
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Безкорпусная герметизация полупроводниковых приборов
Реферат: Безкорпусная герметизация полупроводниковых приборов
Московский Государственный Открытый Университет
Факультет информатики и радиоэлектроники
Кафедра электронных приборов.

Пояснительная записка
по дисциплине «Технология производства полупроводниковых приборов»
на тему: «Безкорпусная герметизация полупроводниковых приборов»
специальность 200300 /С
Студента: Иванова С.М.
шифр № 696823
заочная форма обучения
Преподаватель: Кротов В.В.
2000
Содержание.
Введение......................................................................................... 2
Методы защиты р-п-переходов полупроводниковых кристаллов и пластин. 7
Защита поверхности p-n-переходов лаками и эмалями.............. 8
Эпоскидные смолы....................................................................... 13
Компаунды на основе эпоксидных смол...................................... 19
Защита поверхности p-n-переходов вазелином и цеолитами.. 27
Защита p-n-переходов плёнками окислов металлов................. 29
Защита поверхности p-n-переходов плёнками нитрида кремния. 32
Защита p-n-переходов легкоплавкими стеклами....................... 37
Защита поверхности p-n-переходов силанированием............... 42
Защита поверхности р-п-переходов окислением....................... 44
Очистка полупроводниковых приборов перед герметизацией. 50
Состояние и свойства поверхности полупроводников............. 52
Методы очистки поверхности полупроводника....................... 54
Химическая и электролитическая отмывка полупроводников. 55
Отмывка в кислотах и щелочах................................................. 59
Отмывка во фреонах................................................................. 60
Отмывка водой........................................................................... 62
Отмывка в ультразвуковых ваннах............................................ 64
Определение чистоты поверхности.......................................... 68
Контроль качества промывки............................................... 73
Сушка деталей........................................................................... 74
Контроль герметичности полупроводниковых приборов. 76
Описание технологического процесса.................................. 78
Список используемой литературы...................................... 82
Введение.
Технология производства полупроводниковых приборов – это техническая наука, занимающаяся изучением физико-химических основ технологических процессов производства электронных прибор и закономерностей, действующих в процессе изготовления этих изделий.
Использование результатов исследований фундаментальных наук и доведение их до инженерного решения применительно к производству изделий электронной техники позволяют разрабатывать новые технологические процессы для серийного и массового изготовления.
Развитие прикладных наук в области получения чистых и сверх чистых материалов, нанесения покрытий, соединения различных материалов, электрофизических и электрохимических методов обработки способствовали совершенствованию полупроводниковой и плёночной технологии, особенно при производстве микросхем.
Повышение качеств изделий требует высокой технологической точности и дисциплины производства, своевременного анализа и корректировки технологического процесса, построения оптимального технологического процесса.
Повышению качеств и стабильности технологических процессов, обеспечивающих массовое производство изделий с воспроизводимыми параметрами, способствует внедрение автоматизированных систем управления с полным исключением человека-оператора и его субъективного влияния на ход технологического процесса.
Создание высокопроизводительных машин и автоматических линий требует знания основ технологии производства, современных методов изготовления деталей и узлов, нанесения покрытий, получение электронно-дырочных переходов, сборки приборов и микросхем и т.п.
Производство изделий электроники состоит из нескольких этапов, в результате проведения которых материалы превращаются в готовые изделия.
Производственный процесс в электронном приборостроении состоит из: технологической подготовки производства; получения и хранения материалов и полуфабрикатов; технологического процесса изготовления деталей, сборки изделий; испытания готовых изделий; упаковки и хранения готовых изделий.
Технологический процесс является той частью производственного процесса, во время которого непосредственно происходит последовательное качественное изменение состояние продукта производства.
Проектирование технологического процесса ставит своей целью получение высококачественных изделий электронной техники, отвечающих техническим условиям и чертежам при высокой производительности и экономичности.
Для защиты кристаллов полупроводниковых приборов и интегральных микросхем, кристаллов и подложек гибридных микросхем от воздействий внешней среды, стабилизации параметров, повышения срока службы и надёжности осуществляют герметизацию в металлических, металлостеклянных, керамических, металлокерамических и пластмассовых корпусах. В отдельных случаях, особенно при защите активных и пассивных элементов гибридных микросхем, производят бескорпусную герметизацию.
При герметизации , а так же эксплуатации в корпуса может попасть некоторое количество влаги, присутствие которой, как уже отмечалось , вызывается со временем изменения их параметров, обусловленные адсорбцией и десорбцией молекул воды поверхностью полупроводника при колебаниях температуры окружающей среду. Чтобы уменьшить влияние переменной влажности на параметры полупроводниковых приборов, в корпуса вводят влогопоглотители – цеолиты, адсорбированные осушители (силикагель, активированный оксид алюминия, пористые стёкла и др.) и реактивные поглотители влаги ( щелочные металлы и их гидриды, полугидратированный сульфат кальция, оксид бария и др.
Цеолиты — кристаллические алюмонесиликаты натрия или кальция – имеют кристаллическую решётку с узкими каналами (диаметром около 0,001 мкм), обладающими высокой сорбционной ёмкостью и способными адсорбировать большие количества веществ при их малых концентрациях в газовых смесях. Расположение на стенках каналов атомы Na+ или Са+ играют роль ионообменных катионов и образуют электростатические поля, обеспечивающие высокое сродство цеолитов с полярными (электрически несимметрическими) молекулами, особенно с молекулами воды. Цеолиты позволяют осушить газ до точки росы – 70С и активно поглощают влагу вплоть до 200С. Цеолиты применяются в виде кристаллического порошка, а так же таблеток или шаров различных размеров в смеси с добавками глины. (15–20%).
Адсорбционные осушители — пористые вещества с сильно развитой поверхностью. Сорбционная емкость их значительно ниже сорбционной ёмкости цеолитов и при повышении температуры резко уменьшается . Недостаток адсорбционных осушителей является зависимость обеспечиваемой ими относительной влажности от количества влаги, содержащейся в корпусе полупроводникового прибора, и температуры окружающей среды.
Реактивные поглотители влаги, обеспечивающие постоянную относительную влажность в корпусе полупроводникового прибора,— это химические вещества, способные необратимо поглощать влагу. В качестве реактивных влагопоглотителей применяют тонкоизмельчённые щелочные металлы. Мелкие частицы, получаемые растворением щелочного металла в полуметилсилоксане или неполярных органических растворителях , наносят, погружая прибор в раствор непосредственно перед герметизацией.
Постоянную относительную влажность (ниже 1%) обеспечивает применение в качестве влагопоглотителя безводного сульфата кальция в смеси с полугидратированным сульфатом кальция. Так как две кристаллические фазы находятся в замкнутом объёме, при определённой температуре устанавливается равновесие между полугидратом сульфата кальция, с одной стороны, и безводным сульфатом кальция м парами воды — с другой стороны. Равновесие, а следовательно, и содержание влаги в газовой фазе остаётся постоянным независимо от общего содержания в корпусе прибора. Тоглько после того как безводная фаза полностью исчезнет (превратится в гидратированную), добавление влаги резко повышает относительную важность.
Эффективное влагопоглощение (постоянную относительную влажность 0,2%) обеспечивает также смесь окиси бария с полугидратом сульфата кальция. На рис 65 приведены зависимости относительной влажности, обеспечиваемой реактивными и адсорбционными влагопоглотителями, от количества воды в корпусе прибора (кривые построены для замкнутого объёма 1 см3, в котором имеется 100 мг влагопоглотителя). Относительная влажность в объёме в состоянии установившегося равновесия зависит от типа влагопоглотителя и количества воды.
Использование химических влагопоглотителей при герметизации полупроводниковых приборов и микросхем повышает стабильность их эксплуатационных характеристик и улучшает параметры.
Наряду с защитой полупроводниковых приборов и микросхем помещением их в корпус применяют герметизацию полимерными оболочками. Разработка эффективных способов пассивации поверхности полупроводников плёнками неорганических диэлектриков (оксидов, нитридов, легкоплавких стёкол и др.), а так же различных полимерных компаундов и пресс порошков, обладающих высокими защитными свойствами, позволила широко использовать этот метод в производстве полупроводниковых приборов и микросхем.
Герметизация приборов и микросхем полимерными оболочками требует гораздо меньших (в 2-4 раза) затрат, чем помещение их в металлические, стеклянные и металлокерамические, металлостеклянные и другие корпуса, и обеспечивает высокую механическую прочность и большую стойкость к вибрациям и ударам. Кроме того, использование полимерных оболочек позволяет получать полупроводниковые приборы с малым отношением объёма прибора к объёму его активной части.
Для герметизации полупроводниковых приборов и микросхем используют полимерные материалы на основе эпоксидных, кремнийорганических и полиэфирных смол, которые должны:
— быть механически прочными, выдержать определённые ударные нагрузки, вибрацию и ускорение, а так же обладать термостойкостью в диапазоне от –60 до +150 С;
— обладать высокими диэлектрическими свойствами (малыми диэлектрическими потерями, высокими удельным сопротивлением и электрической прочностью);
— быть химически стойкими к воздействию различных химических реактивов, применяемых при сборке приборов;
— не содержать примесей, ухудшающих параметры приборов;
— легко поддаваться формовке и иметь малую усадку при отверждении;
— быть дешевым;
— обеспечивать товарный вид изделия.
Стабильность параметров и надежность полупроводниковых приборов, герметизированных полумерами , определяются изменениями, которые происходят на поверхности полупроводника при проникновении влаги через полимерную оболочку, а также наличием примесей в полимерном материале и внутренним механическими напряжениями, возникающие в герметизирующем слое. Внутренние механические напряжения, возникающие в полимерной оболочке, обусловленные усадкой материала при отверждении и разностью значений коэффициентов температурного расширения полимера и полупроводникового материала, соответственно делит на усадочные и термические.
Усадка полимера при отверждении происходит вследствии испарения растворителя, если оболочку получают из раствора, или кплотнения, если отверждение происходит полимеризацией. Так, как в процессе усадки объём оболочки уменьшается, в ней могут возникнуть только напряжения растяжения. При охлаждении системы полупроводник–полимер, отверждённой при высокой температуре, возникают термические напряжения, также являющиеся напряжениями натяжения. Внутренее механическое напряжения могут вызвать растрескивание и отслаивание полимерной оболочки от полупроводникового кристалла, то есть нарушение герметичности, возникновение механических напряжений в полупроводниковом кристалле, существенно влияющих на электрические характеристики p-n-переходов, нарушение монтажных межсоединений внутри полимерной оболочки и повышение её газо- и влагопроницаемости.
Так как при длительной работе полупроводниковых приборов в полимерном материале могут протекать процессы старения, сопровождающиеся изменением его пластичности и прочности, необходимо использовать полимерные материалы, сохраняющие работоспособность в течение длительного времени. Чтобы обеспечить достаточную работоспособность полимерных оболочек и максимально уменьшить внутренние напряжения, необходимо процесс отверждения проводить при строго контролируемой температуре в наиболее благоприятном диапазоне.
Методы защиты р-п-переходов полупроводниковых кристаллов и пластин.В процессе хранения и эксплуатации ИМС подвергаются внешним воздействиям, которые обусловлены чаще всего изменением температуры или влажности окружающей среды, увеличением или уменьшением атмосферного давления, присутствием активных веществ в окружающей атмосфере, наличием вибраций, ударов и других факторов. Для защиты полупроводниковых приборов от таких воздействий предусматривается комплекс специальных мер. Наиболее широкое распространение в настоящее время получили два способа защиты полупроводниковых структур: бескорпусная защита и корпусная защита (с использованием различных типов корпусов).
Выбор конструктивно-технологического варианта исполнения бес корпусной защиты определяется в первую очередь назначением и требованиями, предъявленными к защищаемой микросхеме. Например, если предусматривается защита сборочной единицы, в состав которой входит бескорпусная микросхема, то предварительно производится лишь промежуточная технологическая защита микросхемы, обеспечивающая стабильность её параметров на этапе изготовления. Если же бескорпусная микросхема выпускается в виде самостоятельного изделия, то её защита осуществляется с учётом всего комплекса климатических и механических воздействий, предусмотренных техническими условиями эксплуатации на данную микросхему.
Особое требование в случае бескорпусной защиты предъявляются к химической частоте и термостойкости герметизирующих покрытий, к их физико-механическим свойствам, влагопоглащению. Кроме того, герметизирующие материалы должны не только обеспечивать высокую жёсткость создаваемой конструкции, но и устойчивость её к различным видам воздействий.
Для бескорпусной защиты полупроводниковых структур используются в основном неорганические и органические полимерные материалы. Более высокой надёжностью характеризуются покрытия из неорганических материалов, однако, бескорпусная защита на основе органических материалов гораздо дешевле.
Если в процессе эксплуатации или хранения полупроводниковых приборов требуется защита, обеспечивающая их работоспособность в течении промежутка времени, то в этом случае рекомендуется применять корпусную герметизацию. Причём корпуса должны отвечать следующим основным требованиям: обладать достаточной механической прочностью и коррозионной стойкостью; иметь минимальные размеры; обеспечивать чистоту среды, окружающей полупроводниковый прибор; позволять легко и надёжно выполнять электрическое соединение между полупроводниковым приборами печатной платы, на которую устанавливается полупроводниковый прибор; обеспечивать минимальные паразитные ёмкости и индуктивности конструкции; обеспечивать надёжную изоляцию между токопроводящими элементами; быть герметичными и предотвращать проникновение влаги к защищаемой микросхеме; обеспечивать минимальное тепловое сопротивление между полупроводниковой структурой и окружающей средой ; защищать от воздействий электромагнитного поля и радиоактивного излучения; обеспечивать возможность автоматизации процесса сборки; иметь минимальную стоимость.
Защита поверхности p-n-переходов лаками и эмалями
Защищают p-n-переходы от внешних воздействий тонкими слоями специальных лаков и эмалей, наносимых на место выхода перехода на поверхность. Покрытие плотно сцепляется с поверхностью полупроводника и предотвращает доступ водяных паров, кислорода и др. Достоинством метода является его простота и технологичность.
Защита p-n-переходов методом лакировки имеет ряд недостатков. К основным из них следует отнести то, что применяемые в настоящее время лаки не отвечают требованиям, предъявляемым полупроводниковой технологией : недостаточно влагостойки, плохо переносят резкое изменение температуры окружающей среды, растрескиваются или отслаиваются при низких температурах.
Кроме перечисленных недостатков, следует отметить еще один важный недостаток лаков- их способность создавать в приповерхностном слое полупроводника значительные механические напряжения, что объясняется разными коэффициентами термического расширения лака и полупроводникового материала. Таким образом, качество защиты p-n-переходов и свойства лакированных приборов зависят от свойств лаков.
В качестве исходных материалов для лаков используются кремнийорганические смолы, обладающие высокой влагостойкостью и хорошими диэлектрическими свойствами. Однако чистые кремнийорганические лаки имеют ряд недостатков ( трескаются при низких температурах, недостаточно сцепляются с полупроводниками, хрупки) , которые устраняют введением модифицирующих добавок и специальных наполнителей. Некоторые свойства наиболее употребительных лаков и эмалей приведены в таб. 26. При выборе защитного покрытия ( лака или эмали ) необходимо исходить из эксплуатационных требований, которые предъявляют к конкретному полупроводниковому прибору.
Важным фактором при защите p-n-переходов лаков является чистота лакируемой поверхности, которая должна быть тщательно протравлена, промыта и высушена. После сушки p-n-переходы переносят в специальных вакуумных эксикаторах в скафандры, в которых носят лак на поверхность кристалла. При нанесении лакового покрытия лак набирают в шприц и осторожно небольшими порциями выдавливают на поверхность полупроводникового кристалла. Для покрытия круглых структур применяют различные полуавтоматические приспособления. Сушат лак в специально выделенных термостатах. Режим сушки зависит от вида лака или эмали, а также типа прибора.
Лак К-1 — довольно густая, почти прозрачная масса вязкостью 80–100 сСт при 20 С. Плёнка этого кремнийорганического лака после полимеризации при 130–150 С в течение не менее 4 ч почти прозрачна и удовлетворительно переносит термоциклирование. Термостойкость около 200 0С. Применяют лак К-1 в основном для защиты сплавных кремниевых p-n-переходов. Наносят лак иглой шприца или тонкой стальной проволокой, окуная ее в тигелек с лаком. При нанесении лак не полностью переходит с иглы ( или проволоки ) на кристалл, что приводит к утолщению ее кончика, которое удаляют, протирая иглу миткалем, смоченным в спирте.
Лак К-55 –густая прозрачная вязкая масса желтоватого цвета, приготавливаемая из полиорганосилоксановой смолы. Защитная пленка образуется на поверхности полупроводникового кристалла после обработки при 130-1500С в течении 2-3 ч. Удельное объемное сопротивление пленки при 200С равно 1013 Ом×см, а при 200 0С-1012Ом×см. После пребывания пленки в атмосфере с повышенной влажностью ( 98%) ее объемное сопротивление снижается до 1011 Ом×см. Термостойкость 150-1800С.
Лак К-57 –прозрачная вязкая масса светло-желтого цвета.Время высыхания пленки лака при температуре 2000С равно 1-1,5 часа. Удельное сопротивление при 200С равно 1014 Ом×см, а при 2000С –1012Ом см. Термостойкость 180-2000С. Пленка обладает высокой влагостойкостью и стойкостью к термоциклическому изменению температуры. Рекомендуемый режим сушки: выдержка 10 часов при 150-1700С.
Лак МК-4У –вязкая масса желтого цвета. Связующим веществом является кремнийорганическая смола , модифицированная полиэфирами и эпоксидными смолами, а в качестве наполнителя в смолу вводиться слюда мусковит. Рекомендуемый режим сушки: выдержка 2 ч при 1800С. Удельное объемное сопротивление при 200С равно 1014 Ом*см. Термостойкость 180-2000С.
Защитный лак ПЭ-518 – терефталевоглицириновой смолы ТФ-4 в циклогексане; прозрачная жидкость от светло- до темно-жёлтого цвета. Обладает термостойкостью в диапазоне температур от –60 до +100С. Тангенс угла диэлектрических потерь на частоте 106 Гц равен 0,04. Удельное объёмное сопротивление равное в обычных условия 1014 Ом*см, после пребывание во влажной среде атмосфере в течении 48 часов снижается до 1012 Ом*см. Применяется для защиты p-nпереходов от воздействия влаги и воздуха.
Защитный лак КО-938В — раствор кремнийорганической смолы и толуола, модифицированный полиэфиром; жидкость коричневого цвета. Перед употреблением в лак добавляют сиккатив. Содержание сухого остатка равно 50%. Плёнка высыхает при 150 С в течение 30 мин. Адгезионная прочность 8*104 Н/м2. Электрическая прочность при 20 С равна 75 кВ/мм, при 200 С — 40 кВ/мм, а после воздействия влажной атмосферы в течении 48 часов —50 кВ/мм. Удельное объёмное электрическое сопротивление при 20 С равна 1014 Ом*см, а при 200 С — 1012 Ом*см. Диэлектрическая проницаемость на частоте 106 Гц при 20 С равна 4, а тангенс диэлектрических потерь при тех же условиях – 6*10-4 . Применяется для защиты p-n-переходов полупроводниковых приборов, работающих при температурах до 200 С, а также в качестве адгезионного подслоя для эластичные заливочные компаунды.
