
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Психология и педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по информатике программированию
Краткое содержание произведений
Дипломная работа: Отчет о прохождении преддипломной практики в электросталеплавильном цехе №2 ООО Сталь КМК
Дипломная работа: Отчет о прохождении преддипломной практики в электросталеплавильном цехе №2 ООО Сталь КМК
Министерство образования
Российской Федерации
Сибирский Государственный Индустриальный Университет
Металлургический факультет
Кафедра литейного производства
Отчет
о прохождении преддипломной практики в
электросталеплавильном цехе №2
ООО «Сталь КМК»
Студент Карпинский А.В.,
группа МЛА-97
Руководитель практики
от университета
Пономарева К.В.
Руководитель практики
от завода
Время прохождения практики
18.02.2002 – 17.03.2002
Новокузнецк 2002
Содержание
Содержание. 2
Введение. 3
1. Общие сведения о заводе. 4
2. Электросталеплавильный цех №2 ОАО "КМК". 7
3. Технология плавки металла. 10
3.1. Общее описание дуговой печи. 11
3.2. Шихтовые материалы.. 11
3.3. Расплавление. 13
3.4. Окислительный период. 15
3.5. Раскисление и легирование стали. 17
3.5.1. Порядок присадки раскислителей и легирующих. 18
3.6. Выпуск и доводка. 21
3.7. Внепечная обработка стали. 21
3.8. Разливка металла в изложницы.. 22
3.9. Разливка металла на МНЛЗ. 23
4. Метрологическое обеспечение. 26
4.1. Описание структуры управления. 26
4.2. Описание локальной структуры управления АСУ ТП "Механизмы печи". 28
4.3. Описание локальной структуры управления АСУ ТП "Сыпучие". 29
5. Охрана труда. 34
6. Индивидуальное задание. 35
6.1. Системы сбора и отображения информации. 35
7. Вывод. 42
8. Список литературы.. 43
Введение
Целью специальной производственной практики является закрепление и углубление теоретического знания, пробуждение у студентов творческой инициативы, направленной на решение конкретных задач народного хозяйства.
Во время прохождения практики была изучена технология плавки стали в дуговой электропечи; состав и структура ЭСПЦ-2 ОАО "КМК"; работа основных агрегатов цеха.
1. Общие сведения о заводе
15 января 1929 года. Эта дата стала вехой в истории календаря КМК, в летописи второй угольно-металлургической базы страны. В этот день Совет Народных Комиссаров и Совет Труда и Обороны, заслушав доклад ВСНХ о капитальном строительстве в черной металлургии, приняли окончательное решение о постройке Кузнецкого Металлургического Завода.
В апреле 1929 г. Гипромез и Главчермет утвердили проект Кузнецкого завода, а ВСНХ утвердил мощности:
по чугуну – 1.2 млн. т.
по стали – 1.5 млн. т.
по прокату – 1.19 млн. т.
20 июня 1929 г. начались земляные работы по устройству заводской площадки. 1 мая 1930 г. состоялась закладка фундамента первой печи. 4 мая начались земляные работы на площадке мартеновского цеха.
Полным ходом шло строительство энергетического хозяйства, вспомогательных цехов, на транспортных и других объектах завода.
В 1932 г. вступили в строй действующих первые агрегаты.
Первый кокс был выпущен 23 февраля, чугун – 3 апреля, сталь – 19 сентября, рельсы в декабре.
День выдачи первого чугуна 3 апреля 1932 г. считается днем рождения Кузнецкого Металлургического Комбината.
Строительство основных металлургических цехов, начатое в 1929 г. было закончено в 1936 году. Проектная мощность завода была достигнута в период 1937-1938 гг.
К 1956 г. производство возросло:
чугуна – до 2.6 млн. т.
стали – до 3.75 млн. т.
проката – до 2.9 млн. т.
Это и привело к образованию диспропорций, да и к тому же устаревало оборудование и агрегаты. В связи с этим в ноябре 1959 г. Совет Министров СССР утвердил проектное задание технического перевооружения КМК.
