
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Реферат: Автоматизация процесса нитрования пиридона
Реферат: Автоматизация процесса нитрования пиридона
Санкт-Петербургский государственный технологический
институт
(Технический университет)
Кафедра автоматизации процессов химической промышленности.
“Автоматизация процесса нитрования пиридона”.
Пояснительная записка к курсовому проекту по учебной дисциплине
“Проектирование систем автоматизации ”.
Выполнил студент 891 гр. :
Солнцев П.В.
Руководитель:
Новичков Ю.А.
Санкт-Петербург
2004
Оглавление.
Исходные данные.____________________________________________ 3
Введение.___________________________________________________ 3
1. Описание технологического процесса.________________________ 5
2. Описание УВК.___________________________________________ 5
3. Основные решения по автоматизации.________________________ 9
4. Разработка принципиальной схемы автоматизации.____________ 10
5. Компоновка средств автоматизации на щитах.________________ 10
6. Построение электрических схем автоматизации._______________ 10
7.___________________________________ Схемы внешних проводок. 11
Список использованной литературы:___________________________ 13
Приложения.
Исходные данные для проектирования.
1 Расходы (объёмные):
1.1 хладоагента в рубашках реактора и стаб-ра Gхл = 3,8 м3/час
1.2 кислоты на входе реактора Gк = 0,3 м3/час
1.2 нитромассы на выходе из реактора Gвых = 1,3 м3/час
1.3 пиридона на входе реактора Gп = 1 м3/час
1.4 воды на входе стабилизатора Gвод = 2,6 м3/час
1.5 готовой смеси на выходе стабилизатора Gкон = 2,6 м3/час
2 Концентрации азотной кислоты
2.1 на входе в реактор Скн = 0,6 кмоль/м3
2.2 на выходе из реактора Скк = 0,132 кмоль/м3
3 Объёмы
3.1 реактора V = 6 м3
3.2 жидкой фазы в реакторе с коэффициентом заполнения 0,8
Vж = 0,8*6 = 4,8 м3
4 Температуры:
4.1 нитромассы на выходе реактора q1 = 410C
4.2 смеси на выходе из стабилизатора q2 = 200C
4.3 хладоагента на выходе из реактора q1хлк = 150C
4.4 хладоагента на выходе из стабилизатора q2хлк = 210C
5 Порядок реакции n = 1
5.1 нитромассы в реакторе L1 = 1,5м
5.2 воды в сбросной ёмкости L3 = 3м
5.3 смеси в стабилизаторе L2 = 1,5м
6 Вакуум
6.1 в линии отвода окислов 300 гПа
Введение.
Автоматизация технологических процессов является одним из решающих факторов повышения производительности и улучшения производственного процесса. Все существующие и строящиеся промышленные объекты в той или иной степени оснащаются средствами автоматизации.
В данной курсовой работе разрабатывается проектная автоматизация процесса нитрования пиридона.
Целью курсового проекта является разработка функциональной схемы автоматизации, компоновка средств автоматизации на щитах и пультах, построение и оформление электрических и пневматических схем автоматизации, выполнение схем внутренних и внешних проводок.
1. Описание технологического процесса.
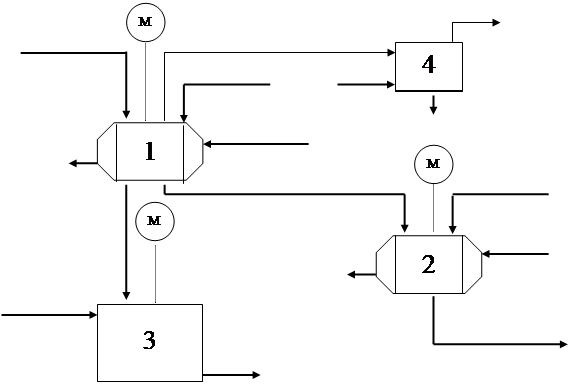
В качестве объекта автоматизации рассматривается реактор полного смешения непрерывного действия с рубашкой и мешалкой (рис 1).