Кремнийорганический лак КО-961-п — раствор полиметилвинилфенолсилоксилазана в толуоле; бесцветная или светло-жёлтая жидкость без механических примесей. Содержание сухого остатка не привышает 57-63%. Плёнка высыхает при 20 С в течение 60 минут. Электрическая прочность при 20 С равна 85 кВ/мм, а при 150 С — 5 кВ/мм. Удельное объёмное сопротивление при 20 С равно 1014 Ом*см, а при 150 С — 1012 Ом*см. Покрытия обладают хорошей влагостойкостью и высокими диэлектрическими характеристиками. Тангенс угла диэлектрических потерь – 0,003. Диэлектрическая проницаемость 4,5. Лак легко воспламеняется: нижний температурный предел воспламеняемости насыщенных паров в воздухе 8 С, а верхний 36 С. Предельно допустимая концентрация раров лака в воздухе составляет 10–20 мг/м3.
Лак сульфон —раствор полисульфонамида на основе изофталеновой кислоты и 3,3-диаминодифенисульфона в диметилацетамиде или диметилформамиде; жидкость желтоватого цвета. Содержание сухого остатка не превышает 15%. Удельное объёмное сопротивление при 20 С равно 1014 Ом*см , при 200 С — 1012 Ом*см, а при 48-часовом воздействии влаги (95%) и 55 С — 1013 Ом*см. Электрическая прочность при 20 равна 50 кВ/мм. Тангенс угла диэлектрических потерь на частоте 103 Гц при температуре 20 С равен 0,02, а диэлектрическая постоянная при тех же условиях – 4. Применяется для защиты p-n-переходов полупроводниковых приборов, работающих в интервале температур от –60 до +200 С.
Лак «Пан» — 5%-ный раствор полинитрилоакрилата в диметилформамиде; прозрачная жидкость жёлтого цвета без механических примесей. Вязкость при 20 С равна 80–150 сСт. Показатель преломления 1,43–1,44.
Эмаль АС–539 —суспензия пигмента свинцового сурика в растворе эпоксидной смолы, ярко-оранжевого цвета. Разбавляется ксилолом. Вязкость при 20 С равна 90–100 сСт. Содержание сухого остатка 25%. Тангенс угла диэлектрических потерь на частоте 1МГц и температуре 20 С не превышает 0,025. Плёнка высыхает при 18-23 С в течение 1 ч, а при 130 С – 4 ч. Удельное объёмное сопротивление при 20 С равно 5*1014 Ом*см, а после пребывания во влажной атмосфере (98%) в течение 48 часов снижается до 1013 Ом*см. Электрическая прочность 20 кВ/мм. Влагонабухаемость плёнки в течение 48 часов при 18-23 С не превышает 1%. Эмаль устойчива к перепаду температур от –60 до + 125 С . Применяется для защиты полупроводниковых приборов и кристаллов с p-n-переходов от внешних воздействий в интервале температур от –60 до +150 С.
Эмаль КО-97— смесь кремнийорганического лака ФМ-34 и смолы БКМ-5 с добавлением пигментов и наполнителей. Вязкость при 20 С равна 80-100 сСт. Содержание сухого остатка не превышает 48-58%. Удельное объёмное сопротивление при 20 С равно 1014 Ом*см, а при 170 С — 1012 Ом*см, а после пребывания во влажной атмосфере снижается до 1011 Ом*см. Тангенс угла диэлектрических потерь на частоте 1 МГц при 20 С равен 0,01, а при 170 С повышается до 0,015. Диэлектрическая проницаемость при тех же условиях соответственно равна 3,5 и 5,5. Влагонабухаемость не превышает 1%. Электрическая прочность 20 кВ/мм. Эмаль устойчива к перепаду температур от –65 до +150 С.
Эмаль ЭП-274 — суспензия пигментов в эпоксидном лаке ЭП-074. Для разбавления применяется смесь, содержащая 30% ацетона, 30% этилцеллозольва и 40% ксилола. Вязкость 80-100 сСт. Время высыхания плёнки при 150 С равно 1 ч. Содержание сухого остатка лежиит в пределах от 35 до 45%. Применяется для окраски полупроводниковых приборов, эксплуатирующихся в условиях тропического климата, и выпускаются в двух цветов: серого и черного.
Эмаль РПЭ-401 — смесь кремнийорганического лака ФМ-ЗУ и раствора смолы БМК-5 в соотношении 5:1, в которую добавляют наполнители: 20% рутила, 20% кварца, 30% слюды и 30% талька. Плёнка высыхает при 200 С в течение 5 часов. Удельное объёмное сопротивление при 20 С равно 1014 Ом*см, при 200 С — 1012 Ом*см, а после выдержки во влажной атмосфере (98%) – 2,8*1013 Ом*см.
Эмаль ЭС-50 — кремнийорганическая смола модифицированная телиэфирами и эпоксидными смолами, в которую в качестве наполнителя вводится рутил. Плёнка высыхает при 180 С в течение 2 часов. Удельное объёмное сопротивление при 20 С равно 1014 Ом*см, при 200 С — 1012 Ом*см, а после выдержки во влажной атмосфере (98%) – 109 Ом*см.
Компаунды МБК-1 и МБК-3 — высокомолекулярные полимерные соединения с добавкой химически активного компонента – отвердителя, широко применяемые для защиты германиевых p-n-переходов. Перед использованием компаунды вакуумируют – обрабатывают под вакуумом. Плёнка компаунда МБК-1 после полимеризации в течение 10-12 часов при температуре 80-100 С твёрдая, а компаунда МБК-3 эластичная, поэтому устойчивость компаунда МБК-3 к термоциклам значительно выше. Термостойкость компаундов невысока — около 150 С. Удельное объёмное сопротивление компаунда МБК-3 —1012-1013 Ом*см. Компаунды обладают хорошей адгезией к германию и удовлетворительной влагостойкостью. Тангенс угла диэлектрических потерь при частоте 50 Гц и температуре 20 С равен 6*10-2 — для МБК-1 и 5*10-2 — для МБК-3. Диэлектрическая проницаемость при тех же условиях соответственно равна 3,3 и 4. Электрическая прочность лежит в пределах 15–25 кВ/мм при толщине плёнки 1-1,5 мм температуре 20 С.
Компаунды ГК и ГКН — предназначены для пассивации и защиты p-n-переходов полупроводниковых приборов, работающих при температурах от –60 до +220 С. По внешнему виду компаунд ГК (Г– гидридсодержащий, К– компаунд) — бесцветная мутная, а компаунд ГКН (Н – с наполнителем) светло-серая жидкость.
Плёнка компаундов после полимеризации — выдержке при комнатной температуре 20 ч, а затем при 110 С – 2 ч и при 150 С не менее 5 ч – эластичная. Удельное объёмное сопротивление при 20 С соответственно равно 1014 и 1015 Ом*см. Тангенс угла диэлектрических потерь на частоте 106 Гц равен 3*10-3, а диэлектрическая проницаемость на той же частоте –3,5. Электрическая прочность 25 кВ/мм.
Эпоскидные смолы.
Эпоксидными смолами называются олигомеры и полимеры,: СН—СН содержащие в микромолекуле эпоксидные группы \ / ,,
Эпоксидные смолы представляют собой группу искусственных смол,» получаемых в результате реакции хлорированных глицеринов;
с двухатомными или многоатомными фонолами в щелочной среде, Обычно для получения эпоксидных смол используют эпихлоргидрин или дихлоргидрин глицерина с резорцином или дифенилолпроданом. В первом случае получают резорциновые смолы, во вто-Ч • ром — дйановые, которые как менее токсичные и более дешевые получили наибольшее распространение. Молекулярная масса эпоксидных смол может меняться от нескольких сотен до нескольких тысяч в зависимости от соотношения в них исходных компонентов.
В табл. 27 приведены данные по влиянию соотношения эпихлоргидрина глицерина и дифенилоляропана на молекулярную! массу и, температуру размягчения эпоксидных смол. 1|
Эпоксидные смолы—это жидкие или низкоплавкие продукты?! легко растворимые во многих органических растворителях (аце-тоне, толуоле, хлорированных углеводородах и др.), нерастворимые в воде и мало растворимые в спиртах. С увеличением молекулярной массы растворимость эпоксидных смол уменьшается. Неотвержденные эпоксидные смолы имеют ограниченное применение
Эпоксидные смолы, полученные взаимодействием эпихлоргидрина или дихлоргидрина с многоатомными фонолами, резорцином, анилином, аминами, гликолями, можно разбить на три основные группы: диэпоксидные, полиэпоксидные и алифатические диэпоксидные
|
Таблица 27. Свойства эпоксидных смол |
||||
|
Характеристика |
Состав смолы |
|||
|
I |
и |
III |
IV |
|
|
Отношение молей эпихлоргадрина глицерина к дифенилолпропану ............ |
2,6:1 27 483 |
2,0:1 43 650 |
1,5:1 77 903, |
1,2:1 99 1415- |
|
Температура размягчения, ° С ....... |
||||
|
Молекулярная масса .......... |
||||
К диэпоксидным относятся смолы на основе дифенилолпропана (ЭД-5, ЭД-6, Э-37)), диаминодифенилметана (ЭМДА)„ фенолфталеина (ЭФФ) и азотсодержащие на основе анилина (ЭА), к полиэпоксидным — смолы на основе эпоксиноволаков (ЭН-5, ЭН-6), полифенолов (ЭТФ) и эпоксициануратные на основе циануровой кислоты (ЭЦ), а к алифатическим диэпоксидным — смолы на основе алифатических аминов (Э-181, ДЭГ-1, ТЭГ-1„ МЭГ-1 и ЭЭТ-1).
В полупроводниковом производстве для приготовления различных компаундов для герметизации полупроводниковых приборов и интегральных схем широкое применение находят эпоксидные смолы ЭД-5, ЭД-6, Э-37, ЭЦ и Т-10.
Смола ЭД-5 — вязкая светло-коричневая жидкость, продукт конденсации дифенилолпропана (температура плавления 140— 142° С, содержание свободного фенола не более 4%) с эпихлор-гидрином глицерина. Молекулярная масса 360—470. Температур» размягчения 0°С. Время отверждения с гексаметилендиамином при 120° С равно 10 мин. Содержит 20% эпоксидных групп и 2,5% летучих соединений. Мольное соотношение эпихлоргадрина и дифенилолпропана 5:1.
Смола ЭД-6 — прозрачная вязкая жидкость от светло-желтого до светло-коричневого цвета, продукт конденсации дифенилолпропана и эпихлоргидрина в присутствии щелочи. Молекулярная масса 480—600. Температура размягчения 10° С. Содержит от 14 до. 18% эпоксидных групп и 1% летучих соединений. Мольное соотношение эпихлоргидрина и дифенилолпропана 2,5:1.
Смола Э-37—сиропообраэная жидкость от светло-желтого» до темно-коричневого цвета, продукт взаимодействия дифенилолпропана и эпихлоргидрина. Молекулярная масса 600—800. Температура размягчения 50—70° С. Содержит от 11 до 17% эпоксидных групп, 0,5% летучих соединений и 0,005 ионов хлора. Мольное соотношение эпихлоргидрина и дифенилолпропана 1,2:1.
Смола ЭЦ — густой вязкий или твердый хрупкий материал от желтого до коричневого цвета,, продукт конденсации циклического тримера циануровой "кислоты с эпихлоргидрином. Молекулярная масса 400—600. Температура размягчения 70—80^С. Содержит 30% эпоксидных групп,- 1,5% летучих соединений, 5% хлора и 0,1% ионов хлора.Смола Т-10—прозрачный вязкий материал от желтого до -коричневого цвета, продукт модификации смолы ЭД-6 полиорга носилоксаном Молекулярная масса 300—700 Температура раз-1 мягчения 60—70° С Содержит от 11,5 до 14,5% эпоксидных групп' и 97% сухого остатка Применяется для приготовления заливочных составов для изделий электронной техники, работающих в интервале температур от —60 до +220° С При комнатной темпера туре смола не токсична а при ] 220° С
|
|

не огнеопасна Полностью | растворяется в ацетоне 3
Широкое применение эпоксидных смол обусловлено исключи тельно ценным комплексо свойств, присущих этой группе I искусственных соединений (рис 43) Основные положительные качества эпоксидных смол за-ключаются в том, что на их ос нове получают жидкие и твердые | материалы, которые отвержда- ются как при комнатной, так и при повышенной температуре без образования пузырей .
В качестве отвердителей для эпоксидных смол могут быть ис-
|
Рис 43 Зависимость свойств эпоксид ных смол от частоты и температуры в — тангенса угла диэлектрических потерь б — объемного и поверхностного удельного сопротивления е — диэлектрической проницае мости |
пользованы алифатические и аро- % магические амины, пиперидин и ангидриды кислот Алифатические амины — диэтилентриамин и триэтилентетрамин характеризуются тем, что при добавлении их в эпоксидную смолу отверждение ее происходит при комнатной температуре Однако при повышенных температурах наблюдается ухудшение электро-физических свойств пластмасс Добавление к эпоксидным смолам ;
ароматических аминов — метафенилендиамина, метилендиамина или диаминдифенила позволяет получать пластмассы, отвержде- ние которых происходит при повышенной температуре (40—60° С),^ и использовать их при более высоких рабочих температурах, чем смолы с алифатическими аминами Введение в эпоксидную смолу пиперидина дает температуру отверждения порядка 100° С . Для получения пластмасс, стойких к повышенным температурам, 1 в эпоксидную смолу добавляют ангидриды кислот (например, гидрид метилгексановой кислоты)
Отвердители придают эпоксидной смоле определенные специ-„ фические свойства, необходимые для конкретных целей применения Свойства эпоксидных смол после введения в них отвердите
лей зависят не только от рода отвердителя, но и от его количества. Избыток отвердителя (как "и его недостаток) может отразиться на свойствах конечного продукта Так, избыток аминов, особенно с высокой температурой кипения, приводит к тому, что полученные пластмассы способны вызывать коррозию некоторых металлов (меди, латуни и др ) Количество отвердителя может^ отразиться также на физико механических и электрических свойствах отвержденной смолы Таким образом, в зависимости от вида и количества введенного в смолу отвердителя можно получать термореактивные продукты с высокой химической стойкостью, механический прочностью и стабильностью электрических параметров
Для отверждения эпоксидных смол широкое применение находят следующие материалы (отвердители)
Диэтилентриамин (ДЭТА) — жидкость желтого цвета Молекулярная масса 103 Температура кипения 206° С Содержит 27,2% первичных аминов и 12,8% -вторичных Температура совмещения лежит в пределах от 20 до 40° С Для отверждения 100 ч смолы необходимо от 8 до 12 ч продукта Время отверждения при 100° С равно 6 ч
Гексаметилендиамин (ГМДА)—жидкость темно-желтого цвета Молекулярная масса 116 Температура плавления 42° С, а кипения 200° С Содержит 24% азота Температура совмещения лежит в пределах от 40 до 60° С Для отверждения 100 ч смолы необходимо от 10 до 15 ч продукта Время отверждения при 25° С равно 5 сут, при 80° С—10 ч, при 120° С—3 ч
М-Фенилендиамин (МФДА) — жидкость желтого цвета Молекулярная масса 108 Температура плавления 60° С, а кипения 280° С Температура совмещения лежит в пределах от 60 до 90° С Для отверждения 100 ч смолы необходимо от 10 до 14 ч продукта Время отверждения при температуре 80° С равно 8 ч, а при 120° С—2 ч
Дициандиамид (ДЦДА) — бесцветная жидкость Молекулярная масса 84 Температура плавления 200° С Цри нагревании разлагается Содержит 65% азота Температура совмещения лежит в пределах от 150 до 170° С Д'ля отверждения 100 ч смолы необходимо от 15 до 20 ч продукта Время отверждения при температуре 170° С равно 40 мин
Триэтаноламин (ТЭА) — бесцветная жидкость Молеку лярная масса 149 Температура кипения лежит в диапазоне от 170 до 225° С, а температура совмещения—в диапазоне от 40 до 80° С Для отверждения 100 ч смолы необходимо от 15 до 20 ч продукта Время отверждения при температуре от 80 до 100° С
равно 6 ч
Диметиланилин (ДМА)—.жидкость коричневого цвета Молекулярная масса 121 Температура китгения 192° С Температура совмещения 60° С Для отверждения 100 ч смолы необходимо от 0,05 до 0,5 ч продукта Время отверждения при температуре 20°С равно 8 ч
Отвердитель Л 18—прозрачная вязкая жидкость от желЗ того до темно-коричневого цвета. Для отверждения 100 ч. смолы, используют от 20 до 80 ч. продукта.
Малеиновый ангидрид (МА) 1 С4НаОз — бесцветные/ игольчатые кристаллы или чешуйки белого цвета, растворимые^ в воде. Молекулярная масса 98,06. Выпускается марка ЧДА. Температура плавления 52—54° С. Температура совмещения лежит в пределах от 55 до 60° С. Для отверждения 100 ч. смолы' необходимо 0,85—1 ч. продукта. Время отверждения при 120° С равно 2 ч, а при 150° С—10 ч.
Фталевый ангидрид (ФА) С8Н40з — порошок белого цвета. Молекулярная масса 148,11. Температура начала плавле-^' ния 130° С. Температура совмещения лежит в пределах от 135 до 145° С. Для отверждения 100 ч. смолы необходимо 3"ч. ангидрида. Время отверждения при 120—150° С равно нескольким часам.
Метилтепрагидрофталевый ангидрид (МТГФА) СдНщОз—белый кристаллический порошок или белые с кремовым оттенком чешуйчатые пластинки. Растворяется в эфире, ацетоне. Труднее растворяется в спирте. Не растворяется в воде. Молекулярная масса 166,179. Температура плавления 60—65°С. Вязкость при температуре 90° С равна 30 сСт. Температура^ совмещения лежит в пределах от 60 до 80° С. Для отверждения 100 ч. смолы необходимо 4 ч..продукта. Время отверждения при 120° С равно 3 ч, а при 150°^С—15 ч. Применяется в качестве отвердителя при горячем отверждении эпоксидных смол или со- , ставов на их основе. Выпускается марка Ч с содержанием чисто- | го продукта 99%. 1
Тетрагидрофталевый' ангидрид (ТГФА) — кристал-1 лический порошок белого цвета. Молекулярная масса 152. Тем--1 пература плавления 98—101° С. Температура совмещения лежит ^ в пределах от 100 до 110° С. Для отверждения 100 ч. смолы не- \1 обходимо от 2 до 4 ч. продукта. Время отверждения при 120° С < равно 2 ч, при 130° С—3 ч, а при 150° С—6 ч.
„Отъ-ердитель УП-575 — жидкость от светло- до темно-коричневого цвета, продукт конденсации гексаметилендиамина ' с циклогексаноном. Показатель преломления лежит в пределах от 1,49 до 1,51. Применяют для приготовления пластмассы с тем- :
пературой отверждения выше 20° С. Увеличивает жизнеспособ- , ность композиций.
Отвердитель АФ-2—вязкая жидкость красно-коричнево- < го цвета, продукт на основе фенола этилендиамина и форма- :
лина.
Компаунды на основе эпоксидных смол.
