
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Физические свойства вакуумно-плазменных покрытий для режущего инструмента
Реферат: Физические свойства вакуумно-плазменных покрытий для режущего инструмента
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ФИЗИЧЕСКИЙ ФАКУЛЬТЕТ
КАФЕДРА ФИЗИКИ ТВЕРДОГО ТЕЛА
Физические свойства вакуумно-плазменных покрытий для режущего инструмента
Курсовая работа студента 3-го курса
Эйзнера А.Б.
Минск 2001 г.
Аннотация.
В процессе работы режущего инструмента, основная нагрузка приходится на его рабочую поверхность, что, в конечном счете, приводит к частичному или полному износу последней. Существует ряд технологических способов обработки рабочей поверхности, направленных на ее упрочнение, наиболее прогрессивным и эффективным из которых является метод нанесения на поверхность инструмента покрытий из твердых соединений.
В работе рассматриваются основные способы нанесения износостойких покрытий на поверхность режущего инструмента; производится обзор соединений металлов с кислородом, азотом и углеродом, как основы для защитных покрытий; приводятся некоторые характеристики наиболее часто используемых в производстве покрытий.
Оглавление.
1. Введение.......................................................................................................................... 3
2. Трение и износ твердых тел ........... 3
3 Технологические способы обработки поверхности................................................... 4
4. Основные требования к покрытиям .............................................................. 6...........
5. Способы нанесения износостойких покрытий ............................................ 6...........
6. Классификация износостойких покрытий для режущего инструмента... 11
6.1. Основные положения........................................................................... 11...........
6.2. Одноэлементные, однослойные покрытия ...................................... 12...........
6.2.1 Соединения, используемые в качестве покрытий ............... 12...........
6.2.2 Характеристики одноэлементных, однослойных покрытий 13
6.3. Многослойные покрытия................................................................... 17...........
7. Вывод............................................................................................................................... 22
1. Введение.
Одним и наиболее важным показателем эксплуатации режущего инструмента является его работоспособность, определяющая состояние, при котором режущий инструмент выполняет свою работу, имея износ рабочих поверхностей, меньший критического значения. Обеспечить максимизацию
работоспособности, значит повысить рост производительности труда, сэкономить дорогостоящий материал, энергию и трудовые ресурсы.
Работоспособность режущего инструмента может быть повышена благодаря такому изменению поверхностных свойств инструментального материала, при котором контактная поверхность инструмента будет наиболее эффективно сопротивляться абразивному, адгезионному, коррозийно-окислительному и др. видам износа как при комнатной, так и при повышенной температурах. Так же инструментальный материал должен обладать достаточным запасом прочности при сжатии, изгибе, приложении ударных нагрузок.
Большинство инструментальных материалов обладают лишь несколькими из указанных выше свойств, что резко снижает их область применения. Например, инструменты из быстрорежущей стали обладают относительно невысокой теплостойкостью, средней твердостью, небольшими прочностью при изгибе и ударной вязкостью; керамические режущие инструменты имеют повышенную твердость, износостойкость и высокую теплопроводность, но им присущи низкая ударная вязкость и повышенная хрупкость.
2. Трение и износ твердых тел.
Внешнее трение твердых тел имеет двойственную (молекулярно-механическую или адгезионно-деформационную) природу. Контактирование твердых тел вследствие волнистости и шероховатости их поверхности происходит в отдельных зонах фактического касания. Суммарная плоскость этих зон – площадь касания, в пределах нагрузок невелика, это приводит к возникновению в зонах касания твердых тел значительных напряжений, нередко приводящих к появлению поверхностных пластических деформаций.
Деформирование поверхностных слоев подвижных спряжений, рабочих органов машин и оборудования приводит к их частичному или полному изнашиванию.
Из большего количества видов износа можно выделить основные:
- адсорбционно-коррозионно-усталостный (АКУ), абразивный
- молекулярный (адгезионный) аэро- и гидроабразивный, коррозийный
АКУ износ широко распространен в подвижных спряжениях, хороше защищенных от проникновения в них абразивы. Объясняется это тем, что при скольжении, внедрившиеся микронеровности более жесткого тела деформируют поверхностные слои менее жесткого. При этом деформация самих микронеровностей значительно меньше и ей можно пренебречь, считая микронеровности абсолютно жесткими. Деформирование поверхностных слоев менее жесткого тела приводит к уменьшению концентрации легирующих элементов в отдельных микрообъемах деформируемых слоев. Это служит очагом зарождения полос течения, которые возникают в более напряженных областях поверхностных слоев. В полосах течения при деформировании передвигаются дислокации, что повышает их концентрацию у границ пересечения. Взаимодействие дислокаций в этих местах приводит к разрыхлению в них материала и образованию микропор.
В дальнейшем микропоры сливаясь образуют микротрещины, которые объединяются в макротрещины. Макротрещины по мере силовых воздействий твердых тел в процессе трения увеличиваются в размерах и объединяются, приводя к появлению части износа.
При абразивном износе микронеровности более жесткого тела, частицы окружающей среды или продукты износа внедряются в поверхность менее жесткого из взаимодействующих тел, что приводит к его износу. Если внедряются микронеровности более жесткого тела в поверхность менее жесткого, то деформируя последнюю, они могут вызвать появление стружки. При износе под действием частиц окружающей среды или продуктов износа происходит внедрение микронеровностей в менее жесткое тело, а затем износ этими частицами поверхности более жесткого тела.
Аэро - и гидроизнос происходит в результате воздействия на поверхность материала твердых частиц, движущихся в потоках газа или жидкости.
Молекулярный (адгезионный) износ – разрушение связей, возникающих в результате межатомных и межмолекулярных взаимодействий.
Эти связи происходят между пленками, покрывающими поверхность твердого тела. Износ происходит, когда фрикционная связь на границе раздела оказывается прочнее, чем нижележащий материал.
Коррозийный износ распространен в средах ( в смазочной и рабочей) содержащих коррозийно-активные вещества [1].
3. Технологические способы обработки поверхности.
Существует три основные способа обработки рабочей поверхности инструмента, направленных на повышение ее прочности.
Термообработка. Высокую поверхностную прочность обеспечивает изотермическая закалка, а также термомеханическая обработка поверхности детали.
