхности указывается в заказе.
3.8. Прутки, нарезанные на прессах или под молотами, могут иметь смятые концы, заусенцы на концах прутков по требованию потребителя должны быть зачищены.
3.9. Сталь
подгруппы а, предназначенная для горячей осадки или высадки, что должно быть
указано в заказе, подвергают испытанию на осадку в горячем состоянии. На
осаженных образцах не должно быть надрывов и трещин. Предприятию-изготовителю
разрешается не проводить испытание на осадку стали диаметром или толщиной свыше
80 мм.
3.10. Механические свойства всех марок стали и
твёрдость стали марок 30Х13, 40Х13, 95Х18, определенные на образцах, должны
соответствовать нормам, указанным в табл. 2 и 3.
|
Класс и
порядковый |
Марки стали |
Рекомендуемые
режимы |
Твердость HRC, не менее |
| 1-13 | 30Х13 |
Закалка с
950—1050 °С, |
48 |
| 1-14 | 40Х13 |
Закалка с
1000—1050 °С, |
50 |
| 1-19 | 95Х18 | То же | 55 |
ГОСТ 5632-72
СТАЛИ
ВЫСОКОЛЕГИРОВАННЫЕ И СПЛАВЫ КОРРОЗИОННОСТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ
Настоящий стандарт распространяется на деформируемые стали и сплавы на железоникелевой и никелевых основах, предназначенные для работы в коррозионно-активных средах и при высоких температурах.
К высоколегированным сталям условно отнесены сплавы, массовая доля железа в которых более 45 %, а суммарная массовая доля легирующих элементов не менее 10 %, считая по верхнему пределу, при массовой доле одного из элементов не менее 8 % по нижнему пределу.
К сплавам на железоникелевой основе отнесены сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в железоникелевой основе (сумма никеля и железа более 65 % при приблизительном отношении никеля к железу 1:1,5).
К сплавам на никелевой основе отнесены сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в никелевой основе (содержания никеля не менее 50 %).
Стандарт разработан с учетом требований международных стандартов ИСО 683/ХIII-85, ИСО 683/XV-76, ИСО 683/XVI-76, ИСО 4955-83.
1. КЛАССИФИКАЦИЯ
1.1. В зависимости от основных свойств стали и сплавы подразделяют
на группы:
I - коррозионностойкие (нержавеющие) стали и сплавы,
обладающие стойкостью против электрохимической и химической коррозии
(атмосферной, почвенной, щелочной, кислотной, солевой), межкристаллитной
коррозии, коррозии под напряжением и др.;
II — жаростойкие (окалиностойкие) стали и сплавы, обладающие
стойкостью против химического разрушения поверхности в газовых средах при
температурах выше 550 °С, работающие в ненагруженном или слабонагруженном
состоянии;
III — жаропрочные стали и сплавы, способные работать
в нагруженном состоянии при высоких температурах в течение определенного
времени и обладающие при этом достаточной стойкостью.
1.2. В зависимости от структуры стали подразделяют на классы:
мартенситный — стали с основной структурой
мартенсита;
мартенситно-ферритный — стали, содержащие в структуре
кроме мартенсита, не менее 10 % феррита;
ферритный — стали, имеющие структуру феррита;
аустенитно-мартенситный — стали, имеющие структуру
аустенита и мартенсита, количество которых можно изменять в широких пределах;
аустенитно-ферритный — стали, имеющие структуру
аустенита и феррита (феррит более 10 %); аустенитный
— стали, имеющие структуру аустенита.
Подразделение сталей на классы по структурным
признакам является условным и произведено в зависимости от основной структуры,
полученной при охлаждении сталей на воздухе после высокотемпературного нагрева.
Поэтому структурные отклонения причиной забракования стали служить не могут.
1.3. В зависимости от химического состава сплавы
подразделяют на классы по основному составляющему элементу: сплавы на железоникелевой основе; сплавы на никелевой основе.
2. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ
2.1. Марки и химический состав сталей и сплавов должны
соответствовать указанным в табл. 1. Состав сталей и сплавов при применении
специальных методов выплавки и переплава должен соответствовать нормам табл. 1,
если иная массовая доля элементов не оговорена в стандартах или технических
условиях на металлопродукцию. Наименования специальных методов выплавки и
переплава приведены в примечании 7 табл. 1. Массовая доля серы в сталях,
полученных методом электрошлакового переплава, не должна превышать 0,015 %, за
исключением сталей марок 10Х11Н23Т3МР (ЭП33), 0ЗХ16Н15М3 (ЭИ844), 03Х16Н15М3Б
(ЭИ844Б), массовая доля серы в которых не должна превышать норм, указанных в
табл. 1 или установленных по соглашению сторон.
2.2. В готовой продукции допускаются отклонения по
химическому составу от норм, указанных в табл. 1. Предельные отклонения не
должны превышать указанные в табл. 2, если иные отклонения, в том числе и по
элементам, не указанным в табл. 2, не оговорены в стандартах или технических
условиях на готовую продукцию.
2.3. В сталях и сплавах, не легированных титаном, допускается титан в количестве не более 0,2 %, в сталях марок 03Х18Н11, 03Х17Н14М3 - не более 0,05 %, а в сталях марок 12Х18Н9, 08Х18Н10, 17Х18Н9 — не более 0,5 %, если иная массовая доля титана не оговорена в стандартах или технических условиях на отдельные виды стали и сплавов. По согласованию изготовителя с потребителем в сталях марок 03Х23Н6, 03Х22Н6М2, 09Х15Н8Ю1, 07Х16Н6, 08Х17Н5М3 массовая доля титана не должна превышать 0,05 %.
2.4. В сталях, не легированных медью, ограничивается остаточная
массовая доля меди - не более 0,30 %. По согласованию изготовителя с
потребителем в стали марок 08Х18Н10Т, 08Х18Н2Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т,
12Х18Н9, 17Х18Н9 допускается присутствие остаточной меди не более 0,40 %. Для
стали марки 10Х14АГ15 остаточная массовая доля меди не должна превышать 0,6 %.
2.5. В хромистых сталях с массовой долей хрома до 20
%, не легированных никелем, допускается остаточный никель до 0,6 %, с массовой
долей хрома более 20 % - до 1 %, а в хромомарганцевых аустенитных сталях - до 2
%.
2.6. В хромоникелевых и хромистых сталях, не
легированных вольфрамом и ванадием, допускается присутствие остаточного
вольфрама и ванадия не более чем 0,2 % каждого. В стали марок 05Х18Н10Т,
08Х18Н10Т, 17Х18Н9, 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т массовая доля
остаточного молибдена не должна превышать 0,5 %; для предприятий авиационной
промышленности в стали марок 05Х18Н10Т, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т,
12Х18Н10Т, 12Х18Н12Т массовая доля остаточного молибдена Не должна превышать
0,3 %. В остальных сталях, не легированных молибденом, массовая доля
остаточного молибдена не должна превышать 0,3 %. По требованию потребителя
стали марок 05Х18Н10Т, 08Х18Н10Т, 12Х18Н9, 17Х18Н9, 12Х18Н9Т, 12Х18Н10Т,
12Х18Н12Т изготовляются с остаточным молибденом не более 0,3 %, стали марок
05Х18Н10Т, 03Х18Н11, 03Х23Н6, 08Х18Н12Б, 08Х18Н12Т, 08Х18Н10Т — не более 0,1 %.
2.6.1. В сплавах на никелевой и железоникелевой основах, не легированных титаном, алюминием, ниобием, ванадием, молибденом, вольфрамом, кобальтом, медью, массовая доля перечисленных остаточных элементов не должна превышать норм, указанных в табл. 3.