Эпоксидные компаунды представляют собой продукты модификации эпоксидных смол отвердителями, пластификаторами и наполнителями. При введении "модифицирующих веществ изме-няются свойства эпоксидных смол: снижается их вязкость, изменяется жизнеспособность, претерпевают изменения физико-механические и электрические свойства. Таким образом, эпоксидные компаунды представляют собой двух-, трех- и четырехкомпонентные системы, в которых первая и вторая составляющие (смола и Отвердитель) являются постоянными, а третья: и четвертая (пластификатор и наполнитель) вводятся для получения определенных свойств пластмассы.
В качестве пластификаторов, уменьшающих хрупкость компаундов, используют полиэфиры, дибутилфталаты, диоктилсеба-цинаты, трикрезилфосфаты, трифенилфосфаты и др. Количество вводимых пластификаторов обычно колеблется в пределах от 5 до 30% по отношению к массе смолы.
Наполнители (песок, кварц, тальк, слюда и др.) улучшают механические и^ термические свойства компаундов и вводятся в их состав обычно в больших количествах (до 300% по отноше'-нию к массе смолы).
Эпоксидные компаунды обладают хорошей адгезией ко многим материалам и имеют малую усадку, колебания которой от 0,4 до 2,5% зависят от условий отверждения и состава компаунда. В производстве полупроводниковых приборов и 'интегральных схем для герметизации кристаллов с р-п-переходами широко применяют следующие эпоксидные компаунды: эпоксидно-полиэфирные (К-115, К-201, К-168, К-176, Д-2, Д-4. Д-19, ЭЗК-11, ЭЗК-12), эпоксидно-тиоколевые (К-153 и др.), эпоксидно-каучковые (К-139 и др.), эпоксидно-кремнийорганические (ЭФП-60, ЭФП-61, ЭФП-62, ЭФП-63, ЭФП-64, ЭФП-65, ЭКБТ-103, БЭТА-1, КЖ-25, ЭКМ, ЭЦД, ЭКП-200).
Компаунд К-115—прозрачная жидкость от светло-желтого до коричневого цвета, продукт модификации смолы ЭД-5 полиэфиром МГФ-9. Содержит 2,5,% летучих примесей. Жизнеспособность при 20° С равна 2 ч. Отверждение проводят по одному из режимов: при комнатной температуре—24 ч, при 60° С— 10—12 ч, при 80° С—8—10 ч, при 100° С—6 ч, при ^120° С—3 ч. Предел прочности отвержденного компаунда при сжатии равен (1,1—1,4). Ю8 Н/м2, а при изгибе (0,9-1,3) • 108 Н/м2. За 24 ч поглощает 0,04% влаги и 0,4% ацетона. Удельное объемное электрическое сопротивление 1015 Ом-см, а поверхностное ' &-1014 Ом-см. Тангенс угла диэлектрических потерь на частоте 106 Гц при температуре 20° С равен 0,02, а диэлектрическая проницаемость при тех же условиях равна 4 Электрическая прочность 25 кВ/мм. Теплостойкость 100° С.
Компаунд К-201 по механическим и электрическим свойствам аналогичен К-115, но обладает меньшей теплостойкостью. Применяется с большим количеством (300%) наполнителя.
Крмпаун-д К-168—продукт модификации смолы ЭД.6 полиэфиром МГФ-9 Электрофизические параметры такие же, как у компаунда К-115 Обладает повышенной- по сравнению с ним теплостойкостью. Применяется с наполнителем и без него.
Компаунд К-176 — вязкая жидкость от светло-желтого до светло-коричневого цвета, которая включает в себя 100 ч. смолы ЭД-5 и 20 ч. диоктилфталата. Содержит 3% летучих соединений. Обладает самой высокой теплостойкостью среди компаундов этой группы.
Компаунды типа Д (Д-2, Д-4, Д-19) — вязкие жидкости. Применяются для заливки и обволакивания конструкций электронной техники. Состоят из 100 ч смолы ЭД-6, от 2 до 10 ч. от-вердителя и от 5 до 200 ч. наполнителя. Рабочая температура от —60 до +80°С. Предел прочности при изгибе (0,98—1,6) -108 Н/м2, а при сжатии (1,06—1,9)-108 Н/м2. Удельная вязкость в пределах (0,6—2,5) • 106 Н/м2. Тангенс угла диэлектрических потерь на частоте 106 Гц при температуре 20° С равен 0,02, а диэлектрическая проницаемость равна 4.
Компаунд ЭЗК-11 состоит из 100 ч смолы ЭД-6, 12 ч. отвердителя, 18 ч касторового масла, 12 ч. бутилметакрилата, 150 ч. кварца, 150 ч. талька. Удельное объемное электрическое сопротивление при 20° С равно 1014 Ом-см, а при 80°С—1013 Ом-см. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,001, а при 80° С—0,03. Диэлектрическая проницаемость при тех же условиях соответственно равна 4,1 и 4,6. Время отверждения при 80° С равно 1 ч, при 100° С—2 ч, а при 140° С—3 ч.
Компаунд ЭЗК-12 состоит из 100 ч эпоксидной смолы ЭД-5, 10 ч. отвердителя, 10 ч. стирола и 100 ч двуокиси титана. Удельное объемное сопротивление при 20° С равно 1014 Ом-см, а при 100° С—109 Ом-см. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,02, а при 100° С—0,05. Диэлектрическая проницаемость при тех же условиях соответственно равна 9 и 12. Время отверждения при 60—80° С равно 8—12 ч.
Компаунд К-153 (эпоксидно-тиоколевый) — однородная жидкость от светло- до темно-бурого цвета, обладает повышенной эластичностью и хорошей морозостойкостью. В состав компаунда входят эпоксидная смола ЭД-5, тиокол и полиэфир МГФ-9. Для отверждения рекомендуется выбирать один из следующих режимов: 8 ч при 18—20° С и 6—8 ч при 80° С; 8 ч при 18—20° С, 2 ч при 75—80° С и 6 ч при 100° С; 8 ч при 18—20° С и 3 ч при 120° С. В некоторых случаях отверждение проводят при комнатной температуре в течение 3 суток. Отвержденный компаунд имеет предел прочности при изгибе (0,8—1)-108. Н/м2, -при растяжении—' (4—5) • 107 Н/м2, а при сжатии— (1—1,2) • 108 Н/м2 Относительное удлинение при разрыве составляет от 3 до 5%. За 24 ч впитывает 0,08% влаги, за 30 суток—0,3%. После пребывания в ацетоне в течение 24 ч увеличивает массу на 2%. Удельное объемное электрическое сопротивление равно 1014 Ом-см. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,03, а диэлектрическая проницаемость равна 4. Электрическая прочность при толщине образца 2 мм равна 20 кВ/мм.
_ Компаунд К-139—продукт модификации смолы ЭД-5 полиэфиром МГФ-9 и парбоксилатным каучуком Т: КА-26. Применяется
для герметизации деталей электронной аппаратуры и приборов Жизнеспособность компаунда после приготовления не превышает 2 ч Скорость полимеризации при температуре 140° С равна 30—50 с Отверждение можно проводить по одному из следующих режимов: 48 ч—при 20° С; 6 ч—при 20° С, 2 ч—при 80° С и 6 ч— при 100° С; 6 ч—при 20° С и 8—10 ч—при 60—80° С Предел прочности при изгибе (5—6)-107 Н/м2, при растяжении (4—6) • 107 Н/м2. Относительное удлинение при разрыве 8% Температура стеклования 75° С Удельное электрическое сопротивление при 20° С равно 1014 Ом-см Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,04, а диэлектрическая проницаемость равна 4,5
Пресс-материал ЭКП-200 — эпоксикремнийорганический пресспорошок черного цвета с дисперсностью 0,5 мм на основе эпоксидной смолы ЭД-6, отвердителей и минерального наполнителя применяется для герметизации изделий электронной техники, а также для изготовления деталей радиоэлектронной аппаратуры, рассчитанных на эксплуатацию в диапазоне температур от —60 до +200° С в течение 1000 ч Время желатинизации при 160° С равно 1—2 мин Тангенс угла диэлектрических потерь на частоте 106 Гц равен 0,03, а диэлектрическая проницаемость равна 5 Удельное электрическое сопротивление при 20° С равно 1014 Ом-см, а после пребывания в атмосфере с 98% влажности при температуре 40°С в течение 30 сут—1013 Ом-см Электрическая прочность при нормальных условиях и после пребывания во влажной'атмосфере 20 кВ/мм Усадка не превышает 0,5% Плотность 1,7—1,9 г/см3 Коэффициент линейного расширения 30-10-6 \/°С Водопоглощение 0,5% Время отверждения при 160° С равно 4—5 мин на 1 мм толщины образца
Эпоксидные формовочные порошки ЭФП — пресспорошки на основе эпоксидной смолы ЭД-6, отвердителя и минеральных наполнителей, выпускаемые пяти марок ЭФП-60, ЭФП-61, ЭФП-62, ЭФП-64 (черные) и ЭФП-65 (красно оранжевый) и применяемые для герметизации и изготовления деталей радиоэлектронной аппаратуры Дисперсность порошков всех марок 0,5 мм Время желирования при температуре 150° С от 40 до 120 с Жизнеспособность при температуре хранения 25° С равна 1,5 ч Тангенс угла диэлектрических потерь на частоте 106 Гц равен 0,03 Диэлектрическая проницаемость 6 Удельное объемное и поверхностное сопротивление 1014 Ом-см Электрическая прочность 20 кВ/мм Предел прочности при статическом изгибе составляет: для ЭФП-60—6-Ю7 Н/м2, для ЭФП-61—7-107 Н/м2, для ЭФП-62—9-Ю7 Н/м2, а для ЭФП-64 и ЭФП-65—7-Ю7 Н/м2. Коэффициент линейного расширения до ЭФП-60, ЭФП-62 и ЭФП-65 равен (32-38) • Ю-6 1/°С, для ЭФП-61 — (28-32) X Х10-6 17° С, а для ЭФП-64—(22—25) • 10-6 1/°С.'Усадка материала всех марок не превышает 0,5% Плотность изменяется от 1,7 г/см3 для ЭФП-60 до 2,2 г/см3 для ЭФП-65 Время отвержде-
ния всех порошков при 150° С равно 3—4 мин при толщине образ-| ца 1 мм
Компаунд ЭК.БТ-103—прозрачная однородная жидкость светло-желтого цвета, получаемая смешиванием эпоксидной смолы ЭД-5 с отвердителем и ускорителем полимеризации. Применяется для защиты источников излучения, работающих в инфракрасной и видимой областях спектра, а также герметизации полупроводниковых приборов. Не теряет своих свойств при использовании в условиях пониженных (—60° С) и повышенных (+120° С) температур. Показатель преломления при 20° С равен 1,55. Жизнеспособность 10—12 ч. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,05. Диэлектрическая проницаемость 5. Удельное объемное сопротивление при 20° С равно 1014 Ом-см, электрическая прочность 20 кВ/мм. Теплостойкость 90° С. Водопроницаемость за 24 ч не превышает 1%.
Компаунд БЭТА-1—однородная жидкость светло-желтого цвета, получаемая смешиванием эпоксидной смолы ЭД-5, отвер-дителя и ускорителя полимеризации. Применяется для герметизации полупроводниковых источников излучения в инфракрасной и видимой области спектра, а также для изготовления корпусов различных полупроводниковых приборов. Стоек в интервале температур от —60 до +100° С. Показатель преломления 1,55. Жизнеспособность 24 ч. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,05. Диэлектрическая проницаемость 5. Удельное объемное сопротивление 2-Ю9 Ом-см. Водопоглоще-ние в течение суток не превышает 1%.
Компаунд КЖ-25 — вязкая однородная жидкость ярко-красного цвета, получаемая смешиванием эпоксидной смолы ЭД-5, отвердителя, наполнителя и ускорителя полимеризации. Применяется для герметизации германиевых полупроводниковых приборов, работающих в интервале температур от —60 до +70° С. Жизнеспособность 10—12 ч. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 0,02. Диэлектрическая проницаемость 4. Удельное объемное сопротивление при 20° С равно
1014 Ом-см. Электрическая прочность 20 кВ/мм. Усадка при полимеризации не превышает 1 %.
Компаунд ЭКМ—вязкая жидкость кирпично-красного цвета. Применяется для герметизации полупроводниковых диодов и транзисторов. Диапазон рабочих температур от—60 до +120° С. Усадка после отверждения не превышает 0,9%. Жизнеспособность 4 ч. Предел прочности на разрыв 7,4-Ю7 Н/м2. КТР равен 47-Ю-6 1/°С. Тангенс угла диэлектрических потерь на частоте 106 Гц при 20° С равен 2,5-10~2. Диэлектрическая проницаемость 4,5. Удельное объемное сопротивление при 20° С равно
1015 Ом-см. Электрическая прочность 35 кВ/мм.
Компаунд ЭЦД—вязкая жидкость черного цвета. Диапазон рабочих температур от —60 до +150° С. Усадка после затвердевания 0,7%. Жизнеспособность 48 ч. Предел прочности на разрыв 7,3-Ю7 Н/м2. Тангенс угла диэлектрических потерь на частоте
Ю9 Гц при 20°С равен 1,5-Ю-2. Диэлектрическая проницаемость 2,5. Удельное объемное сопротивление при 20°С равно 1015 Ом-см. Электрическая прочность 20 кВ/мм.
Компаунд К-18—вязкотекучий материал от белого до темно-серого цвета. Применяется для герметизации полупроводниковых приборов и интегральных микросхем, работающих в атмосфере с повышенной влажностью в интервале температур от —60 до +250° С. Жизнеспособность 6 ч. Содержание летучих примесей при температуре 150° С не превышает 1,5%. Относительное удлинение при разрыве 80%. Удельное объемное сопротивление при 20°С и относительной влажности 65% равно 1013 Ом-см. Тангенс угла диэлектрических потерь на частоте 105 Гц равен 0,02, а диэлектрическая проницаемость на той же частоте равна 3. Электрическая прочность 15 кВ/мм.
Компаунд К-25 — вязкая жидкость от серого до черного цвета, получаемая смешиванием смолы СК-25,1 наполнителя (стекло—кристаллического цемента марки СЦ-90-1), красителя (нигрозина) и отвердителя (полиамидной смолы Л-20). Применяется для защиты и герметизации полупроводниковых приборов, работающих в интервале температур от —60 до +150°. Жизнеспособность при 20°С не более 2 ч. Тангенс угла диэлектрических потерь при 20°С и частоте Ю6 Гц равен 0,015. Диэлектрическая проницаемость 4,5. Удельное объемное сопротивление 1,5-Ю12 Ом-см. Для приготовления компаунда берут 100 мае ч смолы СК-25, 100—200 мае. ч. стеклокристаллического цемента, 2 мае. ч нигрозина и 50—60 мае. ч. смолы Л-20.
Компаунд К-26—вязкая жидкость красного цвета, получаемая смешиванием смолы ЭД-20, красителя, разбавителя (гли-цидилового эфира) и отвердителя (полиамидной смолы Л-20). Применяется для герметизации цифрознаковых индикаторов, работающих в интервале температур от —60 до +125° С. Жизнеспособность не более 2 ч. Тангенс угла диэлектрических потерь при 20°С и частоте Ю6 Гц равен 0,03, а диэлектрическая проницаемость при тех же условиях равна 5. Удельное объемное сопротивление при 20°С равно 8-Ю14 Ом-см. Водопоглощение не превышает 0,5%. Разрушающее напряжение дри растяжении 2,5-Ю7 Н/м2. Для приготовления компаунда берут 100 мае. ч смолы ЭД-20, 20 мае ч. глицидилового эфира, 50 мае. ч. полиамидной смолы Л-20 и 0,5 мае ч. красителя.
Пресс-материал ЭФП-63—порошок темно-серого цвета, композиция на основе эпоксидной смолы, минеральных наполнителей, отвердителя и красителя. Применяется для герметизации полупроводниковых приборов и гибридных интегральных микросхем. Тангенс угла диэлектрических потерь на частоте Ю6 Гц равен 0,03, а диэлекгрическая проницаемость на той же частоте равна 5 Удельное объемное сопротивление Ю14 Ом-см. Электрическая прочность 20 кВ/мм. Разрушающее напряжение при статическом изгибе 9-Ю'' Н/м2. КТР в интервале температур от 20 до 125° С равен 25-Ю-6 1/°С. Усадка 0,6%.
Компаунд ЭКБТ-103—прозрачная однородная жидкость светло-желтого цвета, композиция на основе эпоксидной смолы ЭД-22 с отвердителем и ускорителем. Применяется для защиты и герметизации полупроводниковых источников света в инфракрасной и видимой областях спектра и обеспечивает работу приборов в диапазоне температур от —60 до +120° С. Показатель преломления при 20° С равен 1,55 Тангенс угла диэлектрических потерь при частоте 106 Гц равен 0,05, а диэлектрическая проницаемость на той же частоте равна 5. Удельное объемное сопротивление 1014 Ом-см. Электрическая прочность 20 кВ/мм. Прозрачность в исходном состоянии не менее 88%, а после обработки при температуре 120° С в течение 30 сут^-85%. Водопоглощение не более 1%. Для приготовления компаунда берут 100 мае. ч. смолы ЭД-22, 10 мае. ч. отвердителя (трибутилбората) и 1 мае ч. ускорителя (марки '606/2).
Компаунд Л-1—композиция на основе эпоксидной смолы ЭД-24, смолы «Оксилин-5», отвердителя (МТГФА) и ускорителя (диметилбензиламина). Применяется для герметизации цифро-знаковых индикаторов. Для получения герметизирующего состава красного или зеленого цвета в состав вводят смолу «Оксилин-5» соответс'пвуюйцего цвета. Для приготовления компаунда берут 40 мае. ч. смолы ЭД-24, 60 мае. ч. смолы «Оксилин-5», 37 мае ч. отвердителя и 1 мае. ч.ускорителя.
Компаунды ОП-3 и ОП-ЗМ (О—оптический, П—прозрачный, 3—номер компаунда, М—модифицированный) применяются для заливки элементов оптоэлектронных приборов. Компаунды—прозрачные жидкости: ОП-3—бесцветная или слабого желтого цвета, а ОП-ЗМ—желтого, зеленого, красного и рубинового цветов. Время желирования при температуре 120° С не более 10 мин. Показатель преломления 1,48. Вязкость компаундов лежит соответственно в Пределах от 150 до 500 и от 1500 до 6000 сСт. Светопропускание при толщине 0,8—1 мм и 20° С от 65 до 85%. Тангенс угла диэлектрических потерь при 20° С и частоте 106 Гц равен 0,03, а диэлектрическая проницаемость при тех же условиях равна 5 Удельное объемное сопротивление при 20° С равно 1014 Ом-см Разрушающее напряжение при растяжении лежит в пределах от 1.5-Ю7 до 2,5-Ю7 Н/м2. Водопоглощение за 24 ч не превышает 0,5%. КТР равен 8-Ю-5 1/°С.
Компаунд ОП-6—прозрачная жидкость желтоватого или красного цвета. Применяется для герметизации оптоэлектронных приборов, работающих при температурах от —60 до +125° С. Приготовляется на основе эпоксидной смолы и отвердителя ангидридного типа. Время желирования при температуре 120° С равно 30 мин Прозрачность при длине волны 0,7—1 мкм и температуре 20° С не менее 85%. Водопоглощение за 24 ч не более 0,3%.