При поверхностной закалке (газопламенная закалка) и химико-термической обработке (цементование) упрочнение обусловлено главным образом возникновением в поверхностном слое остаточных сжимающих напряжений вследствие образования структур большего удельного объема (нитриды и карбонитриды при нитроцементации и азотировании), чем структуры основного металла. Расширение поверхностного слоя тормозит сердцевина, сохраняющая исходную перлитную структуру, вследствие чего в поверхностном слое возникают двухслойные напряжения сжатия. В нижних слоях развиваются реактивные растягивающие напряжения, имеющие малое значение, из-за незначительности сечения термически обработанного слоя сравнительно с сечением сердцевины. Создание предварительных напряжений сжатия снижает среднее напряжение в области сжатия, тем самым повышается предел выносливости.
Газовая закалка повышает предел выносливости по сравнению с исходной конструкцией из необработанной стали в 1.85 раза.
Наиболее эффективным способом обработки является азотирование, которое практически полностью устраняет внешних концентраторов напряжений. Азотирование не вызывает изменения формы и размеров детали. Азотированный слой обладает повышенной коррозие - и термостойкостью. Твердость и упрочняющий эффект сохраняются вплоть до температур
500-600 оС.
Оптимальные толщины слоя уплотнения при цементации 0.4-0.8 мм, цементовании и азотировании 0.3-0.5 мм, закалке с нагревом и газовой закалке 2-4 мм.
Упрочнение поверхности пластической деформацией. Поверхностное пластическое деформирование (ППД) – наклеп поверхностного слоя на глубину 0.2-0.8 мм с целью создания в нем остаточного напряжения сжатия. При наклепе поверхностный слой расплющивается. Удлинению поверхностного слоя препятствует сила сцепления с нижележащими слоями металла. Вследствие этого в наклепанном слое возникают двухосные напряжения сжатия, а в толще основного металла незначительные реактивные напряжения растяжения. Складываясь с рабочими напряжениями растяжения, остаточные напряжения сжатия уменьшают, а при достаточно больших значениях компенсируют первые. Возникающие при наклепе множественные искажения структуры (деформация зерна, местные пластические сдвиги) эффективно тормозят развитие усталостных повреждений и расширяют область существования нераспостроняющихся трещин, увеличение которых обуславливает существование разрушающих напряжений.
Эффективен наклеп в напряженном состоянии, представляющий собой сочетание упрочнения перегрузкой с наклепом. При этом способе деталь нагружают нагрузкой того же напряжения, что и рабочая, вызывая в материале упругие или упругопластические деформации. После снятия нагрузки в поверхностном слое возникают остаточные напряжения сжатия.
Наклепный слой чувствителен к нагреву. При температурах 400-500 оС действие наклепа полностью исчезает, из-за наступающего при этих температурах процесса рекристаллизации, устраняющего кристаллоструктурные изменения, внесенные наклепом.
Основные разновидности упрочнение поверхности пластической деформацией:
- дробеструйная обработка
- обкатывание
- чеканка
- алмазное выглаживание
Дробеструйная обработка заключается в наклепе поверхностного слоя потоком закаленных шариков (диаметр 0.5-1.5 мм), создаваемым центробежными дробеметками. Качество поверхности при данном процессе немного снижается.
Плоские поверхности упрочняют обкатыванием шариками, установленными во вращающемся патроне. Заготовке придают движение продольной и поперечной подачи, при правильно выбранном режиме обкатывания, остаточные напряжения сжатия в поверхностном слое составляют 600-1000 МПа. Глубина уплотнения слоя 0.2-0.5 мм. Данный процесс улучшает качество поверхности детали. Поверхность вращения упрочняют обкатыванием стальными закаленными роликами. Силу прижатия ролика выбирают с таким ращетом, чтобы создать в поверхностном слое напряжения, превышающие предел текучести материала в условиях всестороннего сжатия ( для стали 5000-6000 МПа).
Чеканку производят бойками со сферической рабочей поверхностью, приводимыми в колебания пневматическими устройствами. Частота колебаний и скорость вращения заготовки должны быть согласованы таким образом, чтобы наклепанные участки перекрывали друг друга.
Алмазное выглаживание заключается в обработке предварительно шлифованной и полированной поверхности закругленными алмазными резцами (радиус 2-3 мм). Поверхностный слой уплотняется до глубины 0.3-0.5 мм. Качество поверхности значительно улучшается.
Нанесение на рабочую поверхность инструмента покрытий из твердых соединений. Данный способ является наиболее эффективным и прогрессирующим из выше упомянутых способов, позволяет резко повысить эксплутационные качества режущего инструмента тем самым, расширяя его область применения [1].
4. Основные требования к покрытиям.
К покрытиям в зависимости от материала и условий эксплуатации режущего инструмента, предъявляются своего рода технологические требования, которые можно подразделить на четыре категории.
Во-первых, это условие, учитывающее условия работы инструмента. Покрытие должно обладать: высокой твердостью, превышающей твердость материала инструмента; устойчивостью к высокотемпературной коррозии; отсутствие схватываемости с обрабатываемым материалом во всем диапазоне температур резания; устойчивостью к разрушению при колебании температур и напряжений; постоянством механических свойств, даже при температурах, близких к температурам разрушения инструментального материала.
Во-вторых, это необходимость совместимости свойств материала покрытия со свойствами материала инструмента: сродство кристаллохимического строения материала покрытия и инструмента; оптимальное соотношение материалов покрытия и инструмента по модулям упругости, коэффициентам Пуассона и линейного расширения, теплопроводности; малая склонность к образованию хрупких вторичных соединений.
В-третьих, это требования к технологическим особенностям метода нанесения покрытий: создание в процессе нанесения покрытия на инструмент условий, не оказывающих существенного влияния на физические и кристаллохимические свойства материала инструмента.
В-четвертых, требования, относящиеся к покрытиям в целом: покрытие должно быть сплошным и иметь постоянную плотность по всему объему, тем самым, защищая материал инструмента от соприкосновения с обрабатываемым
материалом и газовой средой; стабильность свойств покрытия во времени; малость колебаний толщины покрытия в процессе работы, позволяющая не изменять рельеф материала инструмента [5-11].