2.7. В сталях и сплавах, легированных вольфрамом, допускается массовая доля остаточного молибдена до 0,3 %. По соглашению сторон допускается более высокая массовая доля молибдена при условии соответственного снижения вольфрама из расчета замены его .молибденом в соотношении 2:1. В сплаве ХН60ВТ (ЭИ868) допускается остаточная массовая доля молибдена не более 1,5 %. В сплаве ХН38ВТ допускается остаточная массовая доля молибдена не более 0,8 %.
Коррозионностойкие стали
| Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
| 1.4003 | X2CrNi12 | |||
| 1.4512 | X2CrTi12 | 409 | SUH 409 | |
| 1.4000 | X6Cr13 | 410S | SUS 410 S | 08Х13 |
| 1.4002 | X6CrAl13 | 405 | SUS 405 | |
| 1.4006 | X12CrN13 | 410 | SUS 410 | 12Х13 |
| 1.4024 | X15Cr13 | (410) | SUS 410 J1 | |
| 1.4021 | X20Cr13 | (420) | SUS 420 J1 | 20Х13 |
| 1.4028 | X30Cr13 | (420) | SUS 420 J2 | 30Х13 |
| 1.4031 | X39Cr13 | SUS 420 J2 | 40Х13 | |
| 1.4034 | X46Cr13 | (420) | 40Х13 | |
| 1.4016 | X6Cr17 | 430 | SUS 430 | 12Х17 |
| 1.4520 | X2CrTi17 | |||
| 1.4510 | X3CrTi17 | 439 | SUS 430 LX | 08Х17Т |
| 1.4113 | X6CrMo17-1 | 434 | SUS 434 | |
| 1.4509 | X2CrTiNb18 | 441 | ||
| 1.4521 | X2CrMoTi18-2 | 444 | SUS 444 | |
| 1.4589 | X5CrNiMoTi15-2 | |||
| 1.4310 | X10CrNi18-8 | (301) | SUS 301 | |
| 1.4318 | X2CrNiN18-7 | 301 LN | SUS 301 LN | |
| 1.4301 | X5CrNI18-10 | 304 | SUS 304 | 08Х18Н10 |
| 1.4303 | X4CrNi18-12 | (305) | SUS 305 | 12Х18Н12 |
| 1.4306 | X2CrNi19-11 | 304 L | SUS 304 L | 03Х18Н11 |
| 1.4541 | X6CrNiTi18-10 | 321 | SUS 321 | 08Х18Н10Т |
| 1.4550 | X6CrNiNb18-10 | 347 | SUS 347 | |
| 1.4401 | X5CrNiMo17-12-2 | 316 | SUS 316 | |
| 1.4404 | X2CrNiMo17-12-2 | 316 L | SUS 316 L | |
| 1.4571 | X6CrNiMoTi17-12-2 | 316 Ti | SUS 316 Ti | 10Х17Н13М2Т |
| 1.4561 | X1CrNiMoTi18-13-2 | |||
| 1.4435 | X2CrNiMo18-14-3 | 316 L | SUS 316 L | 03Х17Н14М2 |
| 1.4439 | X2CrNiMoN17-13-5 | S 31726 | SUS 317 | |
| 1.4539 | X1NiCrMoCu25-20-5 | N 08904 | ||
| 1.4565 | X3CrNiMnMoNbN 23-17-5-3 | S 34565 | ||
| 1.4462 | X2CrNiMoN22-5-3 | S 31803 | SUS 329 J3L | |
| Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
Жаропрочные стали
| Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
| 1.4713 | X10CrAl7 | 10Х17СЮ | ||
| 1.4724 | X10CrAl13 | 405 | 10Х13СЮ | |
| 1.4742 | X10CrAl18 | 442 | ||
| 1.4762 | X10CrAl24 | 446 | ||
| 1.4878 | X12CrNiTi18-9 | 321 H | 12Х18Н10Т | |
| 1.4828 | X15CrNiSi20-12 | 309 | 20Х20Н14С2 | |