Компаунд ОП-429/1—вязкая, бесцветная, прозрачная жид-' кость. Применяется для защиты и герметизации цифрознаковых индикаторов и оптронов, работающих при температурах от —60 до +125° С. Время желирования 1 ч. Показатель преломления при
20° С равен 1,53. Светопропускание при толщине 1 мм и 20° С в инфракрасной и видимой области спектра не менее 85%. Тангенс угла диэлектрических потерь при 20° С и частоте Ю6 Гц равен 0,03, а диэлектрическая проницаемость при тех же условиях равна 3,8 Удельное объемное сопротивление при 20° С равно 1013 Ом-см. Водопоглощение в холодной воде за 24 ч. не превышает 0,1%. Разрушающее напряжение при растяжении равно 4,5-Ю7 Н/м2. Выдерживает в течение 5 мин температуру 240° С.
Компаунд ОП-429/2 — вязкая жидкость белого цвета. Применяется для герметизации и защиты полупроводниковых приборов. Отличается от компаунда ОП-429/1 меньшим водопоглощением.
Защита поверхности p-n-переходов вазелином и цеолитами.
При сборке полупроводниковых кристаллов с p-n-переходами в корпуса используют метод стабилизации параметров введением в корпус прибора кремнийорганического вазелина в сочетании с влагопоглощающими добавками (гетерами), например с цеолитом. Изоляционный вазелин представляет собой смесь кремнийорганической жидкости с мелкодисперсным наполнителем в виде вязкой пасты. Широкое применение получили кремнийорганические вазелины КВ-3, КВ-2, КВ-3А.
Вазелин обладает высокими изоляционными свойствами: удельное объемное сопротивление вазелина при температуре 200С составляет 1014ом*, а при 1500-1012ом*см; тангенс угла диэлектрических потерь при частоте 106 гц-0,006; диэлектрическая проницаемость-2,8, а диэлектрическая прочность-15 кВ \ мм.
Перед нанесением на полупроводниковые кристаллы или корпуса вазелин подвергают вакуумной сушке при температуре 1500С в течение 8-10 ч. Технологический процесс нанесение вазелина проводиться в скафандрах в атмосфере осушенного азота.
Так же герметизацию производят цеолитным адсорбентом и синтетическими цеолитами:
Цеолитный адсорбент — порошкообразный синтетический цеолитный материал CaA, применяемый для создания защитной атмосферы во внутренних областях корпусов полупроводниковых приборов, выпускается двух видов: мелкокристаллический с размерами кристаллов от 1 до 5 мкм и крупнокристаллический с размерами кристаллов от 3 до 8 мкм. Статическая активность – влогоёмкость при относительной влажности воздуха 0,03% в течение 24 ч равна 18%. На основе порошка изготовляют таблетки диаметром 4 и 6 мм и толщиной 0,6 мм.
Синтетические цеолиты — высокоэффективные алюмосиликатные адсорбенты; в обезвоженном виде – пористые кристаллы с размерами около 1 мкм. Поры цеолитов представляют собой сферические полости с диаметром от 1,14 до 1,19 нм, соединённые между собой более узкими отверстиями , называемые окнами . Эффективные диаметры окон существенно отличаются в каждом типе цеолита и зависят от природы ионообменного катиона. Выпускаются пять марок цеолитав: КА, NaA, CaA, NaX и CaX, в которых эффективный диаметр окон соответственно равен 0,3;0,4;0,5;0,8;0,9 нм. Находящиеся в полостях цеолитов катионы создают в них области с неоднородными электростатическими полями, поэтому цеолиты особенно энергично адсорбируют электрически несимметричные молекулы воды, двуокиси углерода, метанола, а так же органических веществ.
Особенностью адсорбционных свойств пористых кристаллов цеолитов является молекулярно-ситовое действие; в первичной пористой структуре адсорбируются молекулы малых размеров, более крупные молекулы, для которых входы в полости через окна недоступны, не адсорбируются. Поэтому при использовании цеолитов необходимо учитывать органические адсорбируемости веществ за счёт молекулярно-ситового действия.
Кристаллы цеолитов микроскопических размеров в смеси с добавками 15–20% глины формируют в таблетки, гранулы или шарики различных размеров, которые для повышения механической прочности подвергают термической обработке в течение 2-6 часов при 550-600 С. Адсорбционные свойства формованных цеолитов по сравнению с кристаллическими обычно ниже на 20% в результате введения глины. Формованные цеолиты применяются для глубокой осушки и тонкой очистки газов и жидкостей. Основные свойства цеолитов приведены в таблице №1!
|
Характеристика |
Марка цеолита |
||||
|
KA |
NaK |
CaA |
NaX |
CaX |
|
|
Насыпная масса, г/см2 |
0,62 |
0,65 |
0,65 |
0,6 |
0,6 |
|
Механическая прочность на раздавливание, Н/м2 |
4×106 |
5×106 |
5×106 |
4×106 |
4×106 |
|
Водостойкость, мас. % |
96 |
96 |
96 |
96 |
96 |
|
Динамическая активность по парам воды, мг/см3, для таблеток диаметров, мм: |
|||||
|
4,5 |
62 |
90 |
72 |
95 |
90 |
|
3,6 |
70 |
10 |
80 |
100 |
95 |
|
2,0 |
85 |
12 |
95 |
105 |
100 |
|
Динамическая активность по углекислому газу, мг/см3 |
2,0 |
— |
— |
— |
— |
|
Динамическая активность по парам бензола, мг/см3, для таблеток диаметром, мм: |
|||||
|
4,5 |
— |
— |
— |
52 |
52 |
|
3,6 |
— |
— |
— |
65 |
62 |
|
2,0 |
— |
— |
— |
68 |
65 |
|
Потери при прокаливании, мас. % |
5 |
5 |
5 |
5 |
5 |
Защита p-n-переходов плёнками окислов металлов.
В полупроводниковой технологии для защиты кристаллов с p-n-переходами применяются плёнки на основе окисей металлов: алюминия, титана, бериллия, циркония. Исходный материал берут в виде порошка, а в качестве несущего агента может быть использован галоген или галоидное соединение водорода. Через рабочую камеру пропускают инертный газ и устанавливают перепад температур между источником защитного материала и полупроводниковым кристаллом. Температура источника должна быть выше температуры кристаллов, причём с увеличением разницы температуры скорость реакции повышается.
Для осаждения защитных плёнок Al203, BeO, TiO2, ZnO2 температуру источника выбирают в диапазоне 800–1200 С, кристаллов – в диапазоне 400–800 С, а расстояние между ними устанавливается в зависимости от требуемой разницы температур (от 10 до 15 см) В таблице 2! приведены режимы осаждения защитных плёнок окислов металлов.
Таблица 2
|
Материал источника |
Температура источника, 0С |
Температура кристаллов, 0С |
|
|
Al2O3 |
HCl(HBr) |
800–1000 |
400–700 |
|
BeO |
HCl(HBr) |
900–1200 |
500–750 |
|
TiO2 |
HCl(HBr,Cl2) |
800–1000 |
500–700 |
|
ZnO2 |
HCl(HBr) |
1000–1200 |
500–800 |
Процесс осаждения защитной плёнки на полупроводниковые кристаллы с p-n-переходами проводят в кварцевой трубе, в одном конце которого помещают материал источника, например Al2O3 , а в другом – подложку с кристаллами. Сначала в трубе создают вакуум, а потом вводят необходимое количество инертного газа. Труба имеет две температурные зоны: 900 С – для источника, 500 С – для кристаллов.
В качестве защитного материала можно использовать также свинцовый сурик Pb3O4, растворенный в смеси из 7,5% полиэтилена и 92%полибутилена и перемещённый при температуре 125–160 0С. Полученный состав при температуре 112 С наносят на поверхность кристаллов с p-n-переходами. В качестве окисляющего агента используют хромат цинка ZnCrO4. Кроме того, защитные плёнки могут быть получены на основе смесей Pb3O4 и ZnCrO4, SrCrO4 . Порошок этих веществ смешивают с летучими растворителями получают суспензии, которые наносят на поверхность полупроводниковых кристаллов распылением. Кристаллы с напылённым защитным слоем выдерживают в течение нескольких минут при комнатной температуре до полного испарения растворителя, а затем нагревают до 200 С. В результате нагревания частицы нанесённого вещества выделяют ионы кислорода, которые замещают ионы водорода на поверхности полупроводникового материала, и на поверхности кристаллов образуется плотная защитная плёнка. Этот способ защиты позволяет снизить обратные токи приборов на один-два порядка.
Вакуумным катодным распылением Al2O3, MgF2, Ta2O5, TiO2, ThO2, ZnO2, BeO, и MgO на поверхности кристаллов с p-n-переходами могут быть получены защитные диэлектрические плёнки, которые представляют собой с поверхностью полупроводникового кристалла.
Для защиты и стабилизации электрических параметров p-n-переходов проводят процесс титанирования, который состоит в том, что на поверхность кристаллов с p-n-переходами осаждают один из сложных эфиров: негидролизированный титановый эфир, тетраизопропилтитанат, тетрабутилтитанат или тетраэтилгексинтитанат. Полученное покрытие стабилизируют термическим прогревом или при помощи катализаторов и получают прочие, химически связанные с поверхностью полупроводникового кристалла плёнки двуокиси титана.
Другой способ титанирования заключается в замещении слоя окиси германия на поверхности кристалла германия окисью титаната, которая наносится в потоке фтора. Фтор, проходя по трубопроводу и насыщаясь титаном, образует газообразный фторид титана, который реагирует с поверхностью кристаллов, покрытий слоем окиси германия. В результате на поверхности кристаллов образуется окись титана и парообразный фторид германия.
Для защиты поверхностей p-n-переходов может быть использован нагрев кристаллов при 1200 С в окисляющей атмосфере в присутствии ванадия или его соединения. Ванадий находится в рабочей камере в виде порошкообразной пятиокиси V2O5. Через рабочую камеру пропускают водяные пары, содержащие кислород с парциальным давлением 3,3*103 Па. После получения плёнки толщиной около 1 мкм лодочку с порошком V2O5 медленно выдвигают из печи.
Поверхность p-n-перходов защищают также плёнками окиси вольфрама, наносимыми плазменными распылением в атмосфере кислорода. Толщина плёнок от 10 до 1000 нм. Давление кислорода в рабочей камере может быть выбрано в диапазоне от 2,6*103 до6,6 Па. Катодом служит чашеобразный диск из вольфрама, а анодом – полупроводниковые пластины с p-n-переходами. Температура процесса не должна превышать 300 С. Напряжение на электродах от выбранного давления газа внутри рабочей камеры не должно превышать 500 В.
Защита поверхности p-n-переходов плёнками нитрида кремния.
Нестабильность электрических параметров планарных структур вызвана движением ионов щелочных металлов как внутри, так и на поверхности окисла. Ионы щелочных металлов, особенно ионы натрия, обладают сравнительно большой подвижностью (для Na при Т=200 С , м=10-12 см2/(В*с)) при повышенных температурах движутся в электрическом поле.
Одним из способов повышения стабильности планарных приборов является выращивание поверх слоя двуокиси кремния слоя Si3N4 или стекла. Стекло связывает ионы натрия и препятствует их перемещению, а Si3N4 улучшает изоляцию поверхности активных структур.
Для получения защитных плёнок нитрида кремния используются различные методы, основанные на следующих реакциях взаимодействия : силана с аммиаком, тетрахлорида кремния с аммиаком, силана с гидрозином, тетрабромида кремния с азотом. Кроме того, используются методы катодного и высокочастотного реактивного распыления.
Реакция взаимодействия SiH4 с NH3. Выращивание плёнок нитрида кремния производится химическим взаимодействием в газовой среде силана с аммиаком. Азотирование производится в кварцевой трубке при температурах 700–1100 С. В трубу с током водорода с расходом 4 л/мин подают пары силана и аммиака в соотношении 1:20. Избыток водорода препятствует преждевременному разложению силана (температура разложения силана 500С). В результате взаимодействия силана и аммиака на кремневой подложке образуется плёнка нитрида:
Уменьшение скорости роста плёнки с увеличением температуры свыше 1000 С обусловлено недостаточным количеством силана вблизи подложки вследствие его интенсивного разложения. Обычно плёнки имеют аморфную структуру, однако в плёнках, выращенных при 1100С, наблюдаётся отдельные кристаллические образования.
Реакция взаимодействия SiCl4 с NH3. При выращивании плёнок протекают следующие реакции. На начальной стадии образуются диимид кремния:
При комнатной температуре реакция дальше не идёт, но происходит полимеризация диимида. При нагреве подложки протекает реакция:
6Si(NH)2–>2Si3(NH3)N2–>3Si2(NH)N2–>2Si3N4
В результате образуются кристаллиты нитрида кремния. При температуре 1100–1200С получается полностью аморфная плёнка Si3N4. В толстых плёнках Si3N4 (свыше 1 мкм) имеются трещины, плотность которых растёт с толщиной и скоростью выращивания. Наличие трещин не только результат различия в коэффициентах термического расширения, но и следствие структурной неоднородности плёнки и подложки.
Получение защитных пленок Si3N4 этим методом проводиться в горизонтальной кварцевой трубе , в которую вводятся отдельно газовые смеси. Температура внутри рабочей камеры поддерживается равной 10000С. Температура всей остальной трубы поддерживается равной 375 С, чтобы исключить конденсацию на поверхности трубы хлорида амония. Поток аммиака подают в трубу со скоростью 10 л/мин, а тетрахлорид – со скоростью (1-2)*10-3 моль/мин. Этот метод позволяет получить плёнки нитрида кремния, обладающей хорошей адгезией к поверхности пластин. Скорость осаждения плёнок Si3N4 зависит от соотношения между компонентами газовой смеси и температуры. На рис в приведена зависимость скорости роста плёнки Si3N4 от температуры для двух соотношений между SiCl4 и NH3 в реагирующей смеси.
Реакция взаимодействия SiH4 и N2H4. Вместо аммиака для получения плёнок Si3N4 может быть использован гидразин N2H4.
При использовании аммиака температура осаждения пленок нитрида кремния не может быть 750С . Применение гидразина позволяет снизить температуру до 500С, так как гидразин разлагается при более низких температурах, чем аммиак. Наносят плёнки в кварцевой трубе, через которую пропускается водород, насыщенный гидразином. В эту смесь добавляют SiH4. Концентрацию SiH4 и N2H4 можно выбирать в пределах от 1:0,5 до 1:10. Скорость подачи газовой смеси в рабочую камеру 0,6 л/мин. Перед проведением процесса гидразин очищают при комнатной температуре. На рис показана зависимость скорости роста плёнок нитрида кремния от температуры для трёх различных концентраций гидразина. Скорость осаждения плёнок Si3N4 начиная с температуры750С остаётся постоянной, а при больших концентрациях гидразина и температурах выше 1000С уменьшается.
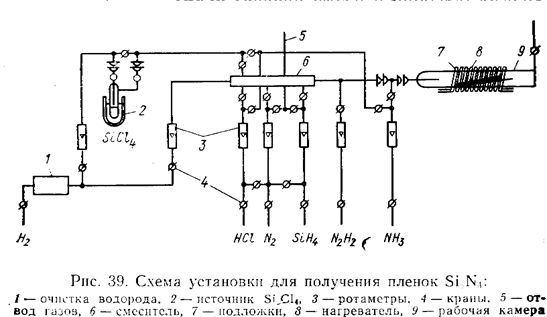
Реакция взаимодействия SiBr4 и N2. Этот метод основан на реакции взаимодействия между азотом и тетрабромидом кремния. Одним из основных требований при получении пленки Si3N4 является предотвращении возможности образовании в ней двуокиси кремния. Для этого азот перед смешиванием с тетрабромидом кремния тщательно очищают от кислорода. Получают пленку Si3 N4 при температуре 9600 С. Скорость подачи реакционной смеси устанавливают равной 100мл\мин. В течении часа на подложке осаждается пленка толщиной 10 мкм. На рисунке 39 показана схема установки для получения пленок нитрида кремния.
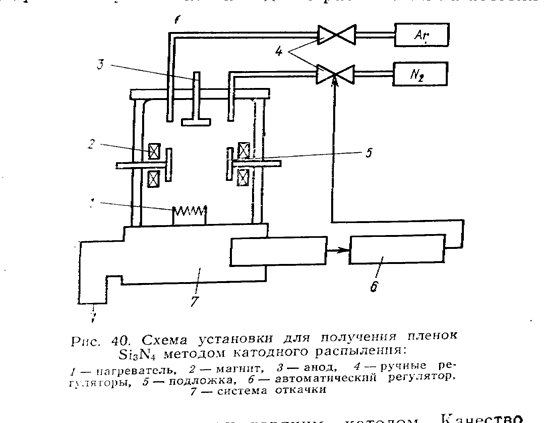
Реактивное катодное распыление. При этом методе реакция между кремнием и азотом происходит при низкой температуре окружающей среды с помощью электрического разряда. Наносят защитные пленки нитрида кремния в установках катодного распыления на постоянном токе с холодным или горячим катодом. Качество пленок, получаемых этим методом, изменяется в зависимости от условий осаждения. Для проведения процесса используют катод из высокочистого кремния в виде плоской пластины большого диаметра. Этот катод распыляют в смеси аргона и азота. Азот является реактивным газом, а аргон используют для повышения эффективности распыления. Кремний взаимодействует с кислородом лучше, чем с азотом, поэтому даже незначительное количество кислорода в рабочих газах (N2 и Ar) приводит к образованию пленки окиси кремния SiO2 на поверхности полупроводника. Обычно для катодного распыления используют рабочие газы, прошедшие предварительную очистку от кислорода. Получение защитных пленок Si3N4 проводят при давлениях в камере от 6,6*10*до 26 Па. Напряжение распыления может быть выбрано от 600 до 2500В, а катодный ток-0,2*0,8мА\см2. Скорость роста пленки 10 нм\мин. Применение катода с большей поверхностью позволяет получать пленки одинаковой толщины(с разбросом, не превышающим 5%) одновременно на большом количестве пластин или кристаллов.
Высокочастотное реактивное распыление. Высокочастотное реактивное распыление защитных пленок Si3N4 обладает рядом преимуществ: скорость по сравнению с катодным распылением выше, а эффект бомбардировки отрицательными частицами меньше. Кроме того, пленки, полученные в высококачественном разряде, менее чувствительны к присутствию в рабочей камере следов кислорода. Скорость осаждения при этом методе пропорциональна мощности высокочастотного разряда и увеличивается с уменьшением расстояния между мишенью и полупроводниковым кристаллом. Для создания плазмы внутри рабочей камеры используют азот. Ионы азота, ударяясь о кремниевую мишень, распыляют кремний. Атомы кремния, вылетевшие из мишени, вступают в реакцию с азотом. В результате этой реакции образуется нитрид кремния, который осаждается на полупроводниковом кристалле (подложке). Оптимальное давление азота в рабочей камере 1,3 – 0,13 Па.
Свойства защитных плёнок Si3N4 зависят от P/S, то есть от количества энергии, приходящейся в единицу времени на единицу поверхности мишени. В качестве травления для плёнок нитрида кремния используют состав из семи частей смеси 4%-го водного раствора NH4F и одной части 49%-ой HF. Скорость осаждения плёнок возрастает с увеличением P/S и приблизительно пропорционально квадрату P/S. Скорость травления, наоборот, уменьшается с возрастанием P/S.