5. Способы нанесения износостойких покрытий.
Процесс нанесения покрытия на поверхность режущего инструмента определяется как свойствами материала покрытия и инструмента, так и спецификой протекания процессов формирования покрытия. Исходя из выше сказанного, все методы нанесения покрытий можно разделить на две группы.
В первую группу входят методы химического осаждения покрытий из парогазовой фазы (ХОП) [11]. Формирование покрытия осуществляется вследствие химических реакций между парогазовыми смесями, состоящих из соединения металлоносителя и носителя второго компонента, являющегося как газотранспортером, так и восстановителем. В процесс формирования покрытия вносят вклад и структура поверхности инструментального материала, и гетеродиффузионные реакции между конденсатом и материалом инструмента. Этот метод применяется при нанесении покрытий на основе карбидов, нитридов, карбонитридов титана, оксида алюминия. Метод ХОП реализуется при температурах 1000-1100 оС, этот факт исключает возможность нанесения покрытий данным методом на инструменты из быстрорежущих сталей, которые были подвергнуты термической обработке [6].
Существует ряд недостатков метода ХОП:
- взрывоопасность и токсичность водорода, как газа-носителя
- наличие большего количества непрореагировавших компонентов
- сложность технологического оборудования
- внутреннее напряжение в слое покрытия
- невозможность нанесения покрытия на инструмент, имеющий острые режущие кромки
Вторая группа – это методы физического осаждения покрытий (ФОП) [6]. К этим методам относятся: метод получения тонких пленок распылением материалов ионной бомбардировкой (РИБ); метод генерации потока
 |
 |
||
осаждаемого вещества термическим испарением (МТИ).
Суть метод РИБ состоит в следующем:
1) В вакууме, под действием ионизирующего излучения заданной энергии, осуществляется бомбардировка материала, формирующего покрытие (мишень), что приводит к частичной или полной его ионизации. В качестве данного материала могут выступать металлы (включая тугоплавкие), сплавы (в том числе и многокомпонентные), полупроводники.
2) Происходит ионное распыление, то есть ионы материала падают на рабочую поверхность режущего инструмента (подложку), тем самым, производя процесс формирования покрытия.
Данный метод реализуется при давлениях 1-10 Па и напряжениях 0,3-
5 кВ.
Возможны два метода ионного распыления: ионно-лучевое и плазмоионное распыление. При ионно-лучевом распылении выбивание атомов мишени происходит под действием бомбардировки ее поверхности ионными лучами определенной энергии (Рис.1). Тут не требуется подача на мишень отрицательного потенциала.
При плазменном распылении мишень из распыляемого материала находится в сильно ионизированной плазме под отрицательным потенциалом и играет роль катода. Положительные ионы под действием электрического поля вытягиваются и бомбардируют мишень, вызывая ее распыление.
Существуют следующие разновидности плазменного распыления: катодное, магнетронное, высокочастотное и в несамостоятельном газовом разряде.
Катодное распыление. Принципиальная схема установки приведена на рис. 2. Метод осуществляется следующим образом.
Вакуумный объем, содержащий анод и катод, откачивается до давления 10-4 Па, после чего производится напуск инертного газа (обычно это Ar при давлении 1-10 Па). Для зажигания тлеющего разряда между катодом и анодом подается высокое напряжение 1-10 кВ. Положительные ионы инертного газа, источником которого является плазма тлеющего разряда, ускоряются в электрическом поле и бомбардируют катод, вызывая его распыление. Распыленные атомы попадают на подложку и оседают в виде тонкой пленки.
Данный метод распыления может быть осуществлен и по другой схеме – диодной схеме распыления, отличительным признаком которой является то, что при распылении катод является как источником распыляемого материала, так и источником электронов, поддерживающих разряд, анод также принимает участие в создании заряда, одновременно являясь подложкодержателем.
Преимущества метода катодного распыления в следующем:
- безынерционность процесса
- низкие температуры процесса
-
 |
 |
||
возможность получения пленок тугоплавких металлов и сплавов (в том числе и многокомпонентных)
- сохранение стехиометрического исходного материала при напылении
- возможность получения равномерных по толщине пленок
Метод имеет недостатки:
- низкая скорость осаждения (0.3-1 нм/с)
- загрязнение пленок рабочим газом вследствие проведения процесса при высоких давлениях
- низкая степень ионизации осаждаемого вещества
Магнетронное распыление. Является разновидностью метода нанесения тонких пленок на основе тлеющего разряда. Магнетронные системы ионного распыления относятся к системам распыления диодного типа, в которых атомы распыляемого материала удаляются с поверхности мишени при ее бомбардировке ионами рабочего газа (обычно Ar), образующимися в плазме аномального тлеющего разряда.
В магнетронной распылительной системе катод (мишень) помещается в скрещенное электрическое (между катодом и анодом) и магнитное поле, создаваемое магнитной системой. Магнитное поле позволяет локализовать плазму аномального тлеющего разряда непосредственно у мишени.
Суть метода состоит в следующем (Рис.3), в систему анод-катод подается постоянный электрический ток (2-5 А), который приводит к возникновению между мишенью (отрицательный потенциал) и анодом (положительный или нулевой потенциал) неоднородного электрического поля и возбуждению аномального тлеющего разряда. Электроны, выбитые из катода под действием ионной бомбардировки, подвергаются воздействию магнитного поля, возвращающего их на катод, с одной стороны, с другой – поверхностью мишени, отталкивающей электроны. Это приводит к тому, что электроны совершают сложное циклическое движение у поверхности катода. При движении электроны многократно сталкиваются с атомами аргона, обеспечивая высокую степень ионизации, что приводит к возрастанию интенсивности ионной бомбардировки мишени, а следовательно и к возрастанию скорости распыления.
Преимущества метода:
- высокая скорость распыления при низких рабочих напряжениях (600-800 В) и при небольших давлениях рабочего газа (5×10-1 -10 Па)
- отсутствие перегрева подложки
- малая степень загрязнения пленок
- возможность получения равномерных по толщине пленок на большей площади подложек
Высокочастотное распыление. Данный метод применяется в том случае, если материалом мишени является диэлектрик. Для распыления диэлектрика необходимо периодически нейтрализовать положительный заряд на нем. Для этого к металлической пластине, расположенной непосредственно за распыляемой диэлектрической мишенью, прикладывают напряжение с частотой 1-20 МГц.
