
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Подводная сварка и резка
Реферат: Подводная сварка и резка
введение
В связи с постоянно возрастающим числом морских установок возникает необходимость осуществления сварки для соединений трубопроводов, а также при проведении ремонтных работ опорных конструкций.
Опыт осуществления подводной сварки пока невелик, но уже очевидно, что качество сварных соединений и технология сварочного процесса нуждается в совершенствовании.
разновидности подводной сварки
В настоящее время применяют 4 основных метода подводной сварки:
Сварка в сухой глубоководной камере;
Сварка в рабочей камере (водолазный колокол);
Сварка в портативном сухом боксе;
Мокрая сварка.
Подводная сварка в сухой среде
Сварку
выполняют в
сухой глубоководной
камере, которая
вмещает в себя
как сварщика,
так и сварной
узел. Сварка
в такой камере
осуществляется
в абсолютно
сухой среде.
Сварные швы,
полученные
в ней, не отличается
по качеству
от сварных
швов, сделанных
на суше. Однако
сухая глубоководная
камера очень
громоздка, Ее
сооружение
длительный,
дорогостоящий
и сложный процесс,
требующий
использования
вспомогательных
судов и плавучих
кранов. Для
создания естественной
среды камеру
с открытым дном
или подводную
сварочно-монтажную
камеру устанавливают
на места будущих
соединений
труб. После
того как между
трубой и камерой
помещены уплотнения,
а внутри труб
– пневматические
заглушки, газ,
находящийся
в водолазном
снаряжении,
вытеснят морскую
воду из камеры.
Затем сварщик-водолаз
входит в камеру
и выполняет
сварку в сухой
среде. Термин
"сварка в сухой
среде" обозначает
сваривание
при высоком
гидростатическом
давлении
сварщиком-водолазом,
полностью
находящимся
в сухой среде,
созданной под
водой.На рис.
2.1 представлен
барокомплекс
состоящий из
гидротанка,
жилого и шлюзового
модулей. Гидротанк
барокомплекса
имеет диаметр
3,7 м и состоит
из двух отсеков:
верхнего и
нижнего, заполненного
водой. Жилой
модуль (внутренний
диаметр 2,14м)
одновременно
является
декомпрессионной
камерой и соединяет
верхнию часть
гидротанка
со шлюзовым
модулем. Шлюзовой
модуль ,в котором
всегда поддерживается
атмосферное
давление,
используется
в случае необходимости
принять людей
или передать
крупные прдметы
в жилой модуль,
в то время когда
он находится
под давлением.
Гидротанк и
жилой модуль
оборудованы
индивидуальными
системами
жизнеобеспечения,
которые поддерживают
нужную температуру,
влажность,
парциальное
давление кислорода;
удаляют из
камеры двуокись
углерода и
другие вредные
примеси, обусловленные
жизнедеятельностью
организма.
Сварщики вдыхают
смесь гелия
и кислорода,
в которой в
независимости
от глубины
поддерживается
парциальное
давление кислорода
29,4 кПа.
Для сварки в барокамерах применяют то же сварочное оборудование, такой же электродержатель, шланг-кабель, токоподвод и т. д., что и в естественных условиях. Так же используют оборудование для удаления паров и продуктов сгорания, корректор речи в гелиево-кислородной среде, телевизионную установку с монитором внутри модуля, газоанализатор и пр.
При погружении на небольшой период времени пользуются следующими режимами декомпрессии:
| Глубина, м | Время на глубине, мин | Время декомпрессии, ч |
| 75 | 30 | 2 |
| 75 | 60 | 5 |
| 93 | 30 | 3,3 |
| 93 | 60 | 9 |
| 137 | 30 | 12 |
| 137 | 60 | 22 |
Поскольку время пребывания на дне ограничено, а обычный промежуток между погружениями составляет 2 ч, представляется целесообразным для осуществления всех водолазных работ, за исключением кратковременных осмотров, использовать метод погружения, при котором ткани тела водолаза, работающего под водой, насыщается инертным газом. Скорость насыщения зависит в основном от глубины погружения и времени нахождения под водой. Время декомпрессии зависит от количества растворенного газа. С наступлением состояния насыщения время декомпрессии становится постоянным и зависит от дальнейшей экспозиции. Это явление позволяет осуществлять подъем водолазов после погружения в колоколе, в котором сохраняется давление, равное глубине погружения, до тех пор, пока водолазы не перейдут в декомпрессионную камеру на палубе, в которой поддерживается такое же давление. Таким образом, удается избежать декомпрессии между отдельными погружениями и предоставить отдых водолазам.