Защита p-n-переходов легкоплавкими стеклами
Для защиты полупроводниковых приборов функциональные поверхности активных элементов p-n-переходов защищают слоем стекла, который связывает мигрирующие ионы, улучшает надежность приборов и герметизирует переход от внешних воздействий. Стеклом защищают большинство типов p-n-переходов: планарные, сплавные, диффузионные, так как окисная пленка полностью их не защищает от проникновения влаги . Состав стекла выбирают в зависимости от типа прибора и режима его сборки. КТР стекла и рабочая температура изменяются в зависимости от исходных компонентов.
Слой защитного стекла наносят как на чистую поверхность полупроводника с p-n-переходом, так и на слой окисла или пассивированную поверхность. Кроме того, стеклом защищают готовые диоды и транзисторы. В этом случае для укреплении всей структуры прибора стекло наносят на часть металлических выводов, смежных с полупроводниковым материалом. Пленка стекла защищает от утечек тока по поверхности, а также служит в качестве эффективных химического и механического барьеров против миграции примесных ионов в пассивированный слой полупроводника. Действие легкоплавких стекол не ограничивается простой защитой от внешних воздействий. Стекло в жидком состоянии действует как гетер металлических ионов, оставшихся на поверхности кристалла.
Ниже приведены некоторые составы легкоплавких стекол, применяемых для защиты p-n-переходов.
Состав1. Халькогенидное стекло, которое содержит 24% мышьяка, 67% серы, 9% йода. Готовят это стекло в нейтральной атмосфере при 500-6000С, а наносят на кристалл при 250-3000С в течении 1 мин.
Состав 2. Стекло, которое содержит модификатор, кремнезем и соли борной кислоты. Модификатор состоит из окиси алюминия с концентрацией 5-24% и цинка или кадмия, а также может включать окись бериллия. Общая концентрация модификатора в стекле не должна превышать 40%.
Состав 3. Боросиликатное стекло. Которое содержит 80 % оксида кремния, 14 % окиси бора и 6% вольфрама. Стекло наносят испарением в вакууме при 200 С и образующая плёнка обладает большой механической прочностью и высокой стойкостью к термоциклированию в диапазоне температуре от –196 до +100 С без проявления микротрещин.
Состав 4. Стеклянную плёнку на поверхности полупроводникового кристалла создают нагреванием его в течение 1-3 ч при температуре 400–700 С в среде, содержащей кислород, пары окислов или галоидов свинца, сурьмы и других металлов. Внедрение атомов свинца или сурьмы в решётку O–Si–O или O–Ge–O ослабляет процесс окисления поверхности кристалла с образованием плёнки стекла.
Состав 5. Для защиты кремниевых приборов используют порошкообразное стекло , состоящие из 50% окиси свинца, 40 % окиси кремния и 10% окиси алюминия, а для защиты германиевых приборов — 60% окиси свинца, 30% окиси кремния и 10% окиси алюминия. Состав приготавливают из суспензии в дистиллированной воде, наносят на поверхность кристалла и сплавляют при температуре 1000 С. Наносят стекло методами центрофугирования, седиментации суспензии или осаждения из паровой фазы.
Состав 6. На поверхность полупроводникового кристалла наносят смесь микропорошков со спиртом или другим летучим наполнителем, которая включает 70% окиси кремния, 20% окиси бора, 5% окиси лития, натрия или калия, 5% окиси алюминия или свинца. После термообработки в вакууме при температуре 300 С в ткчение15 минут образуется стеклообразная плёнка толщиной 1 мкм, на поверхности которой разложением этилокремниевой кислоты наращивается плёнка окиси кремния, которую сплавляют с нижним слоев стекла при темературе 700–900 С . В результате образуется стеклянная плёнка, имеющая следующий состав: 80% окиси кремния, 18% окиси бора, 2% щелочных метал0лов и окислов типа Al2O3 или PbO.
Состав 7. На поверхность кремния наносят окисный слой Al2O3*SiО2, а на него осаждают соединение типа Ai( OcnH2n+1)*Si(OcnH2n+1), где n= 1,2,3,4. При нанесение плёнок стекла на окислые слои толщиной менее 200нм возможно проникновение ионов из стекла через окисный слой к поверхности р-п-перехода, чувствительной к их воздействию. По мере проникновения ионов к поверхности р-п-перехода, на этой поверхности могут возникать каналы, которые увеличивают нестабильность приборов, поэтому эти стеклянные плёнки не очень эффективны в качестве защитных для ионночувствительных поверхностей различных приборов.
Состав 8. Боратное стекло— наиболее перспективное, так как отличается низкой электропроводностью и малыми диэлектрическими потерями, высокой механической прочностью, а также термической и климатической стойкостью. Боратное стекло имеет структуру, отличающуюся от структуры силикатных стёкол, и способно выдерживать умеренные концентрации катионов (например, натрий до 0,1%), не увеличивая электропроводимость. Боратное стекло отвечает требованиям герметизации полупроводниковых приборов: свободно от щелочных металлов, уплотняется (спаивается) при температуре до 800С, относительно инертно и водонепроницаемо, имеет регулируемые коэффициенты температурного расширения.
Боратные стёкла состоят из бората цинка, окиси цинка, окиси кадмия, окиси алюминия, окиси кремния. Кроме того, они могут включать окись бериллия и в небольших окись титана, циркония, ниобия, лантана, церия, скандия, гафния, галлия, индия и их смеси. Эти составы стойки к расстёклыванию в широком диапазоне температур и обладают полной смешиваемостью составных частей.
В качестве примера можно привести следующий состав стекла этого типа: 22–25 % окиси кремния, 32–38% бората цинка, 12–20% окиси алюминия, 15–30% окиси цинка. Такое стекло обладает коэффициентом температурного расширения, равным 38 *10-7/С в диапазоне температур от ) до 200 С. Толщина плёнки стекла от 1 до 20 мкм. На рисунке 40 показана диаграмма тройной композиции: окись цинка – окись бора– двуокись кремния.
Состав 9. Составы стёкол этого типа приведены в таблице 26 и включают тройные композиции: мышьяк–сера–талий и мышьяк–силен–талий .
В качестве добавки к составу As-S-Tl, As-Se-Tl может быть использован германий, введение которого в определённых пропорциях позволяет изменять КТР стекла. Кроме того, стекло состава As-Se-Tl-Ge обладает высоким электрическим сопротивлением и способностью к испарению в вакууме. Температура размягчения его равна 250–300 С.
Состав 10. Стекло содержит 80,6% окис кремния, 4,15% окис натрия, 2,5% окиси алюминия, 12,6% окиси бора, 0,1 % окиси кальция, 0,05% окис магния, обладает КТР равный КТР кремния, и высокой адгезионной способностью. Стекло наносят на поверхность полупроводникового кристалла в виде суспензии, мелких частичек в жидкости. Для получения суспензии стекло размельчают до размера 0,1-2 мкм в шаровой мельнице и разводят в метиловом спирте, ацетоне или воде.
Наиболее благоприятные результаты по однородности защитных плёнок могут быть получены при использовании в качестве жидкого компонента жидкости, имеющей диэлектрическую постоянную в интервале от 6 до 12. В качестве примера можно рекомендовать смесь, состоящую из 10 куб. см изопропилового спирта, 3 см3 вторичного бутилового спирта, 64 см3 третичного бутилового спирта, 23 см3 бензина, и имеющую диэлектрическую постоянную равную 10.
Сплавление стеклянных частиц с поверхностью полупроводникового материала происходит в течение 5-10 минут при температуре на 25-80 С выше температуры размягчения стекла. После сплавления на поверхности кристалла образуется однородная, свободная от пор, тонкая стеклянная плёнка.
Порошок стекла С-44-1 применяется для получения защитных диэлектрических плёнок в производстве гибридных и монолитных интегральных микросхем методом термического вакуумного напыления с непрерывной подачей на испаритель. Цвет порошка от серого до темно-серого. Размер частиц от 0,04 до 0,09 мм. Диэлектрическая проницаемость плёнок стекла на частоте 102-106 Гц равна 5, а тангенс угла диэлектрических потерь на той же частоте – 0,005, электрическая прочность 3*106 В/см, температурный коэффициент ёмкости в интервале температур от –60 до +125 С на частоте 106 Гц равен (от 10 до 25)*10-5 1/С.
Порошок боросиликатного стекла B2O3*SiO2 применяется для получения защитных диэлектрических плёнок в производстве полупроводниковых приборов и интегральных микросхем методом бункерного вакуумного напыления. Химический состав порошка 80-85 % окиси кремния и 15-20% окиси бора. Микропримеси не превышают : алюминия 10-1, висмута 10-2, железа 10-1, марганца 5*10-2 , меди 10-1 , никеля 10-2 , магния 5*10-2 , олова 5* 10-2 , свинца 0,05, серебра 0,01, титана 0,05, хрома 0,1, цинка 0,01%. Плёнки из такого стекла имеют удельное объёмное сопротивление 1014–1016 Ом*см , дитэлектрическую проницаемость на частоте 102-108 Гц, равную 4, тангенс угла диэлектрических потерь на той же частоте, равен (от 2 до 7)*10-4, электрическую прочность (от2 до 5)* 106 В/см, ткр ёмкости в интервале температур от –60 до + 125 С, равный от 1*10-5 до 3*10-5 1/С. Толщина плёнок от 0,2 до 5 мкм.
Гранулят стекля С48-7 применятся для защиты кремниевых меза-структур. В состав стекла входит 31% окиси кремния, 10,8% окиси бора, 7,5% окис алюминия, 6, 1% окиси цинка и 44,7% окиси свинца . Коэффициент линейного расширения в интервале температур от 20 до 300 С равен 48*10-7 1/С. Температура размягчения 530 С. Термическая стойкость не ниже 160 С. удельное объёмное сопротивление при 400 С равно 2,5*1010 Ом*см. Тангенс угла диэлектрических потерь на частоте 1 МГц и температуре 20 С равен 9*10-4, а диэлектрическая проницаемость равна 8. Материал представляет собой куски стекла произвольной формы с размерами не более 5 мм.
Стёкла С52-1 и С52-2 — боросиликатная композиции, обладающие химической стойкостью. Стекло С52-1 отличается от стекла С52-2 пониженным содержанием окиси алюминия. Увеличение содержания окиси алюминия несколько снижает электрическое сопротивление стекла и увеличивает его вязкость при высоких температурах. Для компенсации этого влияния в состав стекла вводят окислы бария и лития. Крупные ионы бария уменьшают подвижность щелочных ионов и этим повышают электрическое сопротивление стекла, а ионы лития снижают его вязкость при высоких температурах, облегчая процесс стеклования. Температурный коэффициент стёкол одинаков и равен 52*10-7 1/С. Температура размягчения соответственно ровна 585 и 580 С, термостойкость – 180 и 190 С, диэлектрическая проницаемость – 6 и 5,8, а тангенс угла диэлектрических потерь на частоте 1 МГц равен 40 и 45.
Операция нанесения стекла на поверхность полупроводниковых пластин или кристаллов хорошо вписывается в общий технологический процесс изготовления приборов групповыми методами, легко поддаются автоматизации и механизации. Защита полупроводниковых приборов и интегральных схем стеклом часто проводится комплексным методом, то есть стекло используют в сочетании с другими защитными покрытиями : плёнками окиси нитрида кремния или окиси металлов , что позволяет добиться высоких электрических характеристик приборов.
Защита поверхности p-n-переходов силанированием.
В последнее время широкое применение получил метод силанирования, позволяющий добиться более надёжной защиты поверхности p-n-переходов и стабилизации электрических параметров . При силанировании на поверхности р-п-перехода получают тонкие плёнки , которые обладают высокой влаго- и газонепроницаемостью, инвертностью к различным химическим реагентам., высокой адгезионной способностью. Термостойкостью (до 300 С) – главная отличительная особенность плёнок. Наиболее перспективными являются диметил- и триметилземещённый силан. Недостатком метилзамещённых силанов являются выделение при силанировании хлористого водорода, который взаимодействует с элементами, образующими р-п-переход, например алюминий. Образующийся хлористый алюминий очень гидроскопичен и может шунтировать р-п-переход.
При на несении силановых плёнок важными факторами являются кислотность среды и чистота исходного продукта, от которых зависят молекулярный вес силана и однородность его химического состава. Существует ряд способов нанесения силановых плёнок (при условии предварительного увлажнения поверхности р-п-переходов):
1. погружение в жидкие метилхлорсиланы;
2. погружение в растворы метилхлорсиланов или их смеси;
3. выдержка в парах силанов или их смесей.
Первый способ даёт лучшие результаты, но при его использовании создаётся высокая концентрация хлористого водорода, который интенсивно разрушает алюминий. Этот же недостаток неизбежен и при силанировании из газовой фазы, что отрицательно влияет на сплавные кремневые приборы, имеющие алюминиевые электроды. Используя способ силанирования р-п-переходов поргружением в растворы, можно устраивать некоторые недостатки двух других способов. Этот способ позволяет:
— регулировать концентрацию метилхлорсиланов;
— удалять продукты реакции из сферы реакции, подбирая соответствующий растворитель;
— улучшать технологичность процесса, поскольку есть возможность вводить добавки, нейтрализующие соляную кислоту;
— создавать гомогенную среду для поликонденсации плёнки, так как в растворитель переходят продукты гидролиза.
В качестве растворителей обычно применяют ксилиол, толуол и бензол. Большое значение при создании силановой плёнки имеет толщина водного покрытия и стабильность давления паров воды над увлажняемой поверхностью. Кроме того, не меньшее влияние на толщину плёнки имеет структура поверхности, её химический состав, степень гидрофильность.
Силанирование не только закрепляет существующую структуру поверхности, но и в некоторых случаях улучшает электрические параметры переходов, поскольку при нанесении плёнок устраняются структурные дефекты поверхности..
Технологический процесс нанесения защитной силановой плёнки состоит в следующем. После травления в кислотном травителе и промывки в деонизированной воде кристаллы с р-п-переходами погружают в жидкость органозамещённого силана на время, в течение которого происходит полное смачивание поверхности. Обычно используют смесь метилхлорсилана и двух частей триметилхлорсилана. Реакция этой смеси в влагой, которая имеется на поверхности кремниевого кристалла, вызывает разложение соляной кислоты и образование тонкой защитной плёнки.
Разновидностью процесса силанирования является получение защитных плёнок пиролитическим осаждением органокремниевых соединений. Кристаллы помещают в молибденовую лодочку, расположенную на нагревателе в кварцевой реакционной трубе, через которую пропускают гелий, предварительно насыщенный тетраэтоксимоносиланом. Температура нагревателя поддерживается равной 800 с. Скорость пропускания газовой смеси над пластинами с р-п-переходами выбирают от 50 до 60 м/ч. Толщина изолирующей плёнки 25 000 А. Скорость выращивания плёнок 800 А/мин.
Затем наносят второй слой изоляционной плёнки, пропуская гелий через сосуд , содержащий жидкий этилтриэтоксисилан. Смесь подают через реакционную трубу в течение 5 минут при температуре 800 С. Толщина второго защитного покрытия 2000 А. Скорость выращивания второго слоя выбирают равной 400 А/мин.
Таким образом, одним из основных преимуществ метода силанирования перед методом защиты переходов лаками и эмалями является возможность химического связывания защитной плёнки с поверхностью р-п-перехода. Это обеспечивает не только надёжную адгезию, но и позволяет устранить некоторые структурные нарушения поверхности, что способствует заметному улучшению электрических параметров переходов.
Защита поверхности р-п-переходов окислением.
Окисление считается в настоящее время наиболее перспективным методом защиты поверхности р-п-переходов. Реальная поверхность германия и кремния после травления при выдержке на воздухе покрывается плёнкой окисла, однако, несмотря на то что окислы германия и кремния обладают хорошими диэлектрическими свойствами и потенциально пригодны для защиты поверхности переходов, образующаяся плёнка очень чувствительна к окружающей среде и не может служить пассивирующим покрытием. Для защиты могут быть использованы только достаточно толстые окисные плёнки, получаемые выращиванием. Задача получения стабильной плёнки двуокиси германия является достаточно сложной. Более просто окисные плёнки получают на кремнии.
Известны четыре основных способа выращивания окисных плёнок на кремниевых пластинах и кристаллах для стабилизации их поверхностных свойств:
1. термическое выращивание;
2. пиролитическое окосление;
3. химическое окисление;
4. анодное окисление;
Термическое выращивание. Выращивают окиную плёнку на поверхности кремния чаще всего методом открытой трубы. Тщательно очищенный азот, увлажнённый водяными парами, прорускают через деионизиванную воду, откуда он попадает в трубу, где в высокотемпературной зоне печи (1100–1300 С) находятся пластины кремния. Для создания совершённой плёнки двуокиси пластины перед окислением механически или химически полируют.
В другом случае окисление ведут в атмосфере ( чаще также в потоке) чистого кислорода, специально очищенного атмосферного воздуха или водяного пара. На рис показана зависимость толщины плёнки от h скорости роста плёнки SiO2 от температуры. Как видно, она имеет экспоненциальный характер.
Рост плёнки двуокиси кремния в различных условиях описывается выражением:
hm=kt,
где h – толщина плёнки; t – время; k– константа, определяемая давлением и температурой; m– показатель степени;
Если окисление ведут в чистом кислороде или парах воды, m=2. Плёнка, выращенная в кислороде, имеет более совершенную структуру.
Часто используют окисление в три стадии: в осушенном, в увлажненном ( для ускорения процесса) и вновь в осушенном кислороде. Однако предельная толщина термически выращенной окисной плёнки не превышает 1,5 мкм. Более толстые плёнки имеют трещины. Для практических целей используют плёнки двуокиси кремния толщиной 0,2–1,2 мкм.
При использовании водяного пара под давлением, скорость выращивания окисной плёнки возрастает. После травления и промывки кристаллы с р-п-переходами обрабатывают в течение 15 минут в азотной кислоте при температуре 100 С и сушат на воздухе. Затем кристаллы окисляют при температуре 650 С и давлении водяных паров 50 ат в течение 2 часов. В результате на поверхности пластины образуется защитная окисная плёнка толщиной 3000 А.
Получать окисную плёнку в среде водяного пара можно при температуре 1200 С в течение 5 часов при атмосферном давлении . После оксидирования водяной пар заменяют инертным газом, который пропускают через пластины в течении 1 часа при той же температуре. Плёнку получают толщиной 20 000А.
Пиролитическое окисление. Описанная технология создания защитных окисных плёнок непригодна для германия, так как плёнка двуокиси германия нестабильна и не может служить надёжной защитой против диффузии. Уже при 700 С двуокись германия в инертной или восстановительной среде реагирует с объёмом , образуя летучую моноокись.
Нагрев в окислительной среде при температуре 700 С вызывает разрушение пленки Ge2O. Для защиты р-п-переходов на германиевых пластинах выращивают плёнки окиси кремния. Широкое распространение получили защитные плёнки окиси кремния, выращиваемые на германии методом термораспада кремнийогранических соединений. Покрытие, образующееся при пиролитическом разложении органооксисиланов, наносится очень просто, обладает хорошей механической стойкостью и легко удаляется при травлении в плавиковой кислоте.
Поток очищенного аргона 1 проходит через печь. Когда температура поднимается до 700 С аргон пропускают через органооксисилан 2, пары которого разлагаются в рабочей камере 3, и на пластинах 5 германия осаждается слой двуокиси кремния. Когда требуемая толщина плёнки достигнута, вновь пускают чистый аргон и отключают печи. При 200 С пластины вынимают.