Плазменное распыление в несамостоятельном разряде. В распылительных системах данного типа горение газового разряда поддерживается дополнительным источником (магнитное поле, высокочастотное поле).
Преимущества метод РИБ:
- сохранение стехиометрического состава пленок при распылении многокомпонентных сплавов
- высокий коэффициент использования распыляемого вещества
- возможность получения равномерных по толщине покрытий на подложке большей площади
- высокая адгезия пленок
Сущность МТИ состоит в том, что в специальных испарителях вещество нагревают до температуры, при которой начинается заметный процесс испарения.
Все испарители отличаются между собой в зависимости от способа нагрева испаряемого вещества: резистивного, индукционного, электродугового и др.
Резистивное испарение. Тут тепловую энергию для нагрева вещества получают за счет выделения теплоты при прохождении тока через нагреватель.
Электродуговое испарение. Нагрев катода с последующей эмиссией электронов, осуществляется по средствам зажигания в вакуумной камере электродуги (Рис.4). Особенностью данного метода является то, что электрический ток, создающий дугу, подается в цепь, содержащую катод (отрицательный потенциал) и корпус вакуумной камеры (положительный потенциал). Электрическая дуга производит локальный разогрев поверхности катода, в результате чего последняя, переходя в жидкостную фазу, и в виде капель распространяется по объему вакуумной камеры. Капельная фаза приводит к неоднородности химического состава покрытия. Для уменьшения брызгового эффекта производится тщательная предварительная дегазация катода.
Преимущества метода нанесения тонких пленок вакуумным электродуговым методом:
- возможность регулирования скорости нанесения покрытия путем изменения силы тока дуги
- возможность управлять составом покрытия, используя одновременно несколько катодов или один многокомпонентный катод
- высокая адгезия покрытий
- возможность получения тонких пленок металлов, вводя в камеру реакционный газ
Основные преимущества МТИ в следующем:
- возможность нанесения пленок металлов (в том числе тугоплавких), сплавов, полупроводниковых соединений и диэлектрических пленок
- простота реализации
- высокая скорость испарения вещества и возможность регулирования ее в широких пределах за счет изменения подводимой к испарению мощности
- возможность получения покрытий, практически свободных от загрязнения
Методы ФОП, несмотря на некоторые присущие им недостатки (например, невозможность осаждения покрытий в больших углублениях и сложность нагрева подложки в вакууме), в целом наиболее перспективны для нанесения износостойких покрытий на режущие инструменты. Связано это, во-первых, с возможностью точного регулирования технологических процессов и их полной автоматизации. Во-вторых, низкая температура процесса позволяет обрабатывать любые инструментальные материалы и при этом достигать высокой адгезии покрытия с основой. В-третьих, высокая скорость формирования покрытия. И, наконец, метод ФОП безопасен для окружающей среды и экономически выгоден [6].
6. Классификация износостойких покрытий для режущего инструмента.
6.1. Основные положения.
Все элементы Периодической системы подразделяются на группы электронных аналогов, атомы которых имеют аналогичные строения электронных оболочек:
- s-элементы, имеющие полностью заполненные внешние s-оболочки
- d- и f-элементы, имеющие незаполненные d- и f-оболочки
- sp-элементы, имеющие валентные s,p-электроны (неметаллы)
Данной классификация поясняет деление всех тугоплавких соединений, применяемых в качестве покрытий, на три группы:
- металлоподобные тугоплавкие соединения, образуемые d- и f-переходными металлами (бориды, карбиды, нитриды)
- металлоподобные тугоплавкие соединения, образуемые между собой в основном d- и f-переходными металлами, а также вырожденными металлами из sp-групп электронных аналогов
- неметаллические тугоплавкие соединения, образуемые взаимным сочетанием неметаллов (оксиды)
Наиболее широко в качестве износостойких покрытий применяются соединения тугоплавких d-переходных металлов IV-VI Периодической системы элементов с кислородом, углеродом и азотом [5]. Это связано с особенностями их кристаллохимического строения:
- Во-первых, эти металлы имеют недостаток электронов на внутренних s, p и d орбиталях, и это приводит к тому, что они с достаточной легкостью могут приобретать электроны из любого источника, которым может служить междоузельные атомы углерода, азота и кислорода.
- Во-вторых, большинство переходных металлов имеют достаточно большие атомные радиусы и при образовании соединений с атомами C,N и O могут подчинятся правилу Хэгга, согласно которому отношение радиуса атома неметалла к радиусу атома металла меньше критического значения 0.59. Для соединений металлов IV группы (Ti,Zr,Hf) достаточно точно выдерживается правило Хэгга, что приводит к образованию простых структур, в которых превалирует связь металл-металл, а атомы C,H,O можно рассматривать как вставленные в решетку атомов металла.
- В-третьих, большинство переходных металлов имеют широкие области гомогенности, что позволяет в зависимости от содержания кислорода, азота и углерода достаточно сильно изменять физико-механические свойства их карбидов, нитридов и оксидов.
- В-четвертых, переходные металлы и некоторые их соединения, в первую очередь соединения с простой кубической структурой типа NaCl (ZrC,ZrN,TiN,VC,TaC), отличаются очень высокими температурами плавления.
Соединения металлов IV-VI групп с кислородом, углеродом и азотом можно рассматривать и как наиболее устойчивый (в термодинамическом отношении) материал для покрытий, способный противостоять твердо- и жидкофазным диффузионным реакциям, коррозии и окислению при высоких температурах. Ниже будет показано, что свойства соединений тугоплавких металлов с О,N и С при обычных и повышенных температурах сильно зависят от многих факторов: состава (стехиометрии), наличия примесей, микроструктуры и текстуры, пористости и т.д.
6.2. Одноэлементные, однослойные покрытия.
6.2.1. Соединения, используемые в качестве покрытий.