В осуществлении его:
- постройка второй очереди Абагурской аглофабрики;
- построены коксовые батареи №7 и №8;
- построена доменная печь №5 полезным объемом 1719 м3.
На этом реконструкция была закончена, и началось строительство Западно-Сибирского металлургического завода.
Комбинат продолжал наращивать производство по всем переделам, главным образом за счет совершенствования технологии, частичной модернизации при проведении капитальных ремонтов агрегатов, механизации и автоматизации производственных процессов, внедрении новой техники в технологии. В результате первоначальные мощности были перекрыты в 3-4 раза. В 1979 г. было утверждено новое технико-экономическое обоснование развития комбината, в 1985 г. проектное задание было скорректировано и утверждены новые проектные мощности. Скорректированным проектным заданием по реконструкции КМК установлена проектная мощность комбината в натуральном выражении:
ü агломерат – 5990 тыс. т;
ü кокс (6% влаги) – 2307 тыс. т;
ü чугун в пересчете на передельный – 4760 тыс. т;
ü сталь – 4535 тыс. т;
ü прокат – 3600 тыс. т;
ü в стоимостном выражении товарной продукции 843.7 млн. руб;
ü численность работающих в основных цехах – 27926 ч;
ü сметная стоимость строительства объектов производственного назначения по скорому заданию – 448.8 млн. руб. (в том числе строительно-монтажных работ – 323.9 млн. руб.
Кузнецкие металлурги внесли большой вклад в победу Советского Союза в Великой Отечественной Войне и в восстановлении народного хозяйства.
За образцовое выполнение заданий комбинат награжден 4 орденами, и 4 знамени Государственного комитета обороны были вручены на вечное хранение коллективам доменного, мартеновского, среднесортного и ТЭЦ:
10.04.1943 – Орден Ленина;
31.03.1945 – Орден Трудового Красного Знамени;
13.09.1945 – Орден Кутузова I степени;
12.02.1971 – Орден Октябрьской Революции.
Со времени пуска комбината было произведено (данные за 1993г.):
агломерат – 264397 тыс. т;
кокс – 153719.3 тыс. т;
чугун – 187773 тыс. т;
сталь – 213409.9 тыс. т;
прокат – 160318.9 тыс. т.
Состав комбината:
1. Абагурская аглофабрика.
2. Коксохимическое производство.
3. Доменный цех.
4. Сталеплавильный цех, ЭСПЦ-1 и ЭСПЦ-2.
5. Прокатное производство.
6. Литейный цех.
7. Цехи отдела главного механика.
8. Цехи отдела главного энергетика.
9. Цехи товаров народного потребления.
10. Управление главного метролога.
11. Ремонтно-строительные цехи.
12. Управление железнодорожным транспортом.
13. Автотранспортное управление.
14. Управление подготовки производством.
15. Управление социальными объектами.
16. Центральная заводская лаборатория качества.
17. Аграрный комплекс.
2. Электросталеплавильный цех №2 ОАО "КМК"
ЭСПЦ-2 введен в эксплуатацию в 1981 г. проектной мощностью 500 тыс. тонн стали в год. Цех состоит из двух отделений: электропечного и отделения непрерывной разливки стали (см. рис.1).
Электропечное отделение состоит из трех основных пролетов: шихтового (А), электропечного (Б) и разливочного (В).
В электропечном пролете установлены две печи ДСП-110-И7. Печи оборудованы водоохлаждаемыми панелями и сводом. В начале 1990-х годов началась установка агрегата комплексной обработки стали (АКОС) советского производства, но вскоре работы были заморожены из-за прекращения финансирования. В настоящее время планируется произвести демонтаж установленного оборудования и закупка АКОС импортного производства в рамках реконструкции сталеплавильного производства на комбинате. В данном пролете имеются 2 мостовых крана грузоподъемностью 180/60/20 т.