Смесь пиридона с уксусным ангидридом (с параметрами Gп, qп, Срп) подаётся на вход реактора (1). Туда же подаётся азотная кислота (с параметрами Gк, qк, Скн, Срк). Процесс идёт при температуре q1; съём тепла осуществляется подачей холодной воды (с параметрами Gхл, qхлн, Срхл) в рубашку реактора. Из реактора нитромасса (с параметрами Gвых, qвых, Скк, Срвых) поступает в стабилизатор (2), где охлаждается холодной водой до температуры q2 и разбавляется водой в соотношении 1:2, после чего идёт на стадию кристаллизации (с параметрами Gсм, qсм, Срсм).
На случай аварии предусмотрена сбросная ёмкость (3), заполненная водой. Все аппараты, содержащие азотную кислоту, соединены с ловушкой окислов азота (4) и линией разряжения.
Процесс нитрования пиридона протекает при температуре q1, давлении Р и уровне жидкости h1. Азотная кислота является ключевым компонентом. Расход уксусного ангидрида с пиридоном определяется производительностью предыдущего аппарата и по нему действует возмущение.
|
|
|
|
|
|
|
|
|
1- реактор полного смешения непрерывного действия; 2 – стабилизатор; 3 – сбросная ёмкость; 4 – ловушка окислов азота.
Рисунок 1 - Технологическая схема процесса нитрования пиридона.
В качестве управляющего вычислительного комплекса (УВК) в данном проекте выбран контроллер Matsushta FP2.
Matsushta FP2 — это компактный многоканальный многофункциональный высокопроизводительный микропроцессорный контроллер, предназначенный для автоматического регулирования и логического управления технологическими процессами. Контроллер предназначен для построения управляющих и информационных систем автоматизации технологических процессов малого и среднего (по числу входов-выходов) уровня сложности и широким динамическим диапазоном изменения технологических параметров, а также построения отдельных подсистем сложных АСУ ТП, обеспечивая при этом оптимальное соотношение производительность/стоимость одного управляющего или информационного канала.
В составе контроллера FP2 имеются модули выхода на сеть PROFIBUS FMS (для систем управления высокого уровня – универсальный модуль FP2-FMS/DP-M) и PROFIBUS DP (для управления распределенными полевыми устройствами от простых модулей до контроллеров FP1 и FP0 - модуль FP2-DP-M). Универсальный модуль FP2-FMS/DP-M может поддерживать работу обеих сетей одновременно. Количество станций в сети –до 125.
В кросс-платы может быть установлено до 2 модулей PROFIBUS; скорость передачи – от 9,6 кбит/с (расстояние – до 1200м без репитера и 4800м – с репитером) до 12Мбит/с (расстояние – до 100м без репитера и 400м – с репитером). Порт – 9-контактное гнездо в стандарте RS485
В состав контроллера Matsushta FP2 входят: центральный микропроцессорный блок контроллера, блок питания, от 5 до 14 плат расширения и ряд дополнительных блоков. Кросс плата предназначена для увеличения числа входов-выходов контроллера. Контроллер Matsushta FP2 является проектно - компонуемым изделием. Его состав и ряд параметров определяются потребителем и указываются в заказе. Контроллер имеет встроенную самодиагностику, средства сигнализации и идентификации неисправностей, в том числе при отказе аппаратуры, выходе сигналов за допустимые границы, сбое в ОЗУ, нарушении обмена по сети и т.п. Для дистанционной передачи информации об отказе предусмотрены специальные дискретные выходы.
Конкретный состав остальных изделий оговаривается в заказе.
МОДУЛИ ВВОДА/ВЫВОДА
1. Модули ввода дискретных сигналов постоянного тока.