Карбиды. Карбиды обладают рядом противоречивых свойств, что осложняет детальное изучение их физической природы. В частности, строение монокарбидов с кубической решеткой соответствует структуре типа NaCl , вместе с тем электропроводность карбидов сравнима с электропроводностью металлов. Высокая твердость карбидов проявляется за счет ковалентной связи атома углерода с атомом метала.
Наибольшая склонность к образованию энергетически стабильных конфигураций sp3 проявляются у карбидов металлов IV группы (Ti, Zr, Hf ). Это обусловлено большей донорской способностью этих металлов (особенно Ti) при относительно высоком содержании углерода в карбиде (до 20%). Стабильные конфигурации карбидов атомов металлов IV группы объясняется уменьшением общего числа нелокализованных электронов sp-переходов, смещения равновесия вправо и уменьшения общего числа нелокализованных электронов: sp2 + p « sp3. Поэтому карбиды обладают повышенной жесткостью кристаллической решетки, определяющей их высокую твердость, теплостойкость и хрупкость [5].
При переходе к карбидам V группы донорская способность металлов этой группы снижается, что приводит к снижению статистического веса устойчивости sp3-конфигурации карбидов и соответственно уменьшает соответственно твердость этих карбидов. Область их гомогенности сужается, в составе наряду с карбидами МС образуются низшие карбиды М2С с гексагональной структурой. Так например, твердость TiC равна 31.7 ГПа, а твердость TaC – 17.4 ГПа, Nb2C – 21 Гпа [5].
У карбидов тугоплавких металлов VI группы (Cr, Mo,W) содержание углерода падает до 6%, снижается число обобществленных электронов, поэтому статический вес атомов наиболее стабильной электронной конфигурации sp3 оказывается очень низким, а свойства карбидов определяются главным образом свойствами d5-конфигурации. Связи d5 более гибкие, чем sp3, допускают упругий прогиб решетки, более свободное движение в ней дислокаций. Поэтому карбиды металлов VI группы имеют меньшую твердость и хрупкость (CrC, MoC, WC), чем твердость и хрупкость карбидов IV группы (TiC, ZrC, HfC). Так твердость CrC равна 29.5 ГПа, а твердость ZrC – 29.5 ГПа [5] . Карбиды тугоплавких металлов V группы занимают промежуточное положение.
У карбидов VI группы имеются узкие области гомогенности. Образование карбидов таких металлов связано с сильными искажениями кристаллической решетки металла (Cr) либо с нарушением порядка упаковки (Mo, W). В следствии этого, у карбидов VI могут возникать и прямые связи C-C (MoC, CrC) [5].
Нитриды. По своим свойствам и строению нитриды весьма похожи на карбиды, однако, между ними существуют определенные различия. Главное различие состоит в сильном снижении связи металл – неметалл из-за уменьшения ковалентности азота (трехвалентный) по сравнению с валентностью углерода (четырехвалентный).
Атом азота в нитридах, имеющий в изолированном состоянии конфигурацию валентных электронов s2p6 , может быть как донором, так и акцептором электронов. Акцепторная способность азота преимущественно проявляется при образовании нитридов металла IV-VI групп, у которых преобладает ковалентно-металлическая ионная связь. Донорские способности тугоплавких металлов IV группы (особенно Ti) в результате присоединения трех атомов азота приводят к образованию энергетически очень устойчивых конфигураций s2p6: s2p3 + 3p « s2p6 [5].
Вследствие резкого снижения донорской и роста акцепторной способности металлов VI группы (Cr, Mo, W) для этой группы может проявляться и донорская способность азота (s2p3 ® sp4 ® sp3 + p ) с образованием избыточных (не участвующих в химической связи) электронов, которые снижают температуру плавления этих нитридов.
Хотя особенность конфигурационного строения нитридов переходных металлов (s2p6) свидетельствует о их высокой коррозионной стойкости (снижение склонности к твердо- и жидкофазным диффузионным реакциям), необходимо отметить меньшую термодинамическую устойчивость нитридов, по сравнению с карбидами. Практически это означает, что нитриды имеют более низкую по сравнению с карбидами сопротивляемость к высокотемпературному окислению, коррозии. Причем, при переходе нитридов металлов IV группы (TiN, ZrN, HfN) к нитридам металлов V (VN, NbN, TaN) и особенно VI группы (CrN, MoN, WN) сопротивляемость к высокотемпературному окислению снижается. Вместе с тем нитриды имеют и свои преимущества. Они более пластичны и менее хрупки, чем карбиды. Так например, предел прочности при изгибе TiN равен 240 МПа, а TiC – 15 МПа [5].
Оксиды. Оксиды обладают твердостью, сравнимой с твердостью нитридов. Так например, твердость TiN равна 20.5 ГПа, а твердость Al2O3 – 19.9 ГПа. Между тем, по коррозийным свойствам оксиды превосходят нитриды. Хрупкость оксидов сравнима с хрупкостью карбидов.
6.2.2. Характеристики одноэлементных, однослойных покрытий.
Характеристики однослойных покрытий, создаваемых на основе вышеуказанных соединений, зависят не только от физико-химических свойств данных соединений, но также и от ряда других факторов, к которым относятся: однородность покрытия, его пористость, толщина, метод нанесения на рабочую поверхность. Последний из факторов играет наиболее значимую роль, определяя предшествующие ему факторы (табл.1,2) [3].
Таблица 1
Твердость некоторых карбидовых покрытий, полученных различными способами.
| Соединение | Метод |
Микротвердость, кгс/мм2 |
|
TiC |
МТИ |
2500-3000 3000-5500 |
| РИБ | 2400 | |
|
ХОП |
3350-3600 4500 |
|
|
Cr7C3 |
МТИ | 2200 |
| ХОП | 1900-2200 |
Таблица 2
Твердость некоторых нитридных покрытий, полученных осаждением из паровой и газовой фазы.
| Соединение | Метод |
Микротвердость, кгс/мм2 |
| TiN | МТИ | 1900-2800 |
| РИБ |
1400-4000 1900 |
|
| ХОП | 1900-2400 | |
| CrN | РИБ | 3500 |
Если рассматривать МТИ, то микроструктура покрытий, получаемых этим методом (Al2O3, TiC, ZrC и др.) непосредственно зависит от температуры конденсации. При температуре менее 600-700 оС структура состоит из мелкозернистых волокон диаметром ~ 10 нм, разделенных тонкой сеткой пор шириной ~ 1 нм. При 700-1000 оС величина зерна достигает в диаметре 1 мкм [3].