В разливочном пролете производится разливка части выплавляемой в цехе стали в изложницы. Развес слитка 8 т. Данный пролет оборудован 2 литейными кранами грузоподъемностью 180/60/20 т.
Все шлакообразующие материалы и ферросплавы доставляются в бункерный пролет (Б1) в контейнерах автотранспортом и с помощью автоматической системы дозирования и подачи сыпучих материалов распределяются по точкам загрузки. Ферросплавы загружаются в мульды, просушиваются в сушильных печах и с помощью мульдозавалочной машины присаживаются в электропечь. Заправочные материалы выдаются в бункера заправочных машин. Кроме того, известь и кокс подаются в заправочные корзины. Металлический лом доставляется в шихтовый пролет железнодорожным транспортом в коробах объемом 14 м3 и с помощью крана перегружается в заправочные корзины. Затем тележка с загрузочной корзиной взвешивается на платформенных весах и передается в печной пролет для загрузки электропечей. В шихтовом пролете имеются 3 мостовых электрокрана.
Отделение непрерывной разливки стали состоит из 4 основных пролетов: раздаточного (В), непрерывной разливки стали (Г), замедленного охлаждения заготовок (Г) и отгрузочного (Д).
В раздаточном пролете установлены две установки для продувки стали аргоном. В торце пролета размещается машина для набивки футеровки сталеразливочных ковшей "Орбита". В пролете имеются 2 литейных крана грузоподъемностью 180/63/20 т. В пролете непрерывной разливки стали установлены 2 машины непрерывного литья заготовок радиального типа с базовым радиусом 12 м, четырехручьевые, с сечением отливаемых заготовок 300*330 мм. В пролете имеются 2 мостовых электрокрана грузоподъемностью 50/12,5 т и 2 крана грузоподъемностью 16/3 т.
В пролете замедленного охлаждения имеется мостовой электрокран грузоподъемностью 16/3 т.
В отгрузочном пролете проводится резка заготовок на мерные длины на 2 машинах газовой резки, маркировка заготовок и их отгрузка на автослябовозах на склад слитков ЦПС или в сортопрокатный цех. Пролет оборудован 3 мостовыми кранами.
Сортамент стали ЭСПЦ-2 следующий:
- углеродистая обыкновенного качества;
- углеродистая качественная конструкционная;
- низколегированная;
- шарикоподшипниковая;
- легированная конструкционная.
Также в состав цеха входит слитковозная эстакада, административно-бытовой корпус, блок очистки сточных вод, шлаковое отделение, где производится кантовка печного шлака, привезенного на шлаковозах в шлаковых чашах площадью 11 м2.
3. Технология плавки металла
Электросталеплавильному способу принадлежит ведущая роль в производстве качественной и высоколегированной стали. Благодаря ряду принципиальных особенностей этот способ приспособлен для получения разнообразного по составу высококачественного металла с низким содержанием серы, фосфора, кислорода и других вредных или нежелательных примесей и высоким содержанием легирующих элементов, придающих стали особые свойства – хрома, никеля, марганца, кремния, молибдена, вольфрама, ванадия, титана, циркония и других элементов.
Преимущества электроплавки по сравнению с другими способами сталеплавильного производства связаны с использованием для нагрева металла электрической энергии. Выделение тепла в электропечах происходит либо в нагреваемом металле, либо в непосредственной близи от его поверхности. Это позволяет в сравнительно небольшом объеме сконцентрировать значительную мощность и нагревать металл с большой скоростью до высоких температур, вводить в печь большие количества легирующих добавок; иметь в печи восстановительную атмосферу и безокислительные шлаки, что предполагает малый угар легирующих элементов; плавно и точно регулировать температуру металла; более полно, чем других печах, раскислять металл, получая его с низким содержанием неметаллических включений; получать сталь с низким содержанием серы. Расход тепла и изменение температуры металла при электроплавке относительно легко поддаются контролю и регулированию, что очень важно при автоматизации производства.