Метод длительного пребывания позволяет водолазам проводить на глубине более длительный период, а время декомпрессии при этом не увеличивается. Недостаток этого метода – использование дополнительного оборудования и привлечение дополнительного обслуживающего персонала, что ведет к большим затратам материальных средств.
Кроме водолазного колокола может быть использован погружаемый аппарат с выходом водолаза через шлюзовое устройство.
На рис.2.2 представлен общий вид системы с использованием сварочно-монтажных камер с нормальным атмосферным давлением.
П
риведенная
система позволяет
решить проблемы
связанные с
декомпрессией
сварщиков-водолазов.
Очевидно, что
оборудование
такой камеры
весит немало
и центрирование
труб занимает
много времени,
но гарантируемое
качество сварных
швов оправдывает
затраты времени.
Доставка персонала осуществляется сухим способом в камере с атмосферным давлением.
Применение глубоководной водолазной техники уже оправдало себя на глубине до 200 м, в настоящее время возможно погружение на глубину до 300 м.
Пока ни одно приспособление не может заменить мастерство водолазов и их способность двигаться в ограниченных пространствах в районе свариваемого соединения. Однако на глубине 600 м возникает физиологический и медицинский барьер, не позволяющий дальнейшее погружение. На глубинах от 300 до 600 м погружение водолазов следует рассматривать лишь как крайнюю необходимость, а работы на глубинах свыше 600 м должны осуществляться посредством дистанционно управляемых рабочих комплексов, а также подводных аппаратов с нормальным давлением.
3. сухая глубоководная (гидросварка)
Для осуществления гидросварки необходимо обеспечить локализованную стабильную сухую газовую среду вокруг свариваемого соединения и сварочной головки при помощи изготовленных по особому заказу камер или при помощи легких портативных боксов. В обоих случаях непрерывная полуавтоматическая сварка электродной проволокой осуществляется в сухой среде.
Закрепляемое на месте сварки заграждение, называемое гидробоксом, изготавливают частично или полностью из прозрачного материала. Бокс должен плотно прилегать к свариваемому соединению и обеспечивать герметичность. Основание бокса делается открытым для возможности ввода в нее водолазом-сварщиком сварочной головки. Для вытеснения из бокса воды и создания сухой среды в него подается смесь инертных газов под соответствующим давлением. Через прозрачные стенки бокса сварщик может наблюдать за дугой и сварочной ванной. Гидробокс обычно изготовляют по специальному заказу, при необходимости его можно быстро и просто изготовить на месте.
 На
рис.1. изображен
гидробокс для
ремонта вертикального
трубопровода.
На
рис.1. изображен
гидробокс для
ремонта вертикального
трубопровода.
Плавящаяся электродная проволока подается с определенной скоростью через гибкий шланг к водонепроницаемой сварочной головке, находящейся в руках водолаза-сварщика. Инертный газ может подаваться к головке для того, чтобы выпускаться вместе со сварочной проволокой и защищать сварочную дугу, возникающую между концом электрода и свариваемого участка.
Установка подачи проволоки, которая включает механизм подачи проволоки, тяговый привод и катушку проволоки в водонепроницаемом кожухе, располагают под водой недалеко от места сварки. В кожухе при помощи системы подачи газа постоянно поддерживается давление газа больше, чем давление окружающей воды. Напряжение подается на дугу от источника постоянного тока, находящегося на поверхности и подсоединенного к электродной проволоке и свариваемому участку. Защитный газ, силовой кабель и кабель для контрольно-измерительных приборов подаются к установке подачи проволоки, а значит, и к головке при помощи одного шланг-кабеля.