Твердость покрытия зависит от парциального давления реактивного газа, температуры подложки и потенциала на подложке. Так например, твердость TiC достигает 3000 кгс/мм2 при парциальном давлении реактивного газа ~ (1.1¸1.3)×10-3 мм рт. ст., температуре подложки 650 оС и потенциале на подложке 0¸50 В.
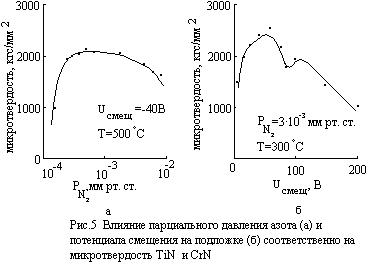 |
На рис.5 показано влияние парциального давления азота и потенциала на подложке на микротвердость покрытий из TiN и CrN, полученных осаждением в разряде с полым катодом [3].
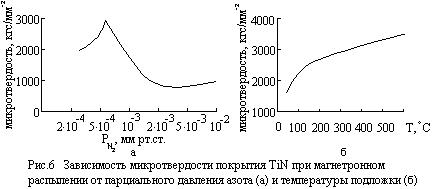
Если рассматривать метод РИБ, то в [3] отмечается, что в зависимости от параметров процесса при магнетронном распылении покрытие TiNx (x меняется от 1 до 0.6) может иметь микротвердость от 1400 до 4000 кгс/мм2 (при температуре подложки 300-330 оС).
Зависимость микротвердости TiN от парциального давления азота так же, как и при МТИ, имеет явно выраженный максимум (рис.6).
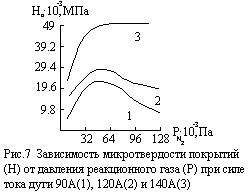
Давление реакционного газа непосредственное влияние оказывает и на микротвердость однослойных покрытий типа MNx и MC в процессе их формирования. Из Рис.7 видно, что с увеличением давления реакционного газа, микротвердость покрытий возрастает, так как поступление большего объема реактивного газа способствует более полному протеканию плазмохимических реакций. Но при дальнейшем увеличении давления микротвердость покрытия снижается, что обусловлено образованием покрытий, имеющих в своем составе повышенную концентрацию химических элементов реакционного газа, приводящих к дефектности структуры и снижению микротвердости [6].
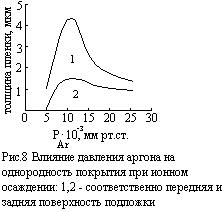
На рис.8 показано влияние давления аргона, в процессе ионного осаждения, на однородность однослойного покрытия (соотношение между толщиной покрытия на передней и задней поверхностях подложки) [3].
Зависимость свойств покрытия от условий его получения можно продемонстрировать и на наибольшее распространенном в качестве
однослойного карбидного покрытия - TiC. На рис.9 приведены данные по
 |
 |
||
износостойкости хромистой стали и покрытий TiC (покрытие получено вакуумно-дуговым методом), нанесенных при давлениях С2Н2 – 0.17 Па (TiC 1) и 0.27 Па (TiC 2) при напряжении на подложке 200 В [9].
Величина К есть удельная скорость изнашивания покрытия,
определяется выражением:
∆V
K = ———— (1)
F × ∆L
В (1), ∆V есть приращение объемного износа покрытия на пути трения ∆L, а F- нагрузка. В [9] установлена зависимость удельной скорости изнашевания от потенциала на подложке (рис.10). Из рисунка видно, что при напряжении 150 В величина К имеет минимум. Это, по-видимому, определяется плотностью покрытия и его адгезионной прочностью.
 |
 |
||
 |
 |
||
Микротвердость покрытия непосредственно определяется и концентрацией реактивного газа, учавствующего в процессе его формирования. Так на рис.11 показана зависимость микротвердости покрытий TiNx от расхода азота при магнетронном распылении, при величине полезной мощности равной 2 кВт [4].
Изменение расход азота влияет не только на микроструктуру осаждаемых пленок TiNx , но так же и на другие свойства пленок, например, на их удельное сопротивление Rs (рис.12), велечина полезной мощности равна 3 кВт. Из рисунка видно, что величина Rx пленок TiNx увеличивается при увеличении расхода азота подобно микротвердости. Максимальное значение удельного сопротивления пленок TiNx приблизительно в пять раз больше, чем для пленок титана [4].
В табл.3 приведены характеристики различных видов одноэлементных покрытий. Из таблицы видно, что карбидные покрытия по своей сути наиболее твердые и жаростойкие, обладают высокой адгезией с материалом инструмента.
Нитридные покрытия более пластичны и менее хрупкие, чем карбидные. Наименее твердыми и наиболее хрупкими из покрытий являются оксиды, но по своим коррозионным свойствам они превосходят карбидные и нитридные покрытия.
Таблица 3
Физические свойства различных представителей одноэлементных износостойких покрытий.
| Свойства | Материал покрытия | ||
| TiC | TiN |
Al2O3 |
|
|
Точка плавления, оС Плотность, кг/м3 Микротвердость, Мпа Модуль упругости, Гпа Коэффициент линейного расширения, град-1 Вязкость разрушения, МПа×м1/2 |
3140 4930 32000 313.7 7.4×10-6 2.2 |
2930 5210 21600 250.28 9.4×10-6 3.4 |
2015 3970 21000 361.29 8.3×10-6 --- |
6.3. Многослойные покрытия.
Непосредственная классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4.