| 1.4845 | X12CrNi25-21 | 310 S | 20Х23Н18 | |
| 1.4841 | X15CrNiSi25-20 | 314 | 20Х25Н20С2 |
КАЧЕСТВО СТАЛИ
Коррозионностойкие стали
|
Марка |
Химический состав, % | ||||||
| C | Si | Mn | Cr | Mo | Ni | Другие элементы | |
| 1.4003 | 0.03 | 1.00 | 1.50 | 10.50 - 12.50 | 0.30 - 1.00 | N: < 0.030 | |
| 1.4512 | 0.03 | 1.00 | 1.00 | 10.50 - 12.50 | 6x(C+N)<Ti<0.65 | ||
| 1.4000 | 0.08 | 1.00 | 1.00 | 12.00 - 14.00 | |||
| 1.4002 | 0.08 | 1.00 | 1.00 | 12.00 - 14.00 | Al: 0.10-0.30 | ||
| 1.4006 | 0.08 - 0.15 | 1.00 | 1.50 | 11.50 - 13.50 | < 0.75 | ||
| 1.4024 | 0.12 - 0.17 | 1.00 | 1.00 | 12.00 - 14.00 | |||
| 1.4021 | 0.16 - 0.25 | 1.00 | 1.50 | 12.00 - 14.00 | |||
| 1.4028 | 0.26 - 0.35 | 1.00 | 1.50 | 12.00 - 14.00 | |||
| 1.4031 | 0.36 - 0.42 | 1.00 | 1.00 | 12.50 - 14.50 | |||
| 1.4034 | 0.43 - 0.50 | 1.00 | 1.00 | 12.50 - 14.50 | |||
| 1.4016 | 0.08 | 1.00 | 1.00 | 16.00 - 18.00 | |||
| 1.4520 | 0.025 | 0.50 | 0.50 | 16.00 - 18.00 |
Ti:
0.30-0.60
|
||
| 1.4510 | 0.05 | 1.00 | 1.00 | 16.00 - 18.00 | 4x(C+N)+0.15<Ti<0.80 | ||
| 1.4113 | 0.08 | 1.00 | 1.00 | 16.00 - 18.00 | 0.90 - 1.40 | ||
| 1.4509 | 0.03 | 1.00 | 1.00 | 17.50 - 18.50 |
Ti:0.10-0.60 |
||
| 1.4521 | 0.025 | 1.00 | 1.00 | 17.00 - 20.00 | 1.80 - 2.50 |
4x(C+N)+0.15<Ti<0.80 |
|
| 1.4589 | 0.08 | 1.00 | 1.00 | 13.50 - 15.00 | 0.20 - 1.20 | 1.00 - 2.50 | Ti: 0.30-0.50 |
| 1.4310 | 0.05 - 0.15 | 2.00 | 2.00 | 16.00 - 19.00 | < 0.80 | 6.00 - 9.50 | |
| 1.4318 | 0.03 | 1.00 | 2.00 | 16.50 - 18.50 | 6.00 - 8.00 | N:0.10-0.20 | |
| 1.4301 | 0.07 | 1.00 | 2.00 | 17.00 - 19.50 | 8.00 - 10.50 | N:<0.11 | |
| 1.4303 | 0.06 | 1.00 | 2.00 | 17.00 - 19.00 | 11.00 - 13.00 | N:<0.11 | |
| 1.4306 | 0.03 | 1.00 | 2.00 | 18.00 - 20.00 | 10.00 - 12.00 | N:<0.11 | |
| 1.4541 | 0.08 | 1.00 | 2.00 | 17.00 - 19.00 | 9.00 - 12.00 | 5xC<Ti<0.70 | |
| 1.4550 | 0.08 | 1.00 | 2.00 | 17.00 - 19.00 | 9.00 - 12.00 | 10xC<Nb<1.00 | |
| 1.4401 | 0.07 | 1.00 | 2.00 | 16.50 - 18.50 | 2.00 - 2.50 | 10.00 - 13.00 | |
| 1.4404 | 0.03 | 1.00 | 2.00 | 16.50 - 18.50 | 2.00 - 2.50 | 10.00 - 13.00 | N:<0.11 |
| 1.4571 | 0.08 | 1.00 | 2.00 | 16.50 - 18.50 | 2.00 - 2.50 | 10.50 - 13.50 | 5xC<Ti<0.70 |
| 1.4561 | 0.02 | 0.50 | 2.00 | 17.00 - 18.50 | 2.00 - 2.50 | 11.50 - 13.50 | Ti:0.40-0.60 |
| 1.4435 | 0.03 | 1.00 | 2.00 | 17.00 - 19.00 | 2.50 - 3.00 | 12.50 - 15.00 | N:<0.11 |