Эту же технология можно использовать для защиты электронно-дырочных переходов на пластинах арсенида галлия.
Пиролитеческое наращивание плёнки двуокиси кремния вследствии сравнительно низкой температуры процесса незаменимо в тех случаях, когда окисления подвергаются структуры с заданным распределением примеси. Воздействие высокой температуры (в случае термического окисления) вызывает заметную диффузию примесей и изменение свойств структуры, поэтому пиролитическую плёнку окиси выращивают в настоящее время и на кремнии. Иногда делают комбинированное покрытие: на термически выращенный слой окиси кремния осаждают пиролитический окисел.
Получение защитной пёнки на кристаллах с р-п-переходами заключается в осаждении слоя SiO2 из паровой фазы. Кристаллы с р-п-переходами нагревают до температуры 700 с. Через трубу пропускают кислород и тетраоксисилан со скоростью 0,5 л/мин. Тетраоксисилан подвергают термическому разложению с образованием плёнки двуокиси кремния на поверхности кристаллов. В течение 8 минут образуется плёнка толщиной 1500 А. Кристалл, покрытые окисной плёнкой, отжигают в вакууме при температуре 750 С в течение 2 часов. После этого процесс повторяют. Общая толщина плёнки 7500 А
При другом способе получения оксидной плёнки нагревают полупроводниковый кристалл в среде, содержащий окислительный газ, два или более газа, реагирующих друг с другом с образованием кремния. Эта смесь газов может включать в себя двуокись углерода, двуокись водорода и тетрахлорид кремния. Температура процесса получения плёнки 1250 С. Общая скорость течения газовой смеси 1 л/мин. Отношение двуокиси углерода и тетрахлорида кремния должно быть 0,8Ж0,15. В рабочей камере пара тетрахълорида кремния и хлористого водорода. Кремний окисляется двуокисью углерода и осаждается на полупроводниковую пластину. Скорость осаждения плёнки окиси кремния 0,4 мкм/мин.
Кроме того, защитные окисные плёнки кремния могут быть получены , с помощью электрического разряда в смеси тетрахлорида кремния и озона. Тетрахлорид кремния и озон вводят в рабочую камеру в паровой фазе. Под действием электрического разряда происходит реакция тетрахлорида кремния с озоном. Процесс может проходить при комнатной температуре. Химическая реакция идёт по формуле :
Для получения защитной плёнки пластины кремния или германия помещают в рабочую камеру и пропускают через нее кислород и аргон в течение 15-30 минут для очистки камеры от воздуха и влаги. Затем через пластину пропускают аргон, насыщенный SiCl4 со скоростью 0,06 м3/ч и озон со скоростью 0,02 м3/ч. Процесс проводят в течение от 1 до 5 часов в зависимости от требуемой толщины плёнки. Скорость нанесения защитной плёнки 5 мкм/ч.
Химическое травление. Представляет интерес процесс создания окисной плёнки путём обработки поверхности сильными химическими окислителями. В качестве окислителей для германия и кремния используется смесь азотной и плавиковой кислоты. Отличие от кислотных травителей состоит в том, что азотная кислота присутствует в значительном избытке, и процесс окисления поверхности полупроводника преобладает над процессом удаления окисной плёнки. Образующуюся плёнка имеет тёмно-синий цвет, большую плотность и толщину. Однако её стабилизирующие свойства очень чувствительны к режиму окисления, малейшие отклонения от которого приводят к значительному ухудшению исходных параметров приборов.
Анодное окисление. Метод анодного окисления позволяет преодолеть недостатки термического и химического окисления. Анодное окисление является одной из основных электродных реакций , управляющей процессом растворения полупроводника. Если в электролите отсутствует реагент, растворяющий окисную плёнку, её толщина может быть достаточно большой.
Анодное окисление проводят в электролитах типа борной кислоты или бидистиллированной воды, а также водноперекисных растворах с комплексообразующими добавками ( лимонной и щавелевой кислотой, их титановыми или циркониевыми солями) и растворах нитрата натрия, хлорной кислоты, бихромата аммония.
На рисунке показана схема устройства для анодного окисления кремния в дистиллированной воде. Сосуд с электролитом разделён на две части перегородкой с отверстиями 3, в которые вставляются оксидируемые пластины . помещённые в крепящее приспособление 6. Анодный вывод 2 контактирует с кристаллом полупроводника таким образом, чтобы обрабатываемый р-п-переход был смещён в прямом смещении. Тогда на катоде 4 осаждаются протоны и выделяется водород, а на кристалле полупроводника происходит окисление поверхности. Рост плёнки двуокиси кремния ускоряется с ростом тока, чему способствует уменьшение удельного сопротивления воды. Поэтому используют воду с удельным сопротивлением 200-500 Ом.
Выделяющиеся при образовании окиси кремния газ адсорбируется в виде небольших пузырьков на поверхности кристалла, что затрудняет равномерный рост плёнки. Для удаления газовых пузырьков служит сопло 5, через которое пластины обдуваются азотом или аргоном.
Получение защитной плёнки на поверхности полупроводникового кристалла анодным окислением может проводиться в электролите, состоящем из борной кислоты, гликоля и водного раствора аммиака. При прохождении через полупроводниковый кристалл постоянного тока от 1 до 50 мА в течение 1,5 часа на поверхности кристалла образуется изолирующий слой окиси. После анодной обработки кристаллы промывают в деионизованной воде и сушат в потоке горячего воздуха.
Процесс промывки полупроводниковых пластин и кристалов.
Очистка полупроводниковых приборов перед герметизацией.
Полупроводниковые приборы и микросхемы перед сборкой очищают и защищают от воздействия внешней среды.
Очистка перед сборкой включает обезжиривание, промывку деионизированной водой в ультразвуковой ванне и сушку на инфракрасной установке. Финишную очистку перед защитой обычно выполняют этиловым спиртом в ультразвуковой ванне. Более эффективная очистка включает обезжиривание в водно–аммиачном растворе поверхностно–активного вещества (30 г/л водного аммиака, 3 г/л синтанола ДС–10), отмывку проточной деионизированной водой в ультразвуковой ванне (устройства, имеющие детали из меди или малоуглеродистой стали, необходимо также обезжиривать в ацетоне) и сушку в атмосфере азота.
Важнейшей проблемой является надёжная защита готовых изделий от влаги. Так как молекулы воды очень малы, влага быстро диффундирует через микропоры и микротрещины защитных покрытий и в результате на поверхности полупроводниковых кристаллов возникает положительный заряд, который может изменить поверхностное сопротивление и привести к образованию поверхностных каналов проводимости. Адсорбированная влага изменяет скорость поверхностной рекомбинации, а следовательно. И время жизни носителей заряда. Так как процесс конденсации воды на поверхности полупроводника обратим, при высокой относительной влажности (более 90%) достаточно даже небольшого охлаждения (0,5–1 С) для выпадения росы, что заметно изменяет параметры полупроводниковых приборов.
Вода легко вступает в реакцию со многими загрязнениями, присутствующие в атмосфере и на поверхности полупроводника. В результате этих реакций на поверхности полупроводника образуются растворы солей, кислот, щелочей, которые вызывают нестабильность параметров приборов и сокращают срок их службы. Кроме того, влага является причиной разрушений защитных покрытий в процессе термоциклирования (при замерзании объем воды увеличивается на 8-9%, что создает высокие механические напряжения в защитном покрытии) и изменении их диэлектрических свойств, что может вызвать изменение плотности заряда на границе защитное покрытие – поверхность полупроводника и нестабильную работу проводника.
Особенно велика вероятность проникновения воды через органические защитные покрытия. Процесс проникновения начинается с набухания покрытия. При этом в результате тепловых движений образуются зазоры между молекулами органического материала, в которые и проникает влага. Внедрившись в состав органического вещества, молекулы воды диффундируют в направлении к поверхности полупроводника. Набухание защитной оболочки и диффузия влаги через нее протекают довольно медленно, а после того как влага достигнет поверхности полупроводника, скорость её проникновения через защитное покрытие резко возрастает. Это можно объяснить следующим. Под защитной оболочкой образуется водный раствор солевых загрязнений, всегда имеющихся на поверхности полупроводника, с высокой концентрацией ионов, а с внешней её стороны – с низкой концентрацией, что обуславливает осмотический перенос влаги через защитное покрытие, его отслаивание и вспучивание. Если раствор и чистый растворитель(или два раствора неодинаковой концентрации) привести в соприкосновении через полупроницаемую перепонку, можно наблюдать переход растворителя через нее, вызывающий уменьшение концентрации более крепкого раствора. Это явление называют осмосом, а перенос растворителя через перепонку - осмотическим. Осмотический перенос влаги протекает с высокой скоростью.
Таким образом, все защитные органические материалы(лаки, компаунды, смолы, фоторезисторы и др.)не обеспечивают абсолютную защиту поверхности полупроводника от воздействия влаги, а лишь некоторое время сохраняют влагозащитные свойства. Для увеличения влагостойкости органических защитных покрытий необходимо тщательно удалять водорастворимые примеси с поверхности полупроводника и из самого защитного покрытия, придавать поверхности полупроводника водоотталкивающие свойства (гидрофобизация поверхности), использовать влагопоглотители.
Основными способами защиты полупроводниковых приборов и микросхем являются нанесение защитных покрытий на поверхность полупроводниковых пластин и кристаллов и герметизация приборов и микросхем. В микроэлектронике широко распространены химические методы формирования защитных покрытий, герметизация полимерных материалов, а также в корпусах с применением влагопоглотителей.
Состояние и свойства поверхности полупроводников.
Электрические параметры полупроводников, а также их способность работать в течение длительного времени во многом зависит от состояния и степени чистоты поверхности полупроводника, поэтому перед герметизацией полупроводникового прибора необходимо произвести очистку поверхности изделия.
Электрические свойства поверхности полупроводника отличаются от электрических свойств его объёма, так как поверхностные атомы имеют свободные валентные связи, образующиеся в результате разрыва кристаллической решётки. Состояние поверхности полупроводника зависит от механических, физических и химических методов обработки, а так же от условий окружающей среды.
При механической и физической обработке образуется слой с нарушенной кристаллической решёткой и поверхность становится шероховатой, загрязняется , а при химической она покрывается оксидной плёнкой , толщина которой зависит от применяемых реактивов и режимов обработки, и загрязняется присутствующими в реактивах примесями. Под воздействием окружающей среды электрические свойства незащищённой поверхности полупроводника изменяются, увеличивается толщина оксидных плёнок и она дополнительно загрязняется. Загрязнения, попадающие на поверхность полупроводника из окружающей среды. А также при взаимодействии с технологическими средами и химическими реактивами, ухудшают и вызывают дрейф характеристик полупроводниковых приборов. Особенно опасны загрязнения поверхности интегральных схем, на единице площади которых расположено большое количество полупроводниковых элементов. Так, загрязнение даже одного микроучастка может вывести из строя всю микросхему.
Очистка поверхности полупроводника и её защита от внешних атмосферных воздействий являются сложными технологическими процессами.
Различают загрязненную, чистую и атомарно чистую поверхности. Загрязнённая поверхность требует очистки. Чистой считается поверхность, на которой остаются допустимое количество загрязненний, а атомарно-чистой – на которой отсутствуют какие–либо посторонние вещества. Предъявляемые на различных этапах изготовления полупроводниковых приборов и микросхем требования к чистоте поверхности неодинаковы. Поверхность, чистая для одной операции, может оказаться недопустимо грязной для другой.
Источниками загрязнения поверхности полупроводниковых пластин , кристаллов являются: абразивные, смазочные и клеящие материалы, используемые при механической обработке; пыль, водяные пары, пары масел, попадающие из атмосферы производственных помещений; технологические среды (газы, вода, химические реактивы), в которых обрабатываются полупроводники, а также инструмент, оснастки, тара для переноса и хранения, с которыми они соприкасаются ; материалы покрытий для защиты герметизации полупроводниковых приборов. Продукты дыхания, отпечатки пальцев, кремы, пудры, аэрозоли также загрязняют поверхность. Поверхностные загрязнения можно разделить на молекулярные, ионные и атомарные.
К молекулярным относятся органические (натуральные и синтетические воски, смолы, масла, жир, остатки фоторезистов, растворителей и др.) и механические (пыль, абразивные частицы, ворсинки, частицы металлов, полупроводников, кварца и других технологических материалов) загрязнения, плёнки химических соединений (оксидов, сульфидов, нитридов и др.), образующиеся при химической и термической обработке полупроводниковых пластин и их хранении, а также газы и пары.
Молекулярные загрязнения закрепляются на поверхности полупроводника статически. Исключение составляют плёнки химических соединений, имеющие прочную химическую связь с поверхностью полупроводника. Молекулярные загрязнения вызывают брак. Так при выращивании эпитаксиальных слоёв из-за микроскопических молекулярных загрязнений образуются дефекты кристаллической решётки. Остатки молекулярных загрязнений снижают качество фотолитографической обработки и вызывают быстрый износ фотошаблонов. Нерастворимые в воде органические загрязнения делают поверхность гидрофобной, что препятствует её очистки от ионных и атомарных примесей, поэтому их удаление должно быть первым этапом очистки.
К ионным загрязнениям относятся растворимые в воде соли, кислоты и основания, которые осаждаются на поверхности пластин из травильных и моющих растворов. Особое вредное воздействие оказывают ионы щелочных металлов, которые при повышении температуры или под воздействием электрического поля могут перемещаться по поверхности, что при водит к изменениям электрических характеристик полупроводниковых приборов и в некоторых случаях к выходу их из строя. Ионные загрязнения адсорбируются на поверхности , образуя с ней физическую и химическую связь.
К атомарным загрязнениям относят атомы тяжёлых металлов (золота, серебра, меди, железа), осаждающиеся на поверхность полупроводников в виде металлических микрозародыщей из химических реактивов. Атомарные загрязнения влияют на время жизни неосновных носителей заряда в полупроводнике, поверхностную проводимость и другие электрофизические параметры полупроводниковых материалов.
Методы очистки поверхности полупроводника.
Удаление загрязнений с поверхности твёрдого тела физическими (механическим сдиранием, смывание потоком жидкости или газа, бомбардировкой электронными или ионными пучками, обработкой в плазме, испарением при высоких температурах в вакууме) и химическими методами (растворением, эмульгированием, с помощью химических реакций) методами называют очисткой.
Чтобы выбрать метод очистки, необходимо знать, какие загрязнения имеются на поверхности и какое влияние они оказывают на работу полупроводниковых приборов, как их можно удалить, а так же методы контроля чистоты. Вид и степень загрязнения поверхности определяются технологическим операциями, предшествующими очистке, а требования к чистоте поверхности – операциями, выполненными вслед за ней. Обычно на поверхности полупроводниковых пластин имеются молекулярные, ионные и атомарные загрязнения. Как уже отмечалось при очистке в первую очередь необходимо удалить молекулярные органические загрязнения и их химически связанные с поверхностью плёнки, а затем – оставшиеся ионные и атомарные.
Поверхностные загрязнения удалят: механическим «сдиранием» щётками, кистями, газовыми пузырьками; смыванием потоком жидкости или газа; полным или частичным растворением; перевод посторонних примесей в состояние растворимых соединений с помощью химических реакций; солюбилизацией; смещением частиц примесей при адсорбировании поверхностно-активного вещества; размельчением твёрдых примесей в эмульгированием жиров; омылением масел и ирных кислот. Эффективность удаления поверхностных загрязнений повышается, если различные методы очистки применяются совместно. Особенно часто используют механическую очистку в сочетании со смыванием или растворением.
Удаление загрязнений с поверхности твёрдого тела жидкими моющими средствами и также сопутствующие этому процессы называют отмывкой. В качестве моющих средств используют растворители , поверхностно-активные вещества, щелочные и кислотные растворы, а также имульсии. Чтобы удаляемое загрязнение повторно не осаждалось на очищенную поверхность, их следует непрерывно удалять из моющего раствора, связывать в устойчивые комплексы или переводить в эмульсии.
Химическая и электролитическая отмывка полупроводников.
Операции отмывки поверхности предшествуют всем операциям технологического цикла изготовления полупроводниковых приборов и микросхем. Отмывку полупроводниковых пластин и кристаллов выполняют в растворителях, кислотах и щелочах, водой. С помощью ультразвука, в водных растворах поверхностно-активных веществ, а также электролитической и иодидной обработкой.
Отмывка в растворятелях. Отмывку в растворителях применяют для удаления с поверхности полупроводников жиров растительного и животного происхождения, а также минеральных масел, смазок, воска, парафина и других органических загрязнений перед всеми технологическими процессами химической и термической обработки, а также если вода не может быть использована и когда необходимо получить гидрофобную поверхность.
Растворители позволяют быстро и эффективно удалять загрязнения с поверхности полупроводника, в том числе имеющие высокую температуру плавления (например, воск, парафин), при сравнительно низких температурах и легко испаряются с поверхностей. Однако они плохо удаляют органические загрязнения , молекулы которые имеют полярные группы, так как молекулы многих органических растворителей неполярны (электронейтрально) и в них хорошо растворяются только неполярные вещества. Кроме того, после испарения растворителя, как правило, остаются нежелательные следы загрзнений. Растворители сравнительно дороги, многие из них токсичны и легко воспламеняемы, что требует применения сложного оборудования.
Растворители должны быть достаточно чистыми, так как наличие в них даже незначительных количеств загрязнений не позволяет обеспечить высокое качество отмывки. Поэтому предварительно растворители очищают перегонкой. Трихлорэтилен и фреон перегоняют в дистилляторе, являющемся частью установки обезжиривания. Некоторые растворители, например метиловый спирт, очищают с помощью ионообменных смол, а затем перегонкой.
Применяют следующие методы отмывки в растворителях: погружением , в парах, а также с помощью ультразвука и струйный.
Отмывка погружением. При этом способе используют горячие и кипящие растворители. Полупроводниковые пластины, кристаллы и различные подложки отмывают в хлорогранических растворителях. Обработку в горячем трихлорэтилене выполняют на герметической установке с паровым подогревом, имеющей три ванны из нержавеющей стали, сваренные в единый блок. Высота перегородок увеличивается от первой ванны ко 2, поэтому чистый растворитель не смешивается с загразненвмым. Чтобы обеспечить безопасные условия работы, токсичные пары растворителей удаляют с помощью бортовых отсосов.
Для повышения эффективности очистки используют эмульгирующие растворители, которые берут в чистом виде , а также в смеси с другими растворителями и поверхностно-активными веществами. Перемешивание растворителя повышает интенсивность очистки. Эмульгирующие растворители в виде концентрата растворяют в воде в соотношении 1:3 . Такие водные смеси можно использовать при комнатной температуре и в нагретом состоянии (температура смеси должна быть на 10–15 С м меньше температуры воспламенения растворителя).
Очистка в эмульсиях происходит в первую очередь на границе фаз вода–растворитель, где сосредоточено почти все количество поверхностно–активных веществ, молекулы которых адсорбируются частицами удаляемых водонерастворимых загрязений; тем самым препятствуют повторному осаждения загрязнений на поверхность полупроводника и обеспечивают длительную способность эмульсии к очистке.