Контроллер FP2 имеет в своем составе модули расширения для ввода дискретных сигналов: FP2-16XD2 (с клеммным соединителем с линиями датчиков) и FP2-64XD2 (с разъемом) – рис.4. Эти модули имеют соответственно 16 и 64 канала. Кроме того, дискретные сигналы (64 линии) могут быть поданы на специализированный модуль ЦПУ FP2-C1D. Характеристики модулей приведены в табл.1
Табл.1. Характеристики модулей дискретного ввода.
| Характеристика | Модуль FP2-16XD2 | Модуль FP2-64XD2; ЦПУ FP2-C1D |
| Число каналов | 16 | 64 (2 группы по 32) |
| Гальваническая развязка | Оптронная | Оптронная |
|
Номинальное Uвх, В |
12 - 24 | 24 |
|
Максимальный Iвх, мА |
10 | 5 |
| Потребляемый модулем ток от источника питания контроллера, мА | 80 | 100 |
2. Модули вывода дискретных сигналов постоянного тока.
Модули вывода дискретных сигналов представлены более широко: это прежде всего модули вывода FP2-Y16T и FP2-Y16P - 16 каналов с клеммным соединителем и открытым коллектором на npn и pnp транзисторах соответственно. Аналогичные модули на 64 канала с разъемами: FP2-Y64T и FP2-Y64P. Кроме того, в комплекте модулей УСО FP2 имеются релейные модули вывода FP2-Y6R (6 каналов) и FP2-Y16R (16 каналов). Характеристики модулей приведены в табл.2
Табл.2. Характеристики модулей вывода дискретных сигналов
| Характеристика |
Модули FP2-Y16T, FP2-Y16P |
Модули FP2-Y64T, FP2-Y64P |
Модули FP2-Y6R*) |
Модули FP2-Y16R*) |
| Число каналов | 16 (2x8) | 64 (2x32) | 6 (3x2) | 16 (2x8) |
| Гальваническая развязка | Оптронная | Оптронная | Оптронная | Оптронная |
| Напряжение нагрузки (внешнего источника), В | 5 - 24 | 5 - 24 |
250 (AC), 30 (DC) |
250 (AC), 30 (DC) |
| Максимальный ток нагрузки, А | 0,6 | 0,1 | 5 | 2 |
| Ток потребления от источника питания контроллера, мА | 100 | 250 | 70 | 120 |
|
*) Внимание. Для питания реле эти модули требуют дополнительного источника напряжения 24В DC (см. рис.6Б) |
||||
3. Модули ввода/вывода дискретных сигналов постоянного тока.
В составе FP2 есть комбинированные модули ввода/вывода FP2-XY64D2T и FP2-XY64D2P. Модули имеют по 32 канала на вход и выход с разъемом для соединения с внешними устройствами и характеристиками, по входам совпадающими с характеристиками модулей FP2-64XD2, а по выходам – с модулями FP2-Y64T, FP2-Y64P.
4. Модули ввода аналоговых сигналов постоянного тока.
Аналоговые сигналы в FP2 принимаются отдельным модулем УСО FP2-AD8 (8 каналов) и специализированным ЦПУ (для малых систем) FP2-C1A (4 канала на ввод и 1 на вывод). Оба модуля имеют клеммный блок для соединения с датчиками и характеристики, приведенные в табл.5. Каждый канал может быть автономно настроен на любой допустимый диапазон входного напряжения, в том числе на приме сигналов от термопар и термометров сопротивления, с помощью переключателей на задней панели модулей. Модуль ЦПУ FP2-C1A может быть установлен только на кросс-плате ЦПУ (а не на плате расширения)
Табл. 3. Характеристики модулей аналоговых вводов
| Характеристики | FP2-AD8 | FP2-C1A | |
|
Количество каналов (автономная настройка каждого канала) |
8 | 4 | |
| Входной сигнал | Напряжение | ±10В; 2 – 5В; ±100мВ | |
| Ток | ±20мА; 4 – 20мА | ||
| Термопара |
S (0-15000C); L (-200+7000C); K (-200+10000C); T (-200+2500C); R (0-15000C) |
||
| Термосопротивление |
Pt100 (-100+5000C); Pt1000 (-100+100 0C) |
||
| Погрешность | 1%; 16 бит | ||
| Гальваническая развязка | Между входами и внутренней схемой (между каналами нет) | ||
| Потребляемый модулем ток от источника питания, мА | 500 | 1060 | |
3. Основные решения по автоматизации.