| 1.4439 | 0.03 | 1.00 | 2.00 | 16.50 - 18.50 | 4.00 - 5.00 | 12.50 - 14.50 | N:0.12-0.22 |
| 1.4539 | 0.02 | 0.70 | 2.00 | 19.00 - 21.00 | 4.00 - 5.00 | 24.00 - 26.00 |
N:<0.15 |
| 1.4565 | 0.04 | 1.00 | 4.5 - 6.5 | 21.00 - 25.00 | 3.00 - 4.50 | 15.00 - 18.00 |
Nb:<0.30 |
| 1.4462 | 0.03 | 1.00 | 2.00 | 21.00 - 23.00 | 2.50 - 3.50 | 4.50 - 6.50 | N:0.10-0.22 |
|
Марка |
C | Si | Mn | Cr | Mo | Ni | Другие элементы |
| Химический состав, % | |||||||
Жаропрочные стали
|
Марка |
Химический состав, % | ||||||
| C | Si |
Mn |
Cr | Mo | Ni |
Другие |
|
| 1.4713 | < 0.12 | 0.5 - 1.0 | 0.5-1.0 | 6.0 - 8.0 | |||
| 1.4724 | < 0.12 | 0.7 - 1.4 | 0.7-1.2 | 12.0 - 14.0 | |||
| 1.4742 | < 0.12 | 0.7 - 1.4 | 0.7-1.2 | 17.0 - 19.0 | |||
| 1.4762 | < 0.12 | 0.7 - 1.4 | 1.2-1.7 | 23.0 - 26.0 | |||
| 1.4878 | < 0.12 | < 1.0 | 17.0 - 19.0 | 9.0 - 11.5 | 4x%C<Ti<0.8 | ||
| 1.4828 | < 0.20 | 1.5 - 2.5 | 19.0 - 21.0 | 11.0 - 13.0 | |||
| 1.4845 | < 0.15 | < 0.75 | 24.0 - 26.0 | 19.0 - 22.0 | |||
| 1.4841 | < 0.20 | 1.5 - 2.5 | 24.0 - 26.0 | 19.0 - 22.0 | |||
МЕХАНИЧЕСКИЕ СВОЙСТВА ЛИСТОВОГО ПРОКАТА
Коррозионностойкие стали
|
Марка
стали
|
Способ
обработки
|
Механические свойства | ||||||
| твердость | предел | относит. удлинение (при толщине) |
Жаростой- |
|||||
| HRB max. | HB or HV max. |
упругости |
прочности |
< 3 mm % min | > 3 mm % min | |||
| 1.4003 | C | 320 | 450 - 650 | 20 | 20 | |||
| H | 320 | 450 - 650 | 20 | 20 | ||||
| 1.4512 | C | 220 | 380 - 560 | 25 | 25 | |||
| H | 220 | 380 - 560 | 25 | 25 | ||||
| 1.4000 | C | 250 | 400 - 600 | 19 | 19 | |||
| H | 230 | 400 - 600 | 19 | 19 | ||||
| 1.4002 | C | 250 | 400 - 600 | 17 | 17 | |||
| H | 230 | 400 - 600 | 17 | 17 | ||||
| 1.4006 | C | 90 | 200 | max. 600 | 20 | 20 | ||
| H | 90 | 200 | max. 600 | 20 | 20 | |||
| 1.4024 | C | 215 | 480 - 680 | 13 | ||||
| H | 225 | max. 720 | ||||||
| 1.4021 | C | 225 | max. 700 | 15 | 15 | |||
| H | 95 | 225 | max. 700 | 15 | 15 | |||
| 1.4028 | C | 97 | 235 | max. 740 | 15 | 15 | ||
| H | 97 | 235 | max. 740 | 15 | 15 | |||
| 1.4031 | C | 98 | 240 | max. 760 | 12 | 12 | ||
| H | 98 | 240 | max. 760 | 12 | 12 | |||
| 1.4034 | C | 99 | 245 | max. 780 | 12 | 12 | ||
| H | 245 | max. 780 | 12 | |||||
| 1.4016 | C | 280 | 450 - 600 | 20 | 20 | |||
| H | 260 | 450 - 600 | 18 | 18 | ||||
| 1.4520 | C | 180 | 200 | 380 - 530 | 24 | 24 | ||
| H | 180 | 200 | 380 - 530 | 24 | 24 | |||
| 1.4510 | C | 240 | 420 - 600 | 23 | 23 | |||