Электропечь лучше других приспособлена для переработки металлического лома, причем твердой шихтой может быть занят весь объем печи, и это не затрудняет процесс расплавления. Металлизованные окатыши, заменяющие металлический лом, можно загружать в электропечь непрерывно при помощи автоматических дозирующих устройств.
В электропечах можно выплавлять сталь обширного сортамента.
Выплавка стали в ЭСПЦ-2 ОАО "КМК" осуществляется в 2-х 110-тонных дуговых электропечах ДСП-110-И7 с основной футеровкой и водоохлаждаемыми стенами и сводом, оснащенными газокислородными горелками, кислородными фурмами и системой фирмы "FUCHS" и разливкой в слитки и на МНЛЗ. В качестве источника питания используются печные трансформаторы мощностью 85 МВ на печи №1 и 63 МВ на печи №2.
Выплавка производится одношлаковым процессом с выпуском металла под печным шлаком и с его отсечкой. Также возможна выплавка металла по технологии на "жидком старте". Весь металл перед разливкой подвергается продувке инертным газом (азотом).
3.1. Общее описание дуговой печи
Дуговая печь состоит из рабочего пространства (собственно печи) с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты.
Плавку стали ведут в рабочем пространстве, ограниченном сверху куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Съемный свод набран из огнеупорных кирпичей, опирающихся на опорное кольцо. Через три симметрично расположенных в своде отверстия в рабочее пространство введены токопроводящие электроды, которые с помощью специальных механизмов могут перемещаться вверх и вниз. Печь питается трехфазным током.
Шихтовые материалы загружают на под печи, после их расплавления в печи образуется слой металла и шлака. Плавление и нагрев осуществляется за счет тепла электрических дуг, возникающих между электродами и жидким металлом или металлической шихтой.
Выпуск готовой стали и шлака осуществляется через сталевыпускное отверстие и желоб путем наклона рабочего пространства. Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки, ремонта пода и загрузки материалов.
3.2. Шихтовые материалы
Основной составляющей шихты (75-100%) электроплавки является стальной лом. Лом не должен содержать цветных металлов и должен иметь минимальное количество никеля и меди; желательно, чтобы содержание фосфора в ломе не превышало 0.05%. При более высоком содержании фосфора продолжительность плавки возрастает. Лом не должен быть сильно окисленным (ржавым). С ржавчиной (гидратом окиси железа) вносится в металл много водорода. Лом должен быть тяжеловесным, чтобы обеспечивалась загрузка шихты в один прием (одной бадьей). При легковесном ломе после частичного расплавления первой порции шихты приходится вновь открывать печь и подсаживать шихту, что увеличивает продолжительность плавки.
В последнее время расширяется применение металлизованных окатышей и губчатого железа – продуктов прямого восстановления обогащенных железных руд. Они содержат 85-93% Fe, основными примесями являются окислы железа, SiO2 и Al2O3. Отличительная особенность этого сырья – наличие углерода от 0.2-0.5 до 2% и очень низкое содержание серы, фосфора, никеля, меди и других примесей, обычно имеющихся в стальном ломе. Это позволяет выплавлять сталь, отличающуюся повышенной чистотой от примесей. Переплав отходов легированных сталей позволяет экономить дорогие ферросплавы. Эти отходы сортируют по химическому составу и используют при выплавке сталей, содержащих те же легирующие элементы, что и отходы.
Для повышения содержания углерода в шихте используют чугун, кокс и электродный бой. Основное требование к чугуну – минимальное содержание фосфора, поэтому чтобы не вносить много фосфора в шихту, в малые (< 40 т) печи подают не более 10% чугуна, а в большегрузные - не более 25%.