В процессе нитрования пиридона показателем эффективности является концентрация азотной кислоты в реакторе, и целью управления является её поддержание на заданном уровне (Скк = Сккзд). Расход пиридона на входе в реактор определяется предыдущим технологическим процессом и по нему действуют возмущения, а, следовательно, по нему нельзя регулировать концентрацию Скк, поэтому изменяют расход азотной кислоты.
Для выполнения материального баланса по жидкой фазе, определяемого уровнем нитромассы в реакторе, изменяют расход нитромассы в реакторе.
Для выполнения теплового баланса регулируются температуры в реакторе и в стабилизаторе путём изменения расхода охлаждающей воды на выходе из рубашки реактора и стабилизатора.
Для обеспечения соотношения перемешивания нитромассы с водой в стабилизаторе 1:2 используется регулятор соотношения расходов, использующий в качестве канала управления расход воды на входе в стабилизатор.
Уровень смеси в стабилизаторе поддерживается постоянным путём изменения расхода готовой смеси на выходе стабилизатора.
При недостаточном разряжении в линии отвода окислов азота (что может быть вызвано повышением давления в реакторе или неисправностью вакуум-насоса в линии разряжения) нитромасса из реактора сбрасывается в сбросную ёмкость.
Система регулирования состоит из 4-х подсистем:
· подсистема контроля
контролируются: концентрация азотной кислоты в нитромассе, температуры охлаждающей воды на выходах реактора и стабилизатора, нитромассы и смеси в аппаратах, уровни нитромассы в реакторе, смеси в стабилизаторе и воды в сбросной ёмкости, расход нитромассы на входе стабилизатора, пиридона на входе реактора, давление в линии отвода окислов
· подсистема контроля
регулируются: концентрация азотной кислоты в нитромассе, температуры в реакторе и в стабилизаторе, уровни нитромассы в реакторе, смеси в стабилизаторе и воды в сбросной ёмкости, расход воды в стабилизатор
· подсистема сигнализации
сигнализируются: отклонение концентрации азотной кислоты в нитромассе, отклонение температур в реакторе и в стабилизаторе от заданных, аварийно-опасная ситуация (повышение давления в реакторе либо отсутствие разряжения в линии отвода окислов азота)
· подсистема защиты
при отсутствии подачи одного из компонентов прекращается подача и второго, при возникновении опасности взрыва реактора нитромасса сбрасывается в сбросную ёмкость, при недостаточном разряжении в линии отвода окислов азота нитромасса сбрасывается в сбросную ёмкость (во избежание попадания окислов азота в цех)
На чертеже функциональной схемы автоматизации процесса нитрования пиридона (КП. ПСА.891.А2.01) представлена структура технологического процесса, а так же оснащение его приборами и средствами автоматизации.
Схема состоит из девяти контуров регулирования.
Контур 1
(регистрация и регулирование концентрации азотной кислоты в нитромассе Скк по расходу азотной кислоты Gк, сигнализация существенных отклонений; компенсация возмущений по Gп)
Концентрация азотной кислоты в нитромассе определяется первичным преобразователем АЖК-3101 (поз. 1а), устанавливаемым на байпасе трубопровода. Унифицированный сигнал 4…20 мА с него поступает на регистратор А542М и на контроллер Matsushita FP-2. Расход пиридона с уксусным ангидридом измеряется с помощью преобразователя РЭН-1 (поз. 1б), откуда поступает на регистратор А542М и, также, на контроллер. В контроллере реализован комбинированный регулятор с подключением компенсатора на вход регулятора. Управляющий сигнал с контроллера поступает на блок ручного управления БРУ-42 (поз. SA1), с помощью которого можно выбрать режим управления: автоматическое управление с помощью МПК или ручное дистанционное с помощью переключателей “больше”, “меньше”. Далее управляющий сигнал поступает на бесконтактный пускатель ПБР-2М (поз.1ж), который с помощью этого маломощного управляющего сигнала обеспечивает коммутацию цепей управления исполнительного механизма МЭО-90 (поз. 3), который в свою очередь воздействует на регулирующий орган. Сигнализация осуществляется с помощью сигнальных ламп, расположенных на щите, и включаемых схемой сигнализации (см. КП.ПСА.891.А2.03).