К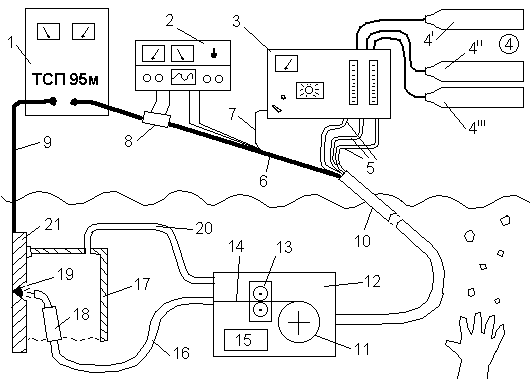
онтроль
за проведением
сварки, подача
проволоки и
прочее осуществляются
с находящегося
на поверхности
пульта управления,
где расположены
контрольно-измерительные
приборы, позволяющие
регулировать
процесс сварки,
освобождая
от этой обязанности
водолаза. Связь
водолаза с
пультом управления
непрерывно
поддерживается
по радио, хотя
контрольно-измерительные
приборы позволяют
достаточно
точно регулировать
процесс сварки.
Оборудование
для полуавтоматической
подводной
сварки с непрерывной
подачей проволоки
схематически
изображено
на рис.2.
Рис.2 . Оборудование для сухой глубоководной полуавтоматической сварки.
1 – источник энергии (генератор постоянного тока или импульсный генератор); 2 – контрольно-измерительная аппаратура; 3 – контрольный блок (подача газа, скорость подачи проволоки и пр.); 4 – запасы газа (4' – агрегат подачи проволоки; 4'' – защитный газ для сварочной головки; 4''' – газ для гидробокса); 5 – шланг для подачи газа; 6 – силовой кабель; 7 – шланг для подачи проволоки; 8 – шунт; 9 – земля; 10 – центральный кабель; 11 – катушка с проволокой; 12 – подводный агрегат подачи проволоки; 13 – тянущие валки; 14 – плавящаяся проволока; 15 – мотор; 16 – герметичный шланг-кабель; 17 – гидробокс; 18 – головка полуавтомата; 19 – сварочная дуга; 20 – подача газа в гидробокс; 21 – свариваемое изделие.
4. Мокрая сварка
1. Ручная дуговая сварка
2. Полуавтоматическая сварка
4. 1 СУЩНОСТЬ ПРОЦЕССА
Способ
дуговой сварки
под водой основан
на способности
дуги устойчиво
гореть в газовом
пузыре при
интенсивном
охлаждении
окружающей
водой (рис 4.1).
Газовый пузырь
образуется
за счёт испарения
и разложения
воды, паров и
газов расплавленного
металла и обмазки
электрода.
Вокруг горящей дуги выделяется большое количество газов, что приводит к повышению в газовом пузыре и частичному выделению газов в виде пузырьков на поверхности воды. Вода разлагается в дуге на свободный водород и кислород; последний соединяется с металлом образуя окислы. Взвешенные в воде продукты сгорания металла и обмазки, состоящие преимущественно из окислов железа, образуют облако взвесей, которое затрудняет наблюдение за дугой.
Устойчивое горение дуги под водой можно объяснить принципом минимума энергии Штеенбека, т.е. условное охлаждение какого-либо участка дуги компенсируется увеличением количества выделяемой энергии на нем. Для компенсации тепловых потерь из-за охлаждающего действия воды и наличия большого количества водорода напряжение на дуге под водой требуется более высокое напряжение (30-35В). Сварку под водой выполняют на постоянном и переменном токе. На постоянном токе дуга горит более устойчиво, чем на переменном, т.к. постоянный ток разлагает воду еще до возбуждения дуги, а переменный ток разлагает воду и образует газовый пузырь в момент короткого замыкания под действием высокой температуры.
С увеличением глубины и давления окружающей среды устойчивость дуги не нарушается; возрастает только напряжение и увеличивается ток.
Подводная сварка возможна в пресной речной и соленой морской воде. В качестве источников питания используют однопостовые и многопостовые сварочные агрегаты, сварочные преобразователи и трансформаторы, имеющие напряжение холостого хода 70-110 В.
4. 2. особенности прОцесса
Продукты разложения воды – водород и кислород, находящийся в зоне дуги, оказывает заметное влияние на качество сварных швов. Водород интенсивно растворяется в жидком металле, вызывая охрупчивание швов, а кислород окисляет сталь и в первую очередь содержащиеся в ней легирующие элементы. Окислы частично всплывают, переходя в шлак, и частично остаются в металле шва в виде неметаллических включений, уменьшающие вязкость и пластические свойства металла шва.