| H | 185 | 240 | 420 - 600 | 23 | 23 | |||
| 1.4113 | C | 280 | 450 - 630 | 18 | 18 | |||
| H | 280 | 450 - 630 | 18 | 18 | ||||
| 1.4509 | C | 250 | 430 - 630 | 18 | 18 | |||
| H | ||||||||
| 1.4521 | C | 320 | 420 - 640 | 20 | 20 | |||
| H | 300 | 400 - 600 | 20 | 20 | ||||
| 1.4589 | C | 420 | 420 - 750 | 16 | 16 | |||
| H | 420 | 550 - 750 | 16 | 16 | ||||
| 1.4310 | C | 250 | 600 - 950 | 40 | 40 | |||
| H | ||||||||
| 1.4318 | C | 350 | 650 - 850 | 35 | 40 | |||
| H | 330 | 650 - 850 | 35 | 40 | ||||
| 1.4301 | C | 230 | 540 - 750 | 45 | 45 | |||
| H | 210 | 520 - 720 | 45 | 45 | ||||
| 1.4303 | C | 220 | 500 - 650 | 45 | 45 | |||
| H | ||||||||
| 1.4306 | C | 220 | 520 - 670 | 45 | 45 | |||
| H | 200 | 520 - 670 | 45 | 45 | ||||
| 1.4541 | C | 220 | 520 - 720 | 40 | 40 | |||
| H | 200 | 520 - 720 | 40 | 40 | ||||
| 1.4550 | C | 220 | 520 - 720 | 40 | 40 | |||
| H | 200 | 520 - 720 | 40 | 40 | ||||
| 1.4401 | C | 240 | 530 - 680 | 40 | 40 | |||
| H | 220 | 530 - 680 | 40 | 40 | ||||
| 1.4404 | C | 240 | 530 - 680 | 40 | 40 | |||
| H | 220 | 530 - 680 | 40 | 40 | ||||
| 1.4571 | C | 240 | 540 - 690 | 40 | 40 | |||
| H | 220 | 540 - 690 | 40 | 40 | ||||
| 1.4561 | C | 190 | 490 - 690 | 40 | 40 | |||
| H | 190 | 490 - 690 | 40 | 40 | ||||
| 1.4435 | C | 240 | 550 - 700 | 40 | 40 | |||
| H | 220 | 550 - 700 | 40 | 40 | ||||
| 1.4439 | C | 290 | 580 - 780 | 35 | 35 | |||
| H | 270 | 580 - 780 | 35 | 35 | ||||
| 1.4539 | C | 240 | 530 - 730 | 35 | 35 | |||
| H | 220 | 530 - 730 | 35 | 35 | ||||
| 1.4565 | C | 420 | 800 - 1000 | 30 | 30 | |||
| H | 420 | 800 - 1000 | 30 | 30 | ||||
| 1.4462 | C | 480 | 660 - 950 | 20 | 20 | |||
| H | 460 | 660 - 950 | 25 | 25 | ||||
|
Марка
стали
|
Способ
обработки
|
HRB max. | HB or HV max. |
упругости |
прочности |
< 3 mm % min | > 3 mm % min |
Жаростой- |
| твердость | предел | относит. удлинение (при толщине) | ||||||
| Механические свойства | ||||||||
Жаропрочные стали
| Европа (EN) |
Способ
обработки
|
Механические свойства | |||||
| твердость | предел |
относительное |
Жаростой- |
||||
| HRB max. | HB or HV max. |
упругости |
прочности |
||||
| 1.4713 | 192 | 220 | 420 - 620 | 15 | 800 | ||
| 1.4724 | 192 | 250 | 450 - 650 | 11 | 850 | ||
| 1.4742 | 212 | 270 | 500 - 700 | 9 | 1000 | ||
| 1.4762 | 223 | 280 | 520 - 720 | 7 | 1150 | ||
| 1.4878 | 192 | 210 | 500 - 750 | 30 | 850 | ||
| 1.4828 | 223 | 230 | 500 - 750 | 22 | 1000 | ||