Контур 2, 7
(регистрация и регулирование температуры q1 в реакторе по подаче охлаждающей воды Gхл1, температуры q2 в стабилизаторе по подаче охлаждающей воды Gхл2 и сигнализация существенных отклонений)
Температуры в реакторе и стабилизаторе измеряются термопарами ТХК-104 (поз. 2а, 7а), имеющих НСХ «L»; сигнал с них поступает на самопишущие миллиамперметры А542М и на аналоговые входы контроллера. Управляющие сигналы с контроллера поступают на блоки ручного управления БРУ-42 (поз. SA2, SA7) и, далее, на бесконтактные реверсивные пускатели ПБР-2М (поз. 2в, 7в), которые с помощью этого маломощного управляющего сигнала обеспечивают коммутацию цепей управления исполнительных механизмов МЭО-90 (поз. 3, 15), которые в свою очередь воздействуют на регулирующие органы. При существенных отклонениях температур подаётся сигнал на соответствующий контактор в схеме сигнализации, вследствие чего зажигается сигнальная лампа.
Контуры 3, 4, 6
(регулирование уровня h нитромассы в реакторе по отбору нитромассы Gвых, уровня воды hв в сбросной ёмкости по подаче воды Gв1, регистрация уровня в стабилизаторе hсм по отбору готовой смеси Gсм)
Уровень в реакторе, стабилизаторе и сбросной ёмкости определяется буйковым уровнемером LT-100 (поз. 3а, 4а, 6а) с унифицированным выходным сигналом 4…20 мА. Выходной сигнал с первичных преобразователей передаётся на самопишущие миллиамперметры А542М и на аналоговые входы МПК. Управляющие сигналы с МПК поступают на блоки ручного управления БРУ-42 (поз. SA3, SA4, SA6) и, далее, на бесконтактные пускатели ПБР-2М (поз. 2в), которые с помощью этих маломощных сигналов обеспечивают коммутацию цепей управления исполнительных механизмов МЭО-90 (поз. 7, 9, 13), который в свою очередь воздействует на регулирующие органы.
Контур 5
(регулирование концентрации готовой смеси в стабилизаторе по подаче воды Gв2)
Задачей данного контура является обеспечение требуемого соотношения расходов воды и нитромассы на входе стабилизатора (1:2). Для этого, с помощью диафрагмы ДК16 (поз. 5а), соединённой импульсными трубками с измерительным преобразователем Сапфир-22ДД (поз. 5б), измеряется расход нитромассы на входе стабилизатора. Выходной сигнал (4…20 мА) с преобразователя поступает на регистратор А542М и, также, на контроллер. В контроллере формируется управляющий сигнал, обеспечивающий расход воды на входе стабилизатора в ДВА раза больший расхода нитромассы. Этот сигнал поступает на блок ручного управления БРУ-42 (поз. SA5) и на бесконтактный реверсивный пускатель ПБР-2М (поз. 5в)
Контур 8
(блокировка, контроль и сигнализация разряжения в линии отвода окислов азота P)
В процессе функционирования реактор требует отвода опасных для здоровья окислов азота. Для этого используется вакуумная линия отвода окислов, разрежение в которой не должно быть выше 600 гПа. Это разрежение измеряется преобразователем вакуума Метран-22ДВ, соединённым с трубопроводом (линией отвода) импульсной трубкой. Унифицированный сигнал с преобразователя поступает на самопишущий миллиамперметр А542М и на контроллер, формирующий сигналы блокировки (подаваемый на магнитный пускатель ПМЕ-121 (поз. 8в)) и сигнализации для срабатывания аварийной сирены. Магнитный пускатель, в свою очередь, коммутирует цепь управления электромагнитного клапана ЭМК (поз. 17), открывающего сбросный трубопровод, соединяющий реактор со сбросной ёмкостью.