Очистка в парах растворителя. При этом методе обрабатываемые образцы помещают в рабочую камеру, куда из перегонного куба поступают пары кипящего растворителя. Пары растворителя конденсируются на поверхности образцов и загрязнения уносятся с нее вместе с каплями конденсата. При этом образцы непрерывно омываются свежими порциями чистого конденсата, нагреваются до температуры кипения растворителя и быстро сохнут при удалении из камеры. Таким образом, удаётся избежать загрязнения поверхности в результате испарения растворителя.
Как правило очистку производят в парах изопропилового спирта, фреона или хлорированных углеводородов. Эти растворители дают слабо рассеивающие воздушными потоками плотные пары, процесс конденсации которых происходит тем интенсивнее, чем ниже температура изделия. Обработку в парах растворителя применяют для удаления малорастворимых с высокой температурой плавления загрязнений , а также для сушки изделей после прополаскивания в водой. Плохо удаляются в парах мыла, растворимые масла и другие загрязнения содержащие воду. Недостатки метода являются значительные потери растворителя из-за испарения, поэтому следует использовать герметичные установки.
После обработки в парах растворителя на поверхности изделий могут остаться следы мелкие нерастворимые частицы загрязнений, поэтому такую очистку совмещают с обработкой в жидких растворителях. В установке жидкосно-паровой очистки большая часть загрязнений удаляется в паровой камере, а окончательная отмывка происходит в ультразвуковой ванне.
Качество очистки. На качество очистки влияют температура , состав моющей смеси, интенсивность перемешивания, продолжительность обработки и способ сушки.
При повышении температуры улучшается очищающая способность растворителей и качество очистки. Однако при слишком большой температуре некоторые загрязнения могут закрепиться на поверхности, а при удалений загрязнений , содержащих растворимые и нерастворимые омпоненты, могут быстро удаляться быстро растворимые и прочно закрепляться на поверхности нерастворимые. Чтобы одновременно удалять оба вида загрязнений , целесообразно снижать температуру моющего раствора. В процессе очистки для предотвращения брака необходимо постоянно измерять и точно поддерживать заданную температуру.
При очистке большого количества деталей в одной ванне происходит загрязнение моющего раствора и из-за повторного осаждения загрязнений на очищенную поверхность снижается качество обработки. Поэтому необходимо регулярно заменять загрязнённый растворитель свежим. Определяют степень загрязненности растворителя по его удельному сопротивлению или температуре кипения (при насыщении растворителя жировыми загрязнениями его температура повышается). Для улучшения качества очистки необходимо повышать интенсивность перемешивания раствора.
Увеличение времени очистки не всегда позволяет существенно повысит чистоту обрабатываемых деталей. В некоторых случаях для повышения чистоты поверхноcти целесообразно повторить очистку.
Остатки растворимых соединений, которые оседают на поверхности при испарении жидкости, могут быть причиной образования пятен и подтёков. Эти дефекты появляются, если для прополаскивания используют недостаточно чистую жидкость или отмывку выполняют не качественно. Для удаления пятен и подтёков детали обрабатывают в более эффективных моющих растворах, обезжиривают в парах растворителя и сушат на высокоскоростных центрифугах. При такой сушке растворённые загрязнения удаляются с поверхности вместе с жидкость под действием центробежных сил прежде, чем жидкость успеет испарится. Одним из приёмов повышения качества очистки является отделение сильно сильнозагрязнённых деталей , если они составляют небольшую часть обрабатываемой партии, и очистка их отдельно по специальной технологии.
При работе с хлорорганическими растворителями нельзя допускать попадание в них воды, так как происходит гидролиз — взаимодействие растворителя с водой с образованием соляной кислоты, в присутствии которой процесс разложения хлорорганических растворителей протекает более интенсивно. Характерный запах соляной кислоты является сигналом о наличие в растворителе воды. Гидролиз резко снижает растворяющую способность хлорированных углеводородов, и на очищаемой поверхности остаётся большое количество трудноудалимых ионов хлора.
Отмывка в кислотах и щелочах.
Отмывку в кислотах применяют для очистки поверхности от атомов, ионов металлов, а также оксидов , сульфидов, нитридов и других химических соединений , растворимых в них. Для очистки поверхностей применяют как минеральные, так и органические кислоты , а также кислотные растворы, в состав которых входят поверхностно-активные вещества для отмочки загрязнений, растворимые в воде органические растворители и травильные ингибиторы, предупреждающие растворение полупроводникового материала. В кислотных растворах одновременно удаляются оксиды и жировые загрязнения , при этом очень интенсивно выделяются газы , которые образуются при взаимодействии кислот с загрязнениями. На производстве кислотной обработке, как правило, предшествует обезжиривание в органических растворителях. После кислотной обработке на поверхности полупроводникового материала остаётся очень много трудноудалимого кислотного остатка.
Обработка щелочами применяют для удаления жировых и некоторых других трудноудалимых загрязнений (графит, полировальные пасты). Жировые загрязнения подразделяются на омыляемые (жиры растительного и животного происхождения) и неомыляемые (минеральные масла). Под воздействием щелочей омыляемые жиры разлагаются (омыляются) с образованием растворимых в воде солей и жирных кислот(стеариновой, олеиновой) и глицерина, а неомыляемые не разлагаются , но могут образовывать эмульсии.
Щелочные растворы должны хорошо смачивать поверхность, эффективно растворять омыляемые жиры, разрушать нерастворимые загрязнения на мелкие частицы и переводить их в состояние эмульсии, легко смываться водой после очистки , и не разрушать поверхности обрабатываемых изделей и не вызывать коррозии оборудования.
Обработку в щелочных раствора обычно проводят при температуре от 70 до 90 С в течение 2–10 минут. Повышение температуры способствует эффективности очистки. Перемешивание раствора в начале обработке не оказывает заметного влияния на качество очистки, поэтому рекомендуется производить по истечении некоторого времени. Отмывку в кислотах и щелочах выполняют погружением, распылением, электролитически, а также в ультразвуковых ваннах.
Отмывка во фреонах.
Отмывка во фреонах обеспечивает высокую степень чистоты поверхности экономичность процесса. Это обусловлено хорошей способностью фреонов растворять различные загрязнения ( в том числе жиры и масла) и их низким поверхностным натяжением, позволяющим легко проникать в различные углубления и быстро испаряться с поверхности после обработки. Кроме того, фреоны не взаимодействуют со всевозможными защитными покрытиями, имеют низкую температуру кипения (что существенно снижает затраты энергии на кипячение и дистилляцию), чисты и стабильны, безвредны, негорючи. Они нерастворимы в воде с ней эмульсии типа «масло» в воде; их смеси со спиртами обладают повышенной растворяющей способностью, а смеси с водой и поверхностно-активными веществами обеспечивают тонкую очистку неметаллических изделий.
Разработано несколько способов отмывки полупроводниковых пластин во фреонах, среди которых наиболее широко применяется два способа. При первом способе пластины предварительно очищают в ультразвуковой ванне в смеси фреона с поверхностно-активными веществами и водой, удаляют адсорбированные молекулы поверхностно-активного вещества в чистом кипящем фреоне, проводят ультразвуковую обработку в чистом фреоне, чтобы удалить остаточные следы поверхностно-активного вещества, и окончательную обработку и сушку в парах фреона. Полная обработка продолжается 7–10 минут. Все операции, кроме первой, выполняются на стандартной установке ультразвуковой очистки, а первую в дополнительной ультразвуковой ванне.
При втором способе пластины обрабатывают в моюще-обезжиривающей смеси 1 мин, прополаскивают в изопропиловом спирте 1 мин, обрабатывают в ультразвуковой ванне в кипящем изопропиловом спирте и сушат в его парах, отмывают кистями в деионизованой воде, а затем обрабатывают в кипящем фреоне и его парах. Полная обработка продолжается 7–10 минут.
Моюще-обезжириваюшая смесь содержит фреон-113, неионогенное поверхностно-активное вещество синтанол, плавиковую кислоту и воду и представляет собой двухфазную эмульсию. Молекулы поверхностно-активного вещества располагаются на границе капель воды, эмульгированных во фреоне. Адсорбция молекул поверхностного вещества на границе двух фаз (воды и фреона) резко уменьшает поверхностное натяжение фреона , чем объясняется высокая очищающая способность смеси. Способность Коллоидных образований молекул поверхностно-активного вещества (мицелл) захватывать водо-нерастворимые загрязнения обеспечивает длительную способность смеси к очистке. Наличие в смеси воды позволяет удалять растворимые в ней минеральные соли. Плавиковая кислота обеспечивает удаление поверхностных оксидных плёнок и ионных загрязнений. Сначала смесь перемешивают до образования пены и обрабатывают в ней кремниевые пластины, помещенные в кварцевую кассету, периодически извлекая кассету из ванны и вновь погружая.
Преимущества отмывки во фреонах такова:
— исключаются операции , при которых используются концентрированные неорганические кислоты, щелочи, а так же токсичные и огнеопасные органические растворители;
— На заключительной стадии не требуется промывка деионизованной водой;
— обеспечивается высокая производительность труда и экономичность, так как фреон легко очищается дистилляцией и может повторно использоваться в процессе отмывки;
— может применяться на различных этапах изготовления полупроводниковых приборов и микросхем (перед оксидированием, диффузией, нанесения фоторезиста, напылением металлических плёнок);
— может использоваться для очистки стёкол, керамики, ситала и других материалов.
Отмывка водой.
После отмывки в щелочах и кислотах или травлении на поверхности изделий остаётся некоторое количество загрязнённого моющего раствора (травителя), который удаляют отмывкой в деионизованной воде. На процесс отмывки оказывают влияние количество загрязнений , переносимых в ванну для прополаскивания, температура и интенсивность перемешивания воды, а также способ отмывки.
Отмывку водой выполняют погружением или прополаскиванием, в потоке или струе. Гидромеханическим способом или в ультразвуковых ваннах.
Отмывка погружением. Отмывку погружением обычно выполняют при мелкосерийном производстве. Для повышения эффективности процесса воду подогревают и перемешивают. Детали при загрузке в ванну не должны касаться её стенок или нагревателей ( если они имеются) и их не следует глубоко погружать , так как нижние слои воды как правило , более загрязнены. Чтобы исключить возможность повторного осаждения загрязнений на поверхность деталей, необходимо регулярно менять воду и промывать ванну. Качество очистки погружением невысоко, так как загрязнения, перешедшие с отмываемых деталей в воду, могут повторно осаждаться на поверхность полупроводниковых деталей. Этот метод как правило используется на первоначальных стадиях для сильнозагрязнённых деталей. Основным достоинством является его простота.
Отмывка в потоке многокаскадных ваннах.
Такая отмывка обеспечивает постоянный отвод загрязнений от очищаемой поверхности и снижает их концентрацию в промывочной воде. Детали переносят последовательно из одной ванны в другую в направлении, противоположному движению потока воды. Расход деионизованой воды в многокаскадный ваннах намного превышает расход в одноступенчатых ваннах. Продолжительность промывки в последней ванне определяют по выравниванию удельным сопротивлением воды на входе и на выходе из неё.
Струйная промывка (струёй жидкости, направленной под давлением на поверхность очищаемого изделия).
Струйная промывка эффективней отмывки в проточных ваннах. Время удаления загрязнений в проточной воде 5–20 минут, а при струйном методе — 1–5 минут. Важными факторами процесса струйной отмывки являются давление, объём и температура подаваемой жидкости. Обычно жидкость подают под давлением 50–400 кПа через специальные наконечники – сопла, что повышает эффективность отмывки, однако возрастает опасность механического повреждения образцов и усиливается процесс пенообразования. Образование пены нежелательно, так как она снижает скорость и качество обработки. Увеличение объёма подаваемой жидкости обеспечивает более быстрое и полное удаление загрязнений.
Струйную отмывку выполняют в закрытых камерах, оборудованных системой многократной циркуляции промывочной жидкости. Для улучшения очистки жидкость подогревают до 50–70 С. Полупроводниковые пластины помещают на вертикальные диск центрифуги, имеющей частоту вращения 200–600 об/мин. Возникающие при вращении центробежные силы способствуют удаления загрязнений с поверхности пластин. Вертикальное расположение пластин исключает возможность попадания на них капель промывочной воды после ограничения отмывки.
Гидромеханическая отмывка – это комплексный способ удаления микроскопических загрязнений с полированной поверхности пластин проточной водой и мягкими вращающимися щётками или кистями. Кисти изготовляют из беличьего меха, а щётки из искусственных материалов (капрона, нейлона). Крепление пластин осуществляется вакуумным присосом. Деионизованную воду подают на пластины под давлением 50–200 кПа. При расходе воды на 1Л/ мин длительность процесса 5–7 минут. Предварительно, чтобы ослабить связи загрязнений с поверхностью и облегчить из механическое удаление, пластины обрабатывают в кислотах или растворителях.
Основные недостатки гидромеханической отмывки является загрязнение кистей и щёток и, следовательно, перенос загрязнений с одной партии обрабатываемых пластин на другую. Поэтому кисти и щётки надо регулярно промывать, а это трудоёмко.
Отмывка в ультразвуковых ваннах.
Применение ультразвуковых колебаний значительно повышает эффективность обезжиривания, травления и промывки деталей в моющих растворах и воде. При распространении ультразвуковых волн в жидкости возникают так называемые звуковые (акустические) потоки, которые имеют вихревой характер и скорость распространения до сотен сантиметров в секунду, интенсивно перемешивают жидкость и способствуют очистке поверхности. Однако наиболее важным фактором воздействием ультразвуковых колебаний на жидкую среду является возникновение кавитации.
Кавитация обусловлена наличием в реальных жидкостях множества микроскопических газовых пузырьков и мельчайших твёрдых частиц, которые служат её центрами и зародышами. Под действием ультразвукового поля газовые пузырьки периодически расширяются и сжимаются , а некоторые захлопываются — кавитируют. Кавитация возникает при колебании пузырьков определённого диаметра. Так, достаточно крупные пузырьки под действием ультразвуковых колебаний попеременно сжимаются и расширяются, не захлопываясь, поднимаются на поверхность жидкости и выделяются из неё. В то время как пузырьки диаметром меньше 60 мкм также не захлопываются, но, совершая колебательные движения, оказывают очищающее действие на поверхность полупроводниковых пластин как своеобразные механические скребки. При захлопывании пузырьков возникают мгновенные местные давления, достигающие десятков тысяч килопаскалей, которые отрывают от поверхности адсорбируемые загрязнения.
Процессы удаления в ультразвуковом поле растворимых и нерастворимых загрязнений протекают по-разному. При очистке от растворимых загрязнений главную роль играет перемещение моющей жидкости. При этом акустические потоки ускоряют процесс растворения загрязнений и обеспечивают быстрый отвод их от очищаемой поверхности. При очистке нерастворимых загрязнений главную роль играет из механическое разрушение в результате кавитации. При этом под действием высоких давлений, возникающих при захлопывании пузырьков, происходит растрескивание плёнок поверхностных загрязнений и частичное отслаивание их от очищаемой поверхности. Колеблющиеся газовые пузырьки проникают под отслоившиеся плёнки , отрывают их от поверхности и частицы загрязнений уносятся акустическим потоками.
Важным преимуществом ультразвуковой обработки является способность кавитационных пузырьков проникать в глубокие поры и канавки деталей сложной конструкции и конфигурации, которые не поддаются очистке никакими другими способами.
Эффективность ультразвуковой очистке зависит от частоты и мощности ультразвуковых колебаний, температуры и состава раствора, степени и характера загрязнений, а также времени обработки.
Наиболее интенсивно ультразвуковая обработка происходит при частотах 20–40 кГц. Это объясняется тем , что при таких частотах газовые пузырьки имеют большие размеры и при кавитации выделяют больше энергии. Кроме того, под действием этих частот вибрируют и сами образцы, что также способствует очистке их поверхности. При частотах ниже 20 кГц звук становиться слышным , поэтому их не применяют.
Для очистки малогабаритных и легкодиформируемых изделий предпочтительны ультразвуковые колебания частотой около 400кГц, так как при низких ультразвуковых частотах образцы могут деформироваться или разрушиться. При высоких ультразвуковых колебаниях очистка происходит под действием вихревых акустических потоков , кавитация отсутствует вибрация обрабатываемых образцов незначительна.
Повышение частоты колебаний уменьшает длину звуковой волны и, следовательно, увеличивает ее проникающую способность. Поэтому высокочастотные ультразвуковые колебания обеспечивают высокое качество очистки изделий, имеющих отверстия, канавки и другие углубления; кроме того, значительно уменьшается масса и размеры ультразвуковых генераторов.
При частотах около 400 Гц эффективность очистки сохраняется на достаточно большом расстоянии от источника колебаний , в то время как при низких она резко падает с увеличением этого расстояния, что вызвано значительными поглощением ультразвука вследствие кавитации.
С увеличением мощности ультразвуковых колебаний возрастает интенсивность кавитации и повышается эффективность очистки. Однако, при слишком большой мощности из-за резкого возрастания интенсивности кавитации в непосредственной близости от источника колебаний увеличиваются потери ультразвуковой энергии, что снижает эффективность очистки. Слишком высокая мощность ультразвуковых колебаний может привести также к механическому повреждению обрабатываемых изделий и эрозии поверхности.
Повышение температуры увеличивает растворяющую способность и химическую активность моющего раствора, но лишь до определённых пределов. С одной стороны, с ростом температуры уменьшается растворимость газов в жидкости и в результате увеличивается число микроскопических пузырьков газов, являющихся зародышами кавитации, а с другой — возрастает упругость пара в газовых пузырьках, что снижает энергию кавитации.
Моющий раствор, применяемый в ультразвуковой очистке, должен интенсивно растворять разнообразные загрязнения, сохранять в течение длительного времени очищающие свойства, обеспечивать возможность регенерации и повторного использовании и малотоксичным, не оказывать растворяющее или коррозийное действие на оборудование, основные материалы и защитные покрытия и, конечно, быть экономичным.
На эффективность ультразвуковой очистки оказывают влияния такие физико-химические свойства моющего раствора, как поверхностное натяжение, упругость паров, вязкость. Так как качество очистки повышается при уменьшении поверхностного натяжения на границе моющего раствора с очищаемой поверхностью, в состав моющего раствора целесообразно вводить поверхностно-активные вещества. Высокая упругость паров моющей жидкости уменьшает энергию кавитации, а ее высокая вязкость снижает эффективность очистки, так как препятствует росту газовых пузырьков и затрудняет их колебательное движение.
С увеличением времени обработки качество очистки повышается. Время очистки зависит от размеров и формы деталей, состояния их поверхности и степень ей загрязненности, характера загрязнений и других факторов и обычно определяется опытным путём.
Ультразвуковая очистка может быть ступенчатой и непрерывной. При ступенчатой очистке детали обрабатывают последовательно в нескольких ваннах с одинаковым или различными моющими растворами, а при непрерывной перемещают в одной ванне , при этом моющий раствор подают навстречу движению деталей и очистка происходит в различных зонах ванны раствором различной степени загрязненности. Обычно время ультразвуковой очистки составляет около 60 секунд. После извлечения из ванны детали сушат в парах растворителя или потоке чистого газа. Для устранения иногда образующихся при сушке разводов детали прополаскивают в чистом растворителе.