Из-за непосредственного контакта с водой основного металла и металла шва теплоотдача низкоуглеродистой стали значительно выше, чем при сварке на воздухе, что может привести к появлению закалочных структур в металле шва и в зоне термического влияния.
Наличие повышенного давления и охлаждающее действие среды приводят к сжатию столба дуги и повышение температуры последнего. Это может увеличить температурный градиент металла шва и вызвать перегрев электродного металла.
Водолаз-сварщик заключен в водонепроницаемый костюм и находится в плотной среде, стесняющей его движение, кроме того, на него действует дополнительное гидростатическое давление, снижающее его подвижность. Водолаз находится в весьма неустойчивом положении с небольшой отрицательной плавучестью.
Ухудшенная видимость и наличие подводных течений создают неблагоприятные условия как для существования дугового разряда, так и для работы водолаза-сварщика, отрицательно сказываясь на качестве швов и производительности процесса.
Мокрая сварка имеет множество практических преимуществ: сварщик может осуществлять сварку в местах недоступных другими способами; ремонтные работы можно проводить быстрее и с меньшими затратами.
4. 3. ручная дуговая сварка
При сварке под водой выполняют соединения внахлестку, тавровые, угловые, реже стыковые, причем чаще всего способом опирающегося электрода. Горение дуги отличается в этом случае высокой стабильностью. Сварщик перемещает дугу без колебаний поперек шва с сохранением угла наклона электрода. Способом опирающегося электрода можно сварить швы во всех пространственных положениях. Сварку в вертикальном положении производят сверху вниз, при этом электрод наклонен в сторону ведения сварки. Силу тока при подводной сварке опирающимся электродом в нижнем положении устанавливают выше, чем при сварке в обычных условиях (табл 2.1).
Режимы ручной подводной сварки
Таблица 4.1.
| Марка электрода | Диаметр электрода, мм | Сила тока, А | Род тока, полярность | Коэффициент наплавки, г/А*ч |
| ЭП-35 | 4-5 | 220-240 | постоянный, прямая | 6,0-6,5 |
|
УОНИ-13/45П ЭПС-5 |
4 4 5 |
200-220 160-220 250-270 |
постоянный, прямая и обратная |
6,3-7,0 9,2-9,8 |
| ЭПО-55 |
4 5 |
240-260 200-275 |
постоянный, прямая и обратная; переменный | 6,7-9,7 |
| ЭПС-52 |
4 5 |
160-200 200-250 |
постоянный прямая; переменный | 5,3-7,9 |
4. 4. полуавтоматическая сварка
Перспективной является полуавтоматическая сварка, сочетающая механическую подачу проволоки в зону дуги с маневренностью и универсальностью ручной сварки (рис.4.4). Кроме того, механическая подача проволоки позволяет длительное время вести процесс сварки без перерывов. Так как проволока имеет меньший диаметр, чем электрод, и не имеет покрытия, создаются благоприятные условия для наблюдения процесса управления формированием шва.
Создание мокрого способа полуавтоматической сварки было связано с большими трудностями. Проведенные предварительные опыты показали, что швы получаются узкими, высокими, с неудовлетворительным качеством поверхности. Кроме того, в швах было обнаружено значительное количество пор и неметаллических включений. Механические свойства этих швов оказались недопустимо низкими.
Использование для защиты дуги аргона и особенно углекислого газа позволяет не значительно понизить содержание водорода в металле шва.
Более
эффективным
способом защиты
дуги от вредного
воздействия
окружающей
среды является
использование
порошковой
проволоки.
Разработанная
в институте
электросварки
им. Е.О. Патона
порошковая
проволока марки
ППС-АН1 (диаметр
1,2 – 2,0 мм) позволяет
обеспечить
стабильное
горение дуги
и получение
(на низкоуглеродистых
и низколегированных
конструкционных
сталях) сварных
соединений,
равнопрочных
основному
металлу.