Контур 9
(контроль температур охлаждающей воды после реактора qхл1 и после стабилизатора qхл2)
Контроль температуры хладоагента на выходе охлаждаемого объекта осуществляется с целью перегрева последнего. Температуры охлаждающей воды на выходах реактора и стабилизатора измеряются термометрами сопротивления (выходной сигнал 4…20мА), подключенными к двухканальному регистратору А542М и параллельно к контроллеру.
4. Разработка принципиальной схемы автоматизации.
Принципиальные схемы автоматизации предназначены для отражения взаимосвязей между приборами, средствами автоматизации и вспомогательными элементами, входящими в состав системы автоматизации, с учетом последовательности их работы и принципа действия.
Принципиальные схемы составляются, исходя из заданных алгоритмов функционирования систем контроля, регулирования, управления, сигнализации и управления.
На принципиальной схеме в условном виде нанесены приборы, аппараты, средства связи между элементами, блоками и модулями этих устройств. Схема изображена на листе формата А2 (см. прил. КП.891.А02.01).
5. Компоновка средств автоматизации на щитах.
Щиты и пульты предназначены для размещения приборов, средств автоматизации, аппаратуры управления, сигнализации, защиты, питания, коммутации и т.п. Щиты и пульты располагаются в производственных и специальных щитовых помещениях (операторских, диспетчерских и т.п.).
Щит изображен на листе формата А2 (см. прил. КП.891.А02.03). При компоновке средств автоматизации был использован двухсекционный щит ЩШК–2–ЗП-1-1000х1000–УЧ-РОО–ОСТ 3613-76
6.Построение электрических схем автоматизации.
Принципиальные электрические схемы (ПЭС) включают:
· схему сигнализации;
· схему управления.
Схемы выполнены без соблюдения масштаба и действительного пространственного расположения элементов.
На ПЭС управления отражена схема организации регулирования соотношения расходов путём изменения подачи воды.
Технологическая сигнализация в данной работе служит для контроля безопасности рабочих цеха и выполнения технологического регламента. Схема сигнализации обеспечивает подачу световых и звукового сигнала, съем звукового сигнала, проверку исправности средств сигнализации.
ПЭС изображены в приложении на листе формата А2 (КП.891.А02.02).
Схема соединений внешних проводок — это комбинированная схема, на которой показаны электрические и трубные связи между приборами и средствами автоматизации, установленными на технологическом оборудовании, вне щитов и на щитах.
Схема подключения внешних проводок выполнена на формате А2 (см. прил. КП.891.А02.04).
Список использованной литературы:
Проектирование систем автоматизации технологических процессов: Справочное пособие / А.С. Клюев, Б.В. Глазов, А.Х. Дубровский, А.А. Клюев; Под ред. А.С. Клюева. - М.: Энергоатомиздат, 1990. - 464 с.
Емельянов А.И., Капник О.В. Проектирование систем автоматизации технологических процессов: Справочное пособие. - М.: Энергоатомиздат, 1983. - 400 с.
Промышленные приборы и средства автоматизации: Справочник / В.В. Баранов, Т.Х. Беановская, В.А. Бек и др.; Под общ. ред. В.В. Черенкова. - Л.: Машиностроение, 1987. - 847 с.
Шувалов В.В., Огаджанов Г.А., Голубятников В.А. Автоматизация производственных процессов в химической промышленности. - М.: Химия, 1991. - 480 с.
Методические указания №№ 450, 387, 397, 571.