Виды брака при ультразвуковой очистке. Такие изделия электронной техники, как резистор, диоды, транзисторы, интегральные микросхемы, как правило, кавитационно не стойки и не допускают очистки с применением мощных ультразвуковых колебаний. При неправильно выбранном режиме ультразвуковой очистки может произойти деформация или разрушение полупроводниковых приборов. Наиболее распространенными видами брака при ультразвуковой очистке является кавитационная эрозия поверхности изделий, разрушение защитных покрытий, мест паёки и сварки внутренних межсоединений и внешних выводов, а также нарушение герметизации.
Чтобы устранить опасность кавитационного разрушения, очистку полупроводниковых изделий обычно проводят при низких мощностях ультразвуковых колебаний и высоких ультразвуковых частотах. Опасность возникновения резонансных повреждений на определённой частоте определяют опытным путём. Также неправильно подобранная моющая жидкость может оказывать разрушающее или коррозионное воздействие на конструкционные элементы полупроводниковых изделий, защитные покрытия, а также оборудование. Состав моющего раствора и режим работы ультразвуковой ванны нужно подбирать так, чтобы исключить возможность повреждений изделий и обеспечить высокое качество их очистки при минимальных затратах времени.
Применение ультразвуковой обработки в полупроводниковом производстве в несколько раз снижает трудоёмкость операций очистки и значительно повышает качество.
Определение чистоты поверхности.
После отмывки необходимо контролировать чистоту поверхности, чтобы предупредить выход брака из-за поступления недостаточно чистых изделий на последующие технологические операции.
В полупроводниковом производстве основными требованиями, предъявляемыми к методам контроля чистоты поверхности, является высокая чувствительность измерений и возможность их применения в промышленных условиях.
Различают прямые и косвенные методы определения чистоты поверхности. Прямые методы позволяют определять загрязнения непосредственно на поверхности контролируемых деталей. Среди них большое распространение получил микроскопический метод, основанный на смачиваемости, и метод разности потенциалов.. Высокую чувствительность обеспечивает метод радиактивных изотпов. Косвенные методы основаны на удалении с поверхности загрязнений растворителями или стравлением загрязнённого слоя в травильных смесях и применяются главным образом в лабораторных условиях. Поэтому из косвенных методов метод измерения удельного сопротивления моющих растворов применяется на производстве.
Микроскопический метод. Наблюдение поверхности производят в светлом или темном поле микроскопа, чаще в темном. Чтобы исключить попадание в объектив микроскопа отражения от поверхности лучей, используют косое освещение. Наблюдения в темном поле позволяет выявить в виде светящихся точек твёрдые загрязнения, островки оксидных плёнок, дефекты поверхности, остатки растворителя. Степень чистоты поверхности определяется количеством светящихся точек в поле зрения микроскопа при определённом освещении. Этот метод в настоящее время общепринят для контроля чистоты поверхности полупроводниковых пластин, так как с микроскопическими твёрдыми и коллоидными загрязнениями удаляются и другие. Метод наблюдения в тёмном поле не позволяет судить о составе загрязнений и в этом его недостаток.
Методы, основанные на смачиваемости. Контроль чистоты поверхности этими методами выполняют окунанием в чистую воду, распылением её, измерением угла смачивания, а также конденсации и запотеванию.
При окунании в чистую воду поверхности полупроводников и металлов, свободная от жировых загрязнений, способна удерживать непрерывную плёнку воды. Жировые (гидрофобные) загрязнения разрывают эту плёнку. Для контроля промытую влажную деталь погружают в холодную чистую воду, так как тёплая вода может быстро испариться, а если в воде присутствуют загрязнения в виде масел, смачивающих реагентов или поверхностно-активных веществ, непрерывная плёнка может образоваться и на загрязнённой поверхности.
Затем деталь извлекают из воды и с нею в течение примерно 20 с должен стечь избыток воды. При более длительном времени стекания может произойти разрыв плёнки воды из-за испарения.. Далее визуально определяют непрерывность плёнки воды и, если имеются разрывы, очистку поверхности следует повторить. Время необходимое для разрыва плёнки воды, характеризует степень загрязнения поверхности. При количестве органических загрязнений на поверхности более 10-5 г/см2 плёнка воды разрывается мгновенно, а при 3*10-6 г/см2 – примерно через 60 секунд.
Распылением чистоту поверхности контролируют сразу после её очистки и прокаливания. Для этого на ещё влажную поверхность распылением наносят с расстоянии примерно 65 см до полного её смачивания чистую холодную воду. На загрязнённых участках поверхности после распыления образуется узор из капелек, которые сохраняются в течение 15-20 минут. Продолжительность распыления определяют опытным путём. Чтобы повысить чувствительность метода , в распыляемую воду добавляют красящее вещество и контролируюмые пластины после образования рисунка сушат. При этом происходит закрепления рисунка загрязнений, так как краситель остаётся только на местах загрязнений. Рисунок загрязнений сохраняют в течении нескольких дней. По чувствительности метод распыления воды с красителем в 10–20 раз превышает метод распыления чистой водой.
Измерение угла смачивания каплей воды, помещённой на поверхности , позволяет определить чистоту. При этом методе возможны три случая:
— капля хорошо растекается, следовательно, угол смачивания очень мал и поверхность чистая , гидрофильная.
— капля остаётся на поверхности в виде шарика, при этом угол смачивания примерно 900 , что свидетельствует о загрязнении поверхности органическими (гидрофобными) веществами.
— капля частично растекается , образуя с поверхностью некоторый промежуточный промежуточный краевой угол, по которому можно судить о степени чистоты поверхности
Для измерения угла смачивания служить установка УКУС–1, с помощью которой увеличенное изображение капли воды проектируется на экран и измеряется краевой угол.
Метод конденсации основан на наблюдении смачиваемости поверхности детали, охлождённой до температуры ниже точки росы, конденсатом. При контроле детали кладут в чистый сухой стакан, который помещают в сосуд Дьюара с жидким азотом и охлаждают 2–5 минут. После извлечения из азота на поверхности деталей образуется слой инея, который через некоторое время начинает таять. Смачивание поверхности конденсатом наблюдают в момент образования жидкой фазы. При отсутствии гидрофобных соединений конденсат покрывает поверхность ровным слоем, а при их наличии на поверхности образуется отдельные капли конденсата.
Метод конденсации исключает дополнительное загрязнение поверхности, в чём и состоит его преимущество перед методом распыления. Чтобы поверхность не загрязнялась органическими веществами из воздуха, контроль необходимо выполнять в чистой атмосфере.
Метод запотевания состоит в том, что испытуемую поверхность обрабатывают в течение 2–3 минут струёй пара из парообразователя. При отсутствии органических загрязнений поверхность омывается сплошной плёнкой конденсата, а при наличии загрязнений поверхность покрывается капельками конденсата, образуется фигуры запотевания. Этот метод обладает высокой чувствительностью и прост в применении. После контроля полупроводниковую пластину можно использовать в производстве без дополнительной очистки. Метод запотевания удобен для определения чистоты поверхности стеклянных изделий, для которых неприменим метод конденсации, так как при охлаждении в азоте стекло может растрескаться. Этим методом невозможно контролировать чистоту поверхности материалов , у которых высокая теплопроводность, так как трудно заметить момент образования на них капель конденсата.
Все методы контроля чистоты поверхности, основанные на смачивании водой, неприменимы для контроля чистоты после отмывки в растворителях или их парах, так как поверхность, обрабатываемая в растворителях, гидрофобна и при контроле на смачиваемость дает 100% загрязняемость. Кроме того, этими методами нельзя обнаружить гидрофобные загрязнения, если имеются следы смачивающих поверхностно-активных веществ. В этом случае даже при наличии гидрофобных загрязнений на поверхности будет образовываться непрерывная плёнка воды.
Метод контактной разности потенциалов. Химическая обработка, влияя на локализованный на поверхности заряд, изменяет поверхностные потенциал. Это изменение контролируют по равному изменению контактной разности потенциалов. Измерительная установка состоит из генератора, звуковые колебания которого через электромеханическую систему приводят в колебательное движение динамический конденсатор, одной обкладкой которого является контролируемая пластина, а другой — эталонный электрод. В результате на конденсаторе возникает переменной напряжение, амплитуда , которого пропорциональна разности потенциалов между его обкладками, а значит зависит от состояния поверхности контролируемой поверхности.
Метод радиоактивных изотопов (меченых атомов). Этот метод основан на обнаружении загрязнений, содержащих радиоактивные изотопы, и применяется для оценки эффективности процессов отмывки. Радиоактивные загрязнения специально наносят на отдельные участки или на всю поверхность на отдельные участки или на всю поверхность и после промывки по выбранной технологии их остатки определяют с помощью счётчика Гейгера. Метод обладает очень высокой чувствительностью (в 1000 раз больше , чем методы основанные на смачивании ) и применяются главным образом в лабораторных условиях, так как в производственных условиях трудно обеспечить необходимые меры защиты от радиоактивного излучения.
Метод измерения удельного сопротивления моющих растворов. Этот метод позволяет определить содержание ионных загрязнений в промывочной воде и различных растворителях. В производственных условиях метод измерения удельного сопротивления моющего раствора применяют для контроля длительности процесса отмывки: отмывку ведут до тех пор, пока не будут равны удельные сопротивления раствора на входе в промывочную ванную и на выходе из неё.
Этот метод не позволяет обнаружить нерастворимые или слабо диссоциирующие загрязнения, даёт заниженные результаты, так как некоторые загрязнения лишь частично удаляются с поверхности в процессе отмывки, и не позволяют оценить распределение загрязнений по поверхности, так как даёт информацию лишь об общем количестве растворимых ионных загрязнений.
Контроль качества промывки.
Контроль качества осуществляют с помощью микроскопа . При этом пластины должны быть без пятен, разводов, подтёков. Допускаются одна-две светящиеся точки в тёмном поле микроскопа площадью около 0,6 мм2. Гидрофобные загрязнения обнаруживают методом, основанным на изменении угла смачивания поверхности водой. При неудовлетворительном качестве отмывки обработку повторяют.
Такая оценка качества отмывки имеет существенный недостаток: для контроля пластину необходимо извлечь из тары для хранения и поместить на предметный столик микроскопа или установки контроля угла смачивания. Поэтому поверхность пластин при контроле загрязняется в результат контакта с атмосферой.
После отмывки необходимо сразу же передать пластины на следующую операцию, так как при хранении происходит загрязнение их поверхности. Если отмытые пластины необходимо хранить, их поверхность следует защищать от воздействия внешней среды. Так, полимерный комплекс КС-1 позволяет надёжно защищать полупроводниковые пластины от внешней атмосферы в течение достаточно длительного времени (до 10 суток). Кроме того, очищенные полупроводниковые пластины можно хранить в герметичном сосуде с парами фреона.
Сушка деталей.
На производстве применяются следующие виды сушки: воздушная сушка в сушильных камерах, горячая сушка в сушильных шкафах , радиационная сушка, сушка токами высокой частоты.
При воздушной сушке в сушильных камерах детали или заготовки размещают на полках и выдерживают до нескольких суток при нормальной сушке (15–20 С) температуре.
Длительный срок сушки является крупным недостатком воздушной сушки.
Для горячей сушки обычно применяют сушильные шкафы или камеры и конвейерные сушильные установки, обогреваемые паром или электрообогревателями.
В сушильных шкафах с электрическим обогревом детали выдерживают при температуре 65–70 С до постоянства веса. Во избежания растрескивания деталей температуру в сушильных шкафах повышают постепенно.
В конвейерных сушильных установках производят сушку тонкостенных деталей.
Непрерывно действующие конвейерные сушильные установки являются наиболее эффективными для тонкостенных деталей. В таких установках сушка тонкостенных деталей в зависимости от величины и формы длится 2–3 часа.
Радиационная сушка основана на обогреве деталей лучистой энергией, излучаемой раскалёнными телами: нитями ламп, спиралями электронагревательных приборов, металлическими панелями, обогреваемыми газом.
На рисунке показана камера для радиационной сушки. В качестве источника лучистой энергии в камере установлены лампы инфракрасного свечения, расположенные в шахматном порядке под сводом и на боковых стенках камеры.
Радиационная сушка эффективнее конвейерных установок в несколько раз, особенно при сушке плоских изделий с небольшой толщиной стенок.
При сушке токами высокой частоты детали, помещённые между обкладками контурного конденсатора генератора высокой частоты, равномерно прогреваются по всей массе, при этом благодаря быстрому прогреву детали по всей её толщине срок сушки сокращается в несколько раз по сравнению с сушкой нагретым воздухом.
Контроль герметичности полупроводниковых приборов.
Одной из задач герметизации является предотвращение проникновения внутрь корпуса газов из окружающей среды, всегда содержащих влагу. Проникающая в корпус влага растворяет газы и загрязнения, образуя в условиях электрических напряжений электролитические пары. В свою очередь, это приводит к возникновению отказов, выражающихся в шунтирующих утечках, коротких замыканиях и обрывах.
Для полых (газонаполненных) корпусов'" достаточно объективным показателем качества герметизации может служить величина течи из корпуса. Для микросхем, опрессованных пластмассами, необходимо проводить испытания непосредственно в атмосфере с повышенной влажностью. Методы испытания должны одновременно удовлетворять требованиям высокой чувствительности и экономичности.
Наиболее чувствительным является радиоактивный метод (чувствительность 10~8—5-10"9 мкм рт. ст.-л/с). Образцы, подлежащие испытанию, герметизируются в атмосфере сжатого радиоактивного газа (например, Кг85). При испытании с помощью счетчиков регистрируется интенсивность гамма-излучения газа, вытекающего из корпуса. Вследствие сложности и высокой стоимости этот метод может быть рекомендован только в экспериментальном производстве (отработка конструкции корпуса или технологии герметизации).
Масс-спектрометрический метод основан на обнаружении гелиевым течеискателем гелия, предварительно введенного в корпус прибора. Применение гелия 0'бусловлено его высокой проникающей способностью (малые размеры молекул). Чувствительность метода определяется чувствительностью течеискателя (для течеискателя ПТИ-6 Ю-7 мкм рт. ст.-л/с). Высокая проникающая способность гелия затрудняет обнаружение больших течей, так как к моменту испытания гелий может полностью вытечь из корпуса. Поэтому для образцов, подлежащих испытанию, целесообразно вводить гелий после герметизации, но непосредственно перед испытанием. Для этого герметизированные микросхемы выдерживают в течение нескольких суток в бомбе, заполненной гелием до давления 4 ат. Масс-спектрометрический метод целесообразен только для выборочного контроля.
При проверке Герметичности вакуумно-жидкостным методом микросхемы помещают в емкость с керосином или уайт-спиритом, над которым создается разрежение (10—15 мм рт. ст.). Вытекающий из корпуса газ (непрерывная струйка пузырьков) позволяет определить не только интенсивность, но и место расположения течи. Чувствительность метода 5-Ю-3 мкм рт. ст.-л/с. Он является весьма распространенным в производстве для выборочного метода контроля. Компрессионно-термический метод отличается от предыдущего тем, что испытуемые микросхемы погружают в нагретое масло. При этом давление газа внутри корпуса повышается и чувствительность метода несколько увеличивается (4-10~3 мкм рт. ст.-л/с)
Описание технологического процесса.
Ниже приведена блок–схема технологического процесса, характеризующая последовательность проведения технологических операций:
|
![]()
Промывка–1. Для промывки полупроводниковых изделий используется ультразвуковая установка УЗУ-0,1, которая состоит из : ультразвуковой ванны и генератора. Промывают полупроводниковые пластины, уложив их в специальную тару(кассету). Моющий раствор (фреон) заливают в ванны перед включением установки. Максимальная температура раствора не должна превышать 80 С. При появлении кавитации полупроводниковые пластины погружают в ванну и промывают. Пластины погруженные во фреон выдерживают 7 минут и частота ультразвуковых колебаний 400 кГц, температура раствора 60 С.
Сушка–1. Сушка производиться в сушильном шкафу №3 завода «Электродело» при температуре 115± 10 С в течение 25–35 минут. Поддерживается заданная температура терморегулятором, имеющимся в сушильном шкафу, а контролируется ртутным термометром. В процессе сушки в шкаф подается ошушенный и очищенный воздух с точкой россы не выше —50 0С
Контроль чистоты поверхности. Контроль производиться микроскопом, наблюдая в тёмном поле микроскопа светящихся точек (твёрдые загрязнения). Если светящихся точек более 3-х, то передаём изделия на дополнительную потмывку.
Покрытие–1 . Покрытие производиться лаком МК –4У методом окунания. Предварительно наполняется ванна лаком МК–4У. Берётся изделие и погружается в ванну на 7 секунд. После чего в течение 1 минуты необходимо дать стечь излишкам лака. После чего изделие передается на операцию сушки.
Сушка–2. Сушка производиться в сушильном шкафу №3 завода «Электродело» при температуре 180 С в течение 2 часов. Поддерживается заданная температура терморегулятором, имеющимся в сушильном шкафу, а контролируется ртутным термометром. В процессе сушки в шкаф подается осушенный и очищенный воздух с точкой россы не выше —50 0С
Покрытие–2 . Покрытие производиться компаундом КЛ–4 поверх лака МК –4У методом окунания. Изделие погружают в ванную с компаундом. Выдерживают в ванноц 10 секунд. После чего в течение 1 минуты даёт стечь излишкам компаунда и передаёт на последующую операцию.
Сушка–3. Сушка производиться на стилажах в течение 24 часов. Под действием влаги воздуха происходит самовулканизация с образованием резиноподобного материала , длительно сохраняющего эластичные свойства в интервале температур от –60 до 200 С.
Покрытие–3 . Окончательное покрытие производиться эпоксидной смолой ЭД–5. Предварительно Эпоксидную смолу смешивают с гексаметилендиамином. Наносят эпоксидную смолу также методом окунания. Предварительно разводиться эпоксидная смола с с гексаметилендиамином и заполняется ванна. Иизделие и погружается в ванну на 10 секунд. После чего в течение 1 минуты необходимо дать стечь эпоксидной смолы. После чего изделие передается на операцию сушки.
Сушка–4. Сушка производиться в сушильном шкафу №3 завода «Электродело» при температуре 180 С в течение 15 минут. Поддерживается заданная температура терморегулятором, имеющимся в сушильном шкафу, а контролируется ртутным термометром. В процессе сушки в шкаф подается осушенный и очищенный воздух с точкой россы не выше —50 0С
Испытание герметичности корпуса. Для проверки герметизации прибора используют установку ЖК–75.14. В колбы (в каждую колбу заливают 80 см3 уайт–спирита)— стеклянные сосуды заливают жидкость и опускают контролируемый прибор, закрепляемые на зажимах. Освещаются колбы на рабочей позиции при вакуумировании жидкости и наблюдении за истечением пузырьков газа.
Список используемой литературы.1. А.А. Маслов «Технология и конструкции полупроводниковых приборов».
2. А.И. Курносов «Основы полупроводниковой микроэлектроники»
3. А.И. Курносов «Матералы для полупроводниковых приборов и интегральных микросхем»
4. В.А. Брук «Производство полупроводниковых приборов»
5. Парфёнов «Технология микросхем»
6. В.А. Антонов «Технология производства электровакуумных и полупроводниковых приборов»
7. С.З. Нейштадт «Технология и оборудование производства радиодеталей и компонентов»
8. Й. Коутный «Технология серийного производства транзисторов и полупроводниковых диодов»
9. О.К. Мокеев «Химическая обработка и фотолитография в производстве полупроводниковых приборов и микросхем»