| 1.4845 | 192 | 210 | 500 - 750 | 26 | 1050 | ||
| 1.4841 | 223 | 230 | 550 - 800 | 22 | 1150 | ||
КАЧЕСТВО ПОВЕРХНОСТИ
| Обозначение по EN 10088 | Отделка | Состояние поверхности | Примечание | Обозначение по DIN 17440 | Обозначение по ГОСТ5582 | Обозначение по NF435573 |
| 1U | горячекатаные, без термообработки, без удаления окалины | с окалиной |
для
изделий с дальнейшей обработкой; |
|||
| 1С | горячекатаные, с термообработкой, без удаления окалины | с окалиной | для деталей с механической обработкой или для применения в высокотемпературной среде | I c | ||
| 1Е | горячекатаные, с термообработкой, с механическим удалением окалины | без окалины | вид механического удаления окалины: черновая шлифовка или дробеструйная обработка, зависит от вида стали и формы изделия | II a | ||
| 1D | горячекатаные, с термообработкой, протравленные | без окалины | обычный стандарт для многих видов сталей, обеспечивает коррозионную стойкость, обычное исполнение для дальнейшей обработки. Менее гладкие, чем 2 В и 2 D | III a | М2б, М3б, М4б | C1 |
| 2Н | холоднокатаные, упрочненные | блестящие | холоднодеформированы для повышения прочности | III a | ||
| 2C | холоднокатаные, с термообработкой без удаления окалины | гладкие, с окалиной после термообработки | для деталей с дополнительным удалением окалины и механической обработкой или для применения в высокотемпературной среде | III s | ||
| 2D | холоднокатаные, с термообработкой, протравленные | гладкие | улучшенная пластичность, но менее гладкие, чем 2B или 2R | III b | М2а, М3а, М4а | h |
| 2B | холоднокатаные, с термообработкой, протравленные, дрессированные | более гладкие, чем 2D |
для
повышения коррозионной стойкости, качества поверхности, плоскостности у
многих видов сталеи;
|
III c | n | |
| 2R | холоднокатаные, светлоотожженные | гладкие, светлые, с отражением |
более
гладкие и светлые, чем 2В. |
III d | ||
| Обозначение по EN 10088 | Отделка | Состояние поверхности | Примечание | Обозначение по DIN 17440 | Обозначение по ГОСТ5582 | Обозначение по NF435573 |
Маркировка
сталей по национальным стандартам Японии
(JIS-Japanese Industrial Standard).
Марки конструкционных сталей формируются из нескольких прописных букв и однозначного, двузначного или трехзначного числа.
1. Углеродистые рядовые стали SSxxx, где ххх -
трехзначное число, указывающее минимальный предел прочности (МПа), например SS140.
2. Углеродистая сталь гарантированного химического состава SxxC, где хх - двузначное число, указывающее среднее содержание углерода в сотых долях процента, умноженное на 100, например, S20C (среднее содержание углерода 0,20%).
3. Автоматная сталь SUMx, где х - однозначное число, указывающее порядковый номер стали в группе.
4. Углеродистая сталь для поковок SFxxx, где ххх - трехзначное число, выражающее минимальный предел прочности (МПа), например, SF420.
5. Арматурная сталь SSDxxx и SRDxxx, где ххх - трехзначное число, выражающее минимальный предел прочности. Средние буквы S и R обозначают расположение ребер на поверхности арматурной стали.
6. Углеродистая сталь для заклепок SVxxx, где ххх - двузначное число, выражающее минимальный предел прочности.
7. Углеродистая сталь для цепей SBC.
8. Сталь для горячекатаного листа SPNx, где х - порядковый номер стали в группе.
9. Сталь для холоднокатаного листа SNCx, где х - порядковый номер стали в группе.
10. Сталь для холоднокатаной полосы SPMx, где х - заглавная буква, обозначающая степень упрочнения.
11 . Пружинная сталь для холоднокатаной полосы SKx, где х - порядковый номер стали в группе.
12. Сталь для катанки SMRMx, где х - порядковый номер стали в группе.
13. Сталь для трубопроводов высокого давления STPxxx, где ххх - трехзначное число, указывающее минимальный предел прочности (МПа).
14. Сталь для труб высокого давления STSxxx, где х - трехзначное число, указывающее минимальный предел прочности (МПа).
15. Углеродистая сталь для котельных труб STBxxx, где ххх - трехзначное число, указывающее минимальный предел прочности (МПа). 16. Для котельных труб локомотивов STL.
17. Легированная сталь для котельных труб STBAxx, где хх - двузначное число, обозначающее класс стали.
18. Сталь для труб, применяемых в химической промышленности, STCxxx, где ххх - трехзначное число, обозначающее предел прочности (МПа).
19. Углеродистая сталь для труб, применяемых в конструкциях,
STKxxx, где ххх - трехзначное число, указывающее минимальный предел прочности
(МПа).
20. Легированная сталь для труб, применяемых в
конструкциях, STKSx, где х - число,
jозначающее класс стали.
21. Сталь для труб, работающих при низких температурах, STBLxxx, где ххх - трехзначное число, указывающее минимальный предел прочности (МПа).
22. Пружинная сталь SUPx, где х - порядковый номер стали в группе.
23. Шарикоподшипниковая сталь SUSx, где х - порядковый номер стали в группе.
24. Никельхромистая улучшаемая конструкционная сталь SNCx, где х - порядковый номер стали в группе.
25. Никельхромистая цементуемая конструкционная сталь SNCxx, где хх - двузначное число, обозначающее порядковый номер стали в группе.
26. Никельхромомолибденовая улучшаемая конструкционная сталь SNCMx, где х - порядковый номер стали в группе.
27. Никельхромомолибденовая цементуемая конструкционная сталь SNCMxx, где хх - двузначное число, обозначающее порядковый номер стали в группе.
28. Хромистая улучшаемая конструкционная сталь SCrx, где х - порядковый номер стали в группе.
29. Хромистая цементуемая конструкционная сталь SCrxx, где хх - двузначное число, обозначающее порядковый номер стали в группе.
30. Хромомолибденовая улучшаемая конструкционная сталь SCMx, где х - порядковый номер стали в группе.
31. Хромомолибденовая цементуемая конструкционная сталь SCMxx, где
хх - двузначное число, обозначающее порядковый номер стали в группе.
32. Алюминийхромомолибденовая азотируемая сталь
SACM.
33. Коррозионно-стойкая сталь SUSx, где х - порядковый номер стали в группе.
34. Жаростойкая сталь SUHx, где х - порядковый номер стали в группе.