В качестве шлакообразующих в основных печах применяют известь, известняк, плавиковый шпат, боксит, шамотный бой; в кислых печах – кварцевый песок, шамотный бой, известь. В качестве окислителей используют железную руду, прокатную окалину, агломерат, железные окатыши, газообразный кислород. К шлакообразующим и окислителям предъявляются те же требования, что и при других сталеплавильных процессах: известь не должна содержать более 90% CaO, менее 2% SiO2, менее 0.1% S и быть свежеобоженной, чтобы не вносить в металл водород. Железная руда должна содержать менее 8% SiO2, поскольку он понижает основность шлака, менее 0.05% S и мене 0.2% P; желательно применять руду с размером кусков 40-100 мм, поскольку такие куски легко проходят через слой шлака и непосредственно реагирует с металлом. В плавиковом шпате, применяемом для разжижения шлака содержание CaF2 должно превышать 85%.
В элекросталеплавильном производстве для легирования и раскисления применяются практически все известные ферросплавы и легирующие.
Все используемые для выплавки стали шихтовые материалы должны соответствовать требованиям действующих стандартов и технических условий. Основными шихтовыми материалами для выплавки стали являются: стальной лом, передельный чугун, отходы графитизированных электродов, металлургический кокс, плавиковый шпат, кварцит или кварцевый песок, свежеобожженная известь, различные ферросплавы (Fe-Cr, Fe-Si, Fe-Mn, Ti, Ni, Mo, W, V, Si-Cr, Si-V, B), силикомарганец, никель, силикокальций, алюминий, алюминиевые порошок, дробь, проволока катанка, технический глинозем, окатыши, агломерат, медьсодержащие отходы.
Шихта составляется следующим образом (в % от массы завалки):
блюминговая обрезь – до 40 %
в том числе ЗШ – до 15 %
чугун – до 30 %
стружка – до 5 %
лом и отходы с насыпной плотностью 0.8-1.2 т/м3 – остальное.
В бадью шихта укладывается таким образом, чтобы на подине располагалась малогабаритная, но плотная шихта, выше ее – тяжелая, сверху – мелочь. Также производится подача чугунной стружки в завалку и подвалку поверх основной части шихты, при этом масса разовой порции не должна превышать 4 тонны. Загрузка стружки в бадью производиться только магнитом для более равномерного ее распределения. Также в состав завалки включают и известь в количестве 3-5т от массы шихты или известняк в количестве до 7т.
3.3. Расплавление
После окончания завалки электроды опускают почти до касания с шихтой и включают ток. Под действием высокой температуры дуг шихта под электродами плавиться, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды постепенно опускаются, проплавляя в шихте "колодцы" и достигая крайнего нижнего положения. По мере увеличения количества жидкого металла электроды поднимаются. Это достигается при помощи автоматических регуляторов для поддержания определенной длины дуги. Плавление ведут при максимальной мощности печного трансформатора.
Во время плавления происходит окисление составляющих шихты, формируется шлак, происходит частичное удаление в шлак фосфора и серы. Окисление примесей осуществляется за счет кислорода воздуха, окалины и ржавчины, внесенных металлической шихтой.
За время плавления полностью окисляется кремний, 40-60% марганца, частично окисляется углерод и железо. В формировании шлака наряду с продуктами окисления (SiO2, MnO, FeO) принимает участие и окись кальция, содержащаяся в извести. Шлак к концу периода плавления имеет примерно следующий состав, %: 35-40 CaO; 15-25 SiO2; 8-15 FeO; 5-10 MnO; 3-7 Al2O3; 0.5-1.2 P2O5. низкая температура и наличие основного железистого шлака благоприятствует дефосфорации. В зоне электрических дуг за время плавления испаряется от 2 до 5% металла, преимущественно железа.
В процессе расплавления возможна присадка в печь извести, а также твердых окислителей: железной руды, агломерата, железорудных окатышей, окалины. Для ускорения процесса проплавления металлошихты после завалки и подвалки используются стеновые или дверные газокислородные горелки (ГКГ). Подача кислорода, вводимого через сводовую водоохлаждаемую фурму, начинается после проплавления колодцев и образования жидкой ванны (через 10-15 минут после включения печи) с интенсивностью 1000-1500 м3/ч. Продувка в течение всего периода расплавления сопровождается перемещением фурмы вниз по мере оседания металлошихты. Возможна подача кислорода через фурму установки FUCHS с расходом до 3000 м3/ч. В конце расплавления производится обновление шлака. При этом количество и свойства шлака в печи должны обеспечивать работу с максимально возможным заглублением дуг в шлак, для чего в течение всего периода шлак поддерживается во вспененном состоянии периодическими присадками дробленого кокса порциями до 50 кг через сводовое загрузочное устройство или с использованием манипулятора фирмы FUCHS. Для обновления шлака производится его спуск через порог рабочего окна и присадку извести в количестве не менее 2000 кг порциями до 200 кг через сводовое загрузочное устройство.