Для механизированной подводной сварки и резки разработаны и применяются полуавтоматы типа ППСР–300–2, "НЕПТУН". Полуавтоматом ППСР – 300 – 2 (рис. 4.4) можно сваривать сталь толщиной 4 мм и более, резать сталь толщиной до 25 мм на глубине до 60 м. В качестве защиты используют углекислый газ. Полуавтомат рассчитан на номинальную силу тока 300 А. Скорость подачи сварочной проволоки диаметром 1,2 или 1,6 мм регулируется в пределах 6,6 – 21,6 см/с. При зарядке кассеты проволокой в количестве 4 – 5 кг сварщик может непрерывно работать 2 – 2,5 ч.
4. 5. Сварочные материалы
Для ручной дуговой сварки под водой используют электроды диаметром 4-6 мм (рис.4.1) из сварочной проволоки марок Св-08, Св-08А, Св-08ГА, Св-08Г2, а для полуавтоматической сварки – проволоки марок СВ-08Г2С, ППС-АН1. Наибольшее применение получили электроды марок ЭПС-5 и ЭПС-52, имеющие в составе покрытия ферросплавы, что улучшает химический состав и механические свойства металла шва. Водонепроницаемость покрытия достигается пропиткой такими составами, как парафин, раствор целлулоида в ацетоне, раствор синтетических смол в дихлорэтане, нитролаке и др.
Для подводной сварки применяют специальные электрододержатели, которые имеют надежную электроизоляцию по всей поверхности. Смена электрода производится только после отключения сварочного тока.
5. ПОДВОДНАЯ РЕЗКА
В данном разделе приводится обзор существующих в настоящее время методов подводной резки.
В подводных условиях применяют различные способы резки:
механические;
термические;
кумулятивные (взрывом).
Наибольшее распространение получили способы термической резки:
электродуговая;
электрокислородная;
газокислородная;
плазменная.
При подводной резке используется тепло концентрированных источников дуги или плазмы и тепло, выделяющееся в результате химического взаимодействия кислорода с металлом. Поскольку разрезаемый металл находится в воде и интенсивно охлаждается, то источник тепла должен иметь высокую концентрацию его в месте реза.
5.1. электродуговая резка
Подводная электродуговая резка отличается от дуговой подводной сварки повышенными значениями сварочного тока и приемами выполнения работ. Поэтому дуговую резку под водой можно выполнять на том же оборудовании, что и подводную сварку. Целесообразно использование постоянного тока прямой полярности, так как это приводит к выделению большого количества тепла в полости реза.
Электроды для резки отличаются от электродов для сварки размерами, толщиной и составом обмазки. Электроды изготовляются из проволоки диаметром 5 – 7 мм, длинной 500 – 700 мм.
При выборе режимов тока для резки следует применять коэффициент K равным 60 –80 А/мм. Практикой установлено, что электродами диаметром 5 мм можно успешно резать металл толщиной больше 50 мм при силе тока 350 – 500А.
Режимы резки, обеспечивающие максимальную производительность процесса, находят опытным путем.
Резка осуществляется непрерывным перемещением электрода. Она начинается с кромки или отверстия и производится пилообразными движениями конца электрода. Металл не большой толщины (до 10 –15 мм) разрезается непрерывным перемещением конца электрода вдоль линии реза (рис. 5.1.1). При резке металла большой толщины (рис.5.1.1) движение электрода от верхней поверхности к нижней осуществляется медленно, подъем его к верху – быстро.
Из табл.5.1. видно, что с увеличением толщины металла производительность дуговой резко падает, а расход электродов на один погонный метр реза растет.
Производительность и расход электродов при резке
Таблица 5.1.
|
Толщина изделия, мм |
Производительность, м/ч |
Расход электродов при резке, шт/м |
Толщина изделия, мм |
Производительность, м/ч |
Расход электродов при резке, шт/м |
|
5 10 15 20 |
1,3 0,8 0,6 0,4 |
3 7 15 40 |
30 40 50 60 |
0,3 0,22 0,17 0,14 |
80 120 150 200 |
5.2. электрокислородная резка
Электрокислородная резка впервые применена в 1915г и в настоящее время является самой распространенной. Способ электрокислородной резки удачно объединил преимущество дугового разряда и струи режущего кислорода. За счет тепла дуги происходит нагрев и плавление металла, а за счет струи кислорода – сгорание и выдувание металла из полости реза. В основном применяют трубчатые электроды с осевым каналом для режущего кислорода и специальные электроды из карборунда.
Стержни электродов изготовляют из толстостенной цельнотянутой трубки из малоуглеродистой стали наружным диаметром 5 – 7 мм и внутренним 1,5 – 2 мм (см. рис. 5.2.1). Длина электродов 350 – 400 мм. Трубчатый электрод покрывают обмазкой толщиной 1 – 1,2 мм. Время сгорания такого электрода 1 мин. Электроды из карборунда получили название керамических (рис. 5.2.1). Керамический электрод из карборунда длиной 250 мм сгорает через 15 мин. Однако из-за больших размеров (диаметр 15 – 20 мм) керамические электроды могут быть рекомендованы для резки сплошного металла толщиной до 30 мм.
Для электрокислородной резки применяют электродержатели специальной конструкции типа ЭКД4 и ЭКД4 – 60 (рис. 5.2.2).
Электрокислородную
резку применяют
для резки черных
и цветных металлов
толщиной
до 100 – 120 мм на
глубинах до100
м. По производительности
электрокислородная
резка электродуговой
и газокислородной
резки (табл.
5.2).
Показатели электрокислородной резки
Таблица 5.2
|
Толщина металла, мм |
Сила тока, мм |
Давление кислорода, кгс/см2 |
Время резки 1 пог. м, мин |
Расход электродов, шт/м |
|
10 15 20 30 40 50 60 80 100 |
200 220 250 275 300 320 350 350 350 |
2 3 4,5 5,5 6 6,5 7 9 11 |
23 33 45 60 90 105 120 145 180 |
5 6 8 10 12 15 18 24 30 |
Электрокислородная резка на полуавтомате типа ППСР-300-2 осуществляется путем непрерывной подачи проволоки и концентрического обдувания ее струей кислорода, поступающего в режущую приставку головки полуавтомата (рис. 4.4).
Большая концентрация тепла и узкая струя кислорода обеспечивают резку металла толщиной 25 мм при силе тока 300А и давлении кислорода 6 кгс/см2 со скоростью до 4 м/ч. Разработан способ дуговой резки углеродистой и нержавеющей стали и алюминия толщиной до 45 мм, который основан на выплавлении металла дугой, горящей между порошковой проволокой и разрезаемым металлом, с одновременной подачей в полость реза интенсивной струи воды. Резка при этом способе приводится постоянным током обратной полярности на режимах: сила тока 500-1000 А; напряжение 20-30 В; давление воды 5-10 кгс/см2; расход воды 6-12 л/мин; скорость резки до 14 м/ч.
5.3. ГАЗОКИСЛОРОДНАЯ РЕЗКА
Газокислородная резка основана на сгорании металла в струе кислорода и выдувании окислов и металла из полости реза. Она возможна только при постоянном существовании газового пузыря вокруг подогревающего пламени (рис. 3.3). Создание газового пузыря возможно за счет продуктов сгорания подогревающего пламени, для которого используют ацетилен, водород, другие углеводороды и бензин. Устойчивость пузыря обеспечивается специальной конструкцией наконечника подводного резака и подачей защитного газа – воздуха или кислорода. В воде металл интенсивно охлаждается и поэтому для его подогрева требуется пламя в 10-15 раз больше, чем для аналогичных работ на воздухе.
Наибольшее
распространение
получили
водородно-кислородная
и бензокислородная
резка. Подогревающее
пламя образуется
за счет водородно-кислородной
смеси, подаваемой
по кольцевому
каналу между
мундштуками
1 и 2 (рис. 5.3.1).
Между наружным
колпачком 3 и
мундштуком
2 подается сжатый
воздух для
создания пузыря
и предохранения
пламени от
соприкосновения
с водой. Режущий
кислород поступает
по центральному
каналу мундштука
4.
Водород и кислород поступают по шлангам из баллонов, а воздух по отдельному шлангу от компрессора или баллона. На глубине 30-40 м водородно-кислородным резаком можно резать сталь толщиной до 70 мм; рабочее давление газов составляет, кгс/см2: 6,6 – кислород, 5,5 – водород, 5 – воздух. Средний часовой расход водорода и кислорода 4-10 м3, воздуха 20 м3.