Таблица 4
Классификация многослойных покрытий для режущего инструмента.
| Многослойные | |||
| Одноэлементные | Многоэлементные | Многокомпонентные | Композиционные |
|
На основе Соединения одного Тугоплавкого металла Пример: TiC, TiN |
На основе соединения двух или более тугоплавких металлов Пример: (Ti-Cr)N |
На основе смесей двух или более соединений одного металла Пример: TiCN |
На основе смесей двух или более соединений, двух или более металлов
Пример:TiC-Al2O3-TiN
|
С учетом двойственной природы покрытия, как технологической промежуточной среды между инструментальным и обрабатываемым материалами, использование одного из тугоплавких соединений в качестве покрытия не всегда удолетворяет комплексу требованей к покрытию (пар. 4). Поэтому на практике, при производстве режущего инструмента с покрытием все большее применение находят многослойно-композиционные покрытия с переменными свойствами и химическим составом. Кроме того, они способны хороше сопротивлятся хрупкому разрушению в условиях развития трещин или при сильных пластических деформациях режущей части. Многослойные покрытия рекомендуется наносить на весьма хрупкие и кристаллохимически несовместимые с инструментальным материалом системы, обладающие наибольшей термодинамической устойчевостью среди всех известных соединений. К таким системам можно отнести некоторые оксиды (особенно Al2O3), бориды (HfB2, NbB2, TaB2) и Si3N4. Такие соединения способны сохранять высокую твердость при больших температурах, имеют повышенную пассивность по отношению к обрабатываемым материалам. Эти соединения должны входить в состав многослойно-композиционных покрытий в качестве барьерных слоев, которые могли бы эффективно сдерживать диффузионные процессы, служить своеобразным термоизолирующим слоем, снижать склонность инструментального материала к коррозии и окислению при высоких температурах.
Значительный интерес в качестве основы покрытий представляют двойные и тройные системы карбидов, нитридов, а также карбонитридов переходных материалов [5]:
пары карбид-карбид: TiC-ZrC; ZrC-TaC; MoC-WC; TiC-TaC; TiC-HfC; Cr33C6-Mn23C6; Cr7C3-Mn7C3;
пары нитрид-нитрид: TiN-ZrN; ZrN-HfN; TaN-CrN; TiN-HfN; CrN-MoN;
пары карбид нитрид: TiC-TiN; ZrN-ZrC; TiC-ZrN; NbC-TiN; TiC-VN; ZrN;
Высокая термодинамическая устойчивость, твердость и прочность этих соединений обусловлена большим подобием структур и близкими размерами атомов, с чем связано и наличие значительных областей растворимости. Двойные и тройные соединения имеют широкую область растворимости и перспективны при разработке композиционных покрытий.
Как и для однослойных покрытий, свойства многослойных покрытий непосредственно зависят от технологических особенностей процесса их нанесения на рабочую поверхность режущего инструмента. Выше сказанное можно проиллюстрировать на примере покрытия TiCN, наносимого методом РИБ. Период решетки данного покрытия зависит от соотношения между количеством азота и углеводородной смеси в реакционном газе. Из рис.13 видно, что период решетки максимален и равен 4.325 Å, когда реактивный газ содержит только углеводородную смесь, и минимальный период – 4.261 Å, когда реактивный газ содержит только азот [2].
 |
 |
||
На рис.14 приведена зависимость микротвердости покрытия TiCN от концентрации азота в газовой смеси, напускаемого в рабочую камеру при конденсации. Здесь же приведены результаты измерения коэффициента трения покрытия в паре со сталью 45 в среде СО (нагрузка 750 Н, время испытаний 1 час) [2]. Из рисунка видно, что повышение твердости покрытия соответствует увеличению коэффициента трения, что свидетельствует о большем вкладе в коэффициент трения его механической составляющей.
На примере износостойких покрытий на основе карбонитрида титана, легированного цирконием, алюминием и кремнием, можно показать, как влияет изменение состава углеродосодержащей газовой смеси, применяемой в процессе их нанесения , на структурные параметры покрытий ( период а кристаллической решетки; ширину βIII рентгеновских линий; текстуру J111/J200; остаточные макронапряжения σо ) и на микротвердость Нм , а следовательно, и на ружущую способность инструмента.
На основе результатов структурных исследований установлено, что изменение состава углеродсодержащей газовой смеси (повышение в ней содержания А ацетилена С2Н2) приводит к увеличению периуда а, ширины βIII и существенно сказывается на текстуре покрытия. Увеличение ширины βIII свидетельствует о повышении уровня микродеформации кристаллической решетки, что характеризуется изменением микронапряжений σо и микротвердости Нм покрытий (Табл.4) [7].
Таблица 4
Структурные параметры и микротвердость Нм покрытия TiCN.
| А, % | 0 | 15 | 25 | 35 | 50 | 60 | 70 | 80 |
| а, нм | 0.4276 | 0.4280 | 0.4286 | 0.4296 | 0.4303 | 0.4311 | 0.4319 | 0.4328 |
|
βIII, градус |
0.5 | 0.5 | 0.64 | 0.78 | 1.55 | 1.70 | 1.85 | 2.0 |
|
J111/J200 |
100 | 43 | 35 | 16 | 0.9 | 0.8 | 0.8 | 0.7 |
|
σо, ГПа |
-3.0 | -3.25 | -3.51 | -3.9 | -1.5 | -0.9 | -1.05 | -1.2 |
|
Нм, ГПа |
31 | 38 | 44.5 | 48 | 45 | 28 | 28.5 | 31 |
В работе [7] исследуется влияние состава покрытия и газовой смеси на режущие свойства пластин. Это влияние оценивалось по интенсивности износа I, определяемой соотношением:
h
I = —— (2)
L
В (2) величина h – износ по задней поверхности после 10 мин. работы резца, мм; L – путь резания, соответствующий данному износу. Результаты исследований приведены на рис.15.
На практике часто используются двухслойные структуры, состоящие из промежуточного слоя карбидов, нитридов, карбонитридов металлов IV-VI групп, AlN и SiO2 (для керамических инструментов) и поверхностного слоя Al2O3, обеспечивающего достаточную защиту от коррозии. Толщина подслоя в них изменяется в пределах от 0.1 до 10 мкм, а наружного слоя – от 1 до 10 мкм. Такие двухслойные покрытия, как правило, наносятся на нитридокремневые керамические покрытия; кроме того, они обеспечивают превосходную износостойкость и ударную вязкость твердых сплавов. В частности, представляет интерес двухслойное износостойкое покрытие на керамическом инструменте (основа – Si3N4). Оно состоит из внутреннего слоя толщиной 0.5-20 мкм, представляющего собой смесь Al2O3 с AlN, и внешнего слоя Al2O3 толщиной 1-10 мкм. Такое покрытие может также наносится на Al2O3 , карбиды и нитриды кремния [11].