Температура металла к моменту полного расплавления должна быть:
- для высокоуглеродистых сталей (содержание углерода >0.6%) 1500 – 1530 °С;
- для низко- и среднеуглеродистых сталей (содержание углерода <0.6%) 1520 – 1560 °С
Содержание углерода в пробе металла после полного расплавления должно быть на 0.10% выше верхнего предела содержания его в готовой стали. При необходимости науглероживание металла производится вдуванием углесодержащих материалов с помощью установки FUCHS и присадкой в печь чугуна.
3.4. Окислительный период
Задача окислительного периода плавки состоит в следующем:
а) уменьшить содержание в металле фосфора до 0.01-0.015%;
б) уменьшить содержание в металле водорода и азота;
в) нагреть металл до температуры близкой к температуре выпуска (на 120-130 °С выше температуры ликвидуса).
Кроме того, за время периода окисляют углерод до нижнего предела его содержания в выплавляемой стали. За счет кипения (выделения пузырьков СО при окислении углерода) происходит дегазация металла и его перемешивание, что ускоряет процессы дефосфорации и нагрева.
Окисление углерода производится газообразным кислородом, вводимым через сводовую водоохлаждаемую фурму, расположенную над металлом на уровне 200-300 мм, с расходом 2000-3000 м3/ч; либо с помощью установки FUCHS. В случае необходимости применяются твердые окислители, вводимые через сводовое загрузочное устройство.
Окислительный период начинается с того, что из печи сливают 65-75% шлака, образовавшегося в период плавления. Шлак сливают, не выключая печь, наклонив её в сторону рабочего окна на 10-12°. Слив шлака производят для того, чтобы удалить из печи перешедший в шлак фосфор. Удалив шлак, в печь присаживают шлакообразующие: 1-1.5% извести и при необходимости 0.15-0.25% плавикового шпата, шамотного боя или боксита.
В течение всего окислительного периода производится присадка шлакообразующих и твердых окислителей для поддержания количества и состава шлака в печи. При этом шлак должен быть пенистым, достаточно жидкоподвижным и самотеком сходить через порог рабочего окна. Для обеспечения работы печи с максимально возможным заглублением дуг в шлак производятся периодические присадки дробленого кокса порциями до 50 кг через сводовое загрузочное устройство или с использованием манипулятора фирмы FUCHS с расходом порошка кокса 15-65 кг/мин. и газообразного кислорода до 3000 м3/ч. Присадка руды вызывает интенсивное кипение ванны – окисляется углерод, реагируя с окислами железа руды с выделением большого количества пузырьков СО. Под воздействием газов шлак вспенивается, уровень его повышается и он стекает в шлаковую чашу через порог рабочего окна.
Во время окислительного периода производится отбор проб металла для определения химического состава металла. При достижении необходимого содержания углерода (не <0.6% для сталей со среднемарочным содержанием углерода до 0.25% и не более чем на 0.15% ниже нижнего уровня марочного предела для сталей с содержанием углерода >0.25%) и заданной температуры металла производится продувка металла инертным газом в течение 2-3 мин. или выдержка той же продолжительности, после чего производится отбор двух проб металла на химический анализ.
В течение всего окислительного периода идет дефосфорация металла по реакции:
![]()
Для успешного протекания той реакции необходимы высокие основность шлака и концентрация окислов железа в нем, а также пониженная температура. Эти условия создаются при совместном введении в печь извести и руды.
Из-за высокого содержания окислов железа в шлаках окислительного периода условия для протекания реакции десульфурации являются неблагоприятными, и десульфурация получает ограниченное развитие: за все время плавления и окислительного периода в шлак удаляется до 30-40% серы, содержащейся в шихте.
При кипении вместе с пузырьками СО из металла удаляются водород и азот. Этот процесс имеет большое значение для повышения качества электростали, поскольку в электропечи в зоне электрических дуг идет интенсивное насыщение металла азотом и водородом. Кипение и перемешивание обеспечивает также ускорение выравнивания температуры металла и его нагрев. За время окислительного периода необходимо окислить углерода не менее 0.2-0.3% при выплавке высокоуглеродистой стали (содержащей >6% С) и 0.3-0.4% при выплавке средне- и низкоуглеродистой стали.
К концу окислительного периода содержание фосфора в металле должно быть не более 0.012% для высококачественных сталей и сталей с нижним марочным пределом содержания марганца более 0.8% и не более 0.015% для остальных сталей. Для частичного снятия окисленности ванны возможна присадка до 1000 кг чугуна. При выплавке стали со средним марочным содержанием углерода до 0.25% присадка чугуна обязательна.
3.5. Раскисление и легирование стали
Раскисление стали производят диффузионным способом после образования жидкоподвижного шлака. Вначале, в течение 15-20 мин, раскисление ведут смесью, состоящей из извести, плавикового шпата и кокса в соотношении 8:2:1, иногда присаживают один кокс. Далее начинают раскисление молотым 45 или 75%-ным ферросилицием, который вводят в состав раскислительной смеси, содержащей известь, плавиковый шпат, кокс и ферросилиций в соотношении 4:1:1:1, содержание в этой смеси уменьшают. На некоторых марках стали в конце восстановительного периода в состав раскислительной смеси вводят более сильные раскислители – молотый силикокальций и порошкообразный алюминий, а при выплавке ряда низкоуглеродистых сталей диффузионное раскисление ведут без введения кокса в состав раскислительных смесей.
Суть диффузионного раскисления, протекающего в течение всего восстановительного периода, заключается в следующем. Так как раскисляющие вещества применяют в порошкообразном виде, плотность их невелика и они очень медленно опускаются через слой шлака. В шлаке протекают следующие реакции раскисления:
(FeO) + C = Fe + CO; 2*(FeO) + Si = 2*Fe + (SiO2) и т.д.,
в результате содержание FeO в шлаке уменьшается и в соответствии с законом распределения (FeO)/[FeO] = const кислород (в виде FeO) начинает путем диффузии переходить из металла в шлак (диффузионное раскисление). Преимущество диффузионного раскисления заключается в том, что поскольку реакции раскисления идут в шлаке, выплавляемая сталь не загрязняется продуктами раскисления – образующимися окислами. Это способствует получению стали с пониженным содержанием неметаллических включений.
По мере диффузионного раскисления постепенно уменьшается содержание FeO в шлаке и пробы застывшего шлака светлеют, а затем становятся почти белыми. Белый шлак конца восстановительного периода электроплавки имеет следующий состав, %: 53-60 CaO; 15-25 SiO2; 7-15 MgO; 5-8 Al2O3; 5-10 CaF2; 0.8-1.5 CaS; < 0.5 FeO; < 0.5 MnO.
Для сталей со среднемарочным содержанием углерода до 0.25% производится присадка 1 кг/т алюминия, для стали со среднемарочным содержанием углерода >0.25% - 0.5 кг/т. В процессе рафинирования производится раскисление шлака в печи порошком кокса, порошком или крупкой ферросилиция, порошком или дробью алюминия в количестве по 100 кг каждого. Феррохром присаживается после предварительного раскисления стали ферросилицием или силикомарганцем.
3.5.1. Порядок присадки раскислителей и легирующих
При выплавке легированных сталей в дуговых печах порядок легирования зависит от сродства легирующих элементов к кислороду.
Никель.
Основное количество гранулированного никеля и вся окись (закись) никеля присаживается в завалку или подвалку на нижний предел марочного содержания. Остальное количество гранулированного, а также прессованный электролитический карбониконат никеля и ферроникель присаживается во все периоды плавки. Также разрешается присадка никеля в ковш во время выпуска в количестве до 200 кг и после выпуска на УПСА в количестве до 100 кг (в этом случае длительность продувки металла инертным газом должна быть не менее 7 минут после введения корректирующей добавки).
Медь.
Для легирования применяют медьсодержащие отходы. Медь присаживается во все периоды плавки. Также разрешается присадка меди в ковш во время выпуска в количестве до 200 кг и после выпуска на УПСА в количестве до 100 кг (в этом случае длительность продувки металла инертным газом должна быть не менее 7 минут после введения корректирующей добавки).
Молибден.
Ферромолибден присаживается в печь в начале окислительного периода. Недостающее количество присаживается не позднее первой порции раскислителей.
Вольфрам.
Ферровольфрам присаживается в печь не позднее первой порции раскислителей и не позднее, чем за 30 мин. до выпуска плавки.
Хром.
Основная порция феррохрома присаживается в печь после предварительного раскисления, но не позднее чем за 10 мин. до выпуска металла из печи. В случае необходимости во время выпуска разрешается присадка до 300 кг феррохрома или до 500 кг ферросиликохрома. Разрешается присадка в ковш после выпуска феррохрома фракции до 25 мм в количестве до 300 кг с обязательной последующей продувкой в течение ³5 мин. и отбором дополнительных проб.
Кремний.
Для легирования металла кремнием применяется кусковой ферросилиций. Присадка ферросилиция в печь производится в начале и по ходу периода рафинирования или в ковш во время выпуска. Также разрешается корректировка содержания кремния в металле в ковше после выпуска.
Марганец.
Для легирования применяются марганецсодержащие материалы, которые вводят в печь в начале и по ходу рафинировки по расчету с учетом остаточного, а также в ковш во время выпуска. Также разрешается корректировка содержания марганца в металле по результатам ковшевой пробы на УПСА.
Алюминий.
Для раскисления металла используется чушковый алюминий, присаживаемый в печь (предварительное раскисление) и в ковш (для окончательного раскисления).
Для легирования стали применяется чушковый (кусковой) алюминий, который присаживается в ковш.
Для раскисления шлака используется порошок или дробь алюминия, которые присаживаются в печь перед выпуском плавки и в ковш со шлаковой смесью. При отсутствии этих материалов разрешается использовать резанный кусковой алюминий (масса куска не должна первышать 4 кг).
Бор, кальций, ванадий, титан, церий, цирконий.
Все материалы, вносящие бор, кальций, ванадий, титан, церий, цирконий, присаживают в ковш на выпуске металла из печи. Также разрешается корректировка содержания этих элементов в ковше после выпуска.
Углерод.
Недостающее по расчету количество углерода в завалке вводится углеродсодержащими материалами (кокс, электродный бой и т.п.) или чугуном. Корректировку содержания углерода в металле разрешается производить:
- присадкой чугуна в печь на 0.10%;
- дачей в ковш на выпуске сухих коксовых отсевов или электродной крошки на 0.07%.
Чугун подается в печь не позднее, чем за 5 мин. до выпуска.
При выплавке стали с сужеными пределами по содержанию углерода корректировка в ковше на выпуске допускается до 0.03% с обязательной продувкой инертным газом после выпуска не менее 5 мин. и отбором дополнительных проб.
В ковш после выпуска углеродсодержащие материалы (в виде порошка кокса, аморфного графита, а также пыли производства электродов) вводятся на УПСА в металл не более, чем на 0.05% с учетом усвоения. При выплавке стали с сужеными пределами по содержанию углерода корректировка по содержанию углерода после выпуска запрещается. Также допускается науглероживание металла в печи при помощи установки FUCHS. Разрешается науглероживание марок