Использование бензина для подводных работ стало возможным благодаря разработке новых конструктивных принципов построения бензорезов, сущность которых состоит в том, что бензин предварительно не испаряется, а распыляется кислородом и в зону подогревательного пламени подается в виде тончайшей бензиновой пыли. Продукты сгорания пламени содержат много неконденсирующихся газов, образующих устойчивый газовый пузырь, что исключает подведения дополнительного воздуха или кислорода, упрощает и удешевляет установку и ее эксплуатацию.
Схема
установки для
питания резака
бензином и
кислородом
показана на
рис. 5.3.2. В комплект
установки
входит батарея
из 6-12 баллонов
кислорода,
баллоны с бензином
и азотом, батарея
аккумуляторов,
резак и электрозажигалка.
На пульте управления
для понижения
давления установлены
два кислородных
редуктора и
азотный редуктор.
Бензин подается
под давлением
азота. Бензорез
за 1 час расходует
30-50 м3
кислорода,
10-20 кг бензина;
расход азота
незначителен.
Скорость резки
бензино-кислородным
пламенем выше,
чем водородно-кислородным,
на 20-30%.
Ацетилен в качестве горючего газа применяется редко, т.к. ацетилен под давлением является сильно выраженным эндотермическим продуктом и на глубине 5-15 м, разлагается на составляющие – углерод и водород.
Газокислородную резку чаще всего применяют для разрезания сталей и материалов, которые легко окисляются. Применять газокислородную в чистом виде для цветных металлов и сталей, устойчивых к действию коррозии, невозможно.
Для газокислородной резки требуется более высокая квалификация резчиков, чем для электрокислородной резки, но оборудование проще и компактнее
5.4. ПЛАЗМЕННАЯ РЕЗКА
Для плазменно-дуговой резки разработана специализированная установка типа ОППР-1, обеспечивающая резку в пресной и морской воде. Плазменную резку металла толщиной 8-40 мм на глубинах до 10 м производят при силе тока 200-600 А и напряжении дуги 120-140 В со скоростью 5-24 м/ч.
Применение плазмотронов с циркониевым катодом позволяет использовать сжатый воздух, который повышает тепловую мощность плазменной дуги и улучшает ее режущие способности. Присутствие кислорода в воздухе повышает эффективность резки стали Ст3С (табл. 5.4)
Эффективность воздушно-плазменной резки
Таблица 5.4
|
Толщина металла, мм |
Скорость резки, м/ч |
||
| Электрокислородная | Плазменно-дуговая | воздушно-плазменная | |
|
12 20 40 |
7,8 4,1 2,1 |
25,5 19,8 10 |
210 60 18 |
Обеспечение безопасности. Сдерживающим фактором внедрения плазменной резки является обеспечение безопасной эксплуатацией электрооборудования. При использовании ОППР-1 в соленной воде измерялось напряжение между различными частями макета водолазного снаряжения и оборудования, когда напряжение разомкнутой цепи составляло 180 В и токи утечки 70 А. Максимальная разница потенциала (14 В) наблюдалась между правой рукой и правой галошей макета водолаза. Следовательно, процесс плазменной резки может быть безопасным, если резак достаточно изолирован.
6. Организация работ при подводной сварке и резке
Успех сварки под водой в значительной степени зависит от четкой и правильной организации работ.
Кадры подводных сварщиков и резчиков готовятся из опытных водолазов достаточно высокой квалификации. Работы производятся в тяжелом мягком водолазном снаряжении, в зимних рубахах с закрытыми кистями рук. Обязательно исправная телефонная связь с водолазом.
Вся аппаратура должна быть высокого качества в полной исправности, и, безусловно, проверена.
Подводная сварка, дуговая и электрокислородная резка производятся, как правило, на постоянном токе прямой полярности. Переменный ток не рекомендуется из-за меньшей устойчивости дуги и повышенной опасности для работающих.
Для питания током пригодны электросварочные агрегаты, применяемые для надводных работ, без всяких переделок в них. Часто применяется передвижная электростанция трехфазного тока с приводным двигателем внутреннего сгорания, а от нее уже питаются сварочные агрегаты с приводными электромоторами. При отсутствии достаточно мощных агрегатов применяется параллельное их соединение по два и по три на одну дугу, например, при дуговой резке.
Для поддержания всего оборудования и аппаратуры в исправном состоянии в составе бригады должен быть квалифицированный электромеханик. Необходимо строгое соблюдение правил техники безопасности. При работах с дугой для защиты зрения водолаза в передний иллюминатор шлема обычно накладывается изнутри цветное стекло, закрывающее часть стекла иллюминатора. Меняя положение головы, водолаз может смотреть через защитное цветное стекло или помимо него через бесцветное стекло иллюминатора. При подводных работах излучения дуги сильно ослаблены, слоем воды и менее опасны для зрения, чем на воздухе. Защитные стекла берутся сравнительно светлые, затемненность стекла подбирается в соответствии со степенью прозрачности воды.
Вследствие электропроводности воды все металлические предметы в зоне работ оказываются включенными в сварочную цепь через воду. Прикосновение электрода к любому металлическому предмету, в том числе и металлическим частям водолазного снаряжения, зажигают дугу. Случайное прикосновение электрода к шлему и манишке (нагруднику) водолаза мгновенно создает сквозные прожоги. Поэтому шлем и манишка должны быть оклеены резиной, брезентом или покрыты прочным лаком.
Смена электродов должна производиться при выключенном токе, о чем водолаз сообщает по радио.
Должны быть приняты все меры, обеспечивающие безопасность и удобство работы водолаза, с ограждением его от волн и течения воды; создана возможность работать в удобном положении, в необходимых случаях должно быть устроено подводное освещение. Все эти меры повышают производительность труда и снижают стоимость работ.
приложение
Основные методы резки под водой
Таблица
| Метод |
Глубина, на которой производилась резки, м |
Применение на практике | Преимущества | Недостатки |
|
Газокислородная: ацетилено-кислородная водордно-кислородная бензино-кислородная |
13 |
Не используется |
Более высокая температура, чем при водородно-кислородной |
При давлении свыше 0,2 МПа ацетилен нестабилен |
| 100 (300) |
Для ферритных материалов толщиной до 40 мм |
Топливный газ имеет наиболее благоприятные характеристики давления |
Высркая квалификация резчика |
|
| 100 | То же |
Несложность сохранения жидкого топлива под давлением. |
||
|
Электро-кислородная: стальные трубчатые электроды керамические трубчатые электроды дуговая металлическими электродами |
180 |
Для ферритных материалов толщиной до 40 мм |
Простое портативное оборудование. Несложность выполнения резки. |
Необходимость частой смены электродов |
| 120 |
Для ферритных материалов толщиной до 40 мм |
Простое оборудование. Несложность выполнения резки. Легкие электроды |
Ломкость электродов. Более медленная резка. |
|
| 60 |
Для чугуна, аустенитных сталей цветных металлов. |
Используется то же оборудование, что и для мокрой сварки металлическим электродом |
Высокая квалификация резчика. Очень медленный процесс |
|
| ПЛАЗМЕННАЯ | 10 |
Для реза и скоса кромок всех металлических материалов толщиной до 75 мм |
Высокая скорость резки, точность и аккуратность получаемых разрезов. Процесс в 2-5 раз быстрее, чем при электрокислородной резке. |
Высокая опасность пораженья электрическим током (высокое напряжение). Необходимо дальнейшее совершенствование метода. |
содержание
Введение
Разновидности подводной сварки
Сварка в сухой среде камеры
Сварка в гидробоксе
Мокрая сварка
Сущность процесса
Особенности процесса
Ручная дуговая сварка
полуавтоматическая сварка
Сварочные материалы
оборудование
Подводная резка
электродуговая резка
электрокислородная резка
Газокислородная резка
Плазменная резка
6. Организация работ при подводной сварке и резке
20
Федосеев А.С. гр. ТСП-95мсодержание
Введение
Разновидности подводной сварки
Сварка в сухой среде камеры
Сварка в гидробоксе
Мокрая сварка
Сущность процесса
Особенности процесса
Ручная дуговая сварка
полуавтоматическая сварка
Сварочные материалы
оборудование
Подводная резка
электродуговая резка
электрокислородная резка
Газокислородная резка
Плазменная резка
Организация работ при подводной сварке и резке