Al2O3 в качестве внешнего слоя снижает усилия резания и благодаря устойчивости при высоких температурах обеспечивает наилучшую стойкость инструмента при обработке стали и чугуна с большими скоростями. Из-за низкой теплопроводности Al2O3 его применяют в качестве промежуточного слоя. Слой Al2O3 толщиной 0.2-0.3 мкм наносят также для образования диффузионного барьера перед осаждением TiN и TiC, что благоприятно влияет на стойкость инструмента [3].
В многослойных покрытиях используют TiC (нижний слой) (так как данное соединение обеспечивает высокую адгезию с материалом инструмента), TiN (верхний слой) ( обладающее меньшей адгезией и менее хрупкое, чем TiC) и переходное состояние Ti(C,N) – в качестве промежуточного слоя. Покрытия на основе титана повышают стойкость твердосплавных режущих пластин в 4-6 раз, на 50-100% увеличивают скорость резания [3].
При резании со значительными скоростями и ударными нагрузками эффективно многослойное покрытие WC/TiC + TiC + Ti(C,N).
При высоких скоростях резания с большей тепловой нагрузкой эффективно покрытие TiC + TiB2.
Как правило, толщина покрытий на твердосплавном инструменте составляет 4- 10 мкм (иногда до 15 мкм), а дальних слоев (в зависимости от их количества) – от 1 до 3-4 мкм. Большая толщина в связи с хрупкостью соединения может снизить суммарную вязкость материала.
Существенно повысить стабильность кристаллохимических свойств материала можно путем применения покрытий на основе системы (Ti,Cr)N, которая обладает высокой сопротивляемостью к окислению и сохраняет свои характеристики при более высоких температурах, чем покрытия из TiC т TiN. Такая стабилизация свойств обусловлена большей прочностью связи атомов в кристаллической решетке, которая формируется в процессе замещения атомов азота атомами хрома, имеющими меньший размер.
Особый интерес вызывает композиционное покрытие двойного нитрида (Ti,Al)N. Это покрытие обладает такой же кубической структурой, как и TiN, но имеет меньший период решетки, что отражается на его твердости (в 0.6 раза больше, чем у TiN). Покрытие (Ti,Al)N стабильно при температуре 710-830 оС, в то время, как покрытие TiN начинает окислятся при 550 оС. Объясняется это тем, что на поверхности (Ti,Al)N формируется защитный аморфный слой Al2O3 предотвращающий дальнейшее окисление. Следовательно долговечность инструмента с покрытием из (Ti,Al)N значительно превосходит долговечность инструмента с нитридотитановым слоем. Например, стойкость сверла из быстрорежущей стали с покрытием из (Ti,Al)N при сверлении отверстия в чугуне и сплаве Al-Si соответственно в 12.3 раза выше, чем у сверла с нитридотитановым слоем. Данное покрытие наносят, как правило, методом ФОП на любые инструментальные материалы [11].
7. Вывод.
Нанесение износостойких покрытий на режущий инструмент является комплексной задачей. Отвечая ряду требований, покрытие в конечном счете должно характеризоваться высокой износостойкостью. Следовательно, оно должно обладать высокими термической стойкостью, механическими свойствами и прочностью сцепления с инструментальной основой. Выбор покрытия осуществляется в зависимости от типа обрабатываемого материала и области его применения. Любое покрытие должно обладать максимальной инертностью к обрабатываемому материалу, поэтому необходимо учитывать тип химической связи материала покрытия.
Считается, что чем заметнее проявляется металлический тип связи покрытия, тем сильнее оно схватывается с обрабатываемым материалом. Вот почему карбиды переходных металлов проявляют высокую адгезионную активность по отношению к различным металлам и сплавам, чем нитриды.
Необходимо отметить то, что применение многослойных и композиционных покрытий значительно увеличивает возможность оптимизации их свойств по сравнению с инструментальной основой и обрабатываемым материалом.
Список литературы.
1. Орлов П.И. Основы конструирования. Справочник, методическое пособие. – Москва: Машиностроение, 1983.
2. Мацевитый В.М., Борушко М.С., Береснев В.М., Романова Л.М., Удовенко Е.С. Структура и механические свойства вакуумно-плазменных покрытий TiCN // Известия высших учебных заведений. Черная металлургия.– № 3. –1984.
3. Волин Э.М. Ионно-плазменные методы получения износостойких покрытий ( Обзор зарубежной литературы за 1979-1983 гг.) // Технология легких сплавов.-№ 10.-1984.
4. Заявка 20935 Англия. Механические свойства пленок нитрида титана. Плазменное осаждение пленок нитрида титана / Мюзил Дж., Вискожид Дж., Баснер Р., Уэллер Ф. Опубл. 1985.
5. Третьяков И.П., Верещака А.С. Режущие инструменты с износостойкими покрытиями. – Москва: Машиностроение, 1986.
6. Белый А.В., Карпенко Г.Д., Мышкин Н.К. Структура и методы формирования износостойких поверхностных слоев. – Москва: Машиностроение, 1991.
7. Табаков В.П. Применение покрытий на основе карбонитрида титана для повышения стойкости режущего инструмента // Станки и инструменты.- № 11. -1991.
8. Карпов Ю.И., Чижмаков М.Б. Особенности формирования покрытий Ti (N,C) на твердосплавных пластинах // Вестник машиностроения. – № 3. – 1992.
9. Фукс-Рабинович Г.С. Особенности структуры и свойств комбинированных покрытий для режущего инструмента // Трение и износ. -1994. - 15. -№ 6. - С.994.
10. Булатов В.П., Гинзбург Б.М., Козырев Ю.П., Красный В.А., Седаков Е.Б., Кузнецов В.Г. Влияние режимов вакуумно-дугового напыления на износостойкость карбидо-титановых покрытий. -Там же. -С.1009.
11. Гнесин Г.Г., Фоменко С.Н. Износостойкие покрытия на инструментальных материалах (обзор) // Порошковая металлургия. – 1996. – № 9-10.- С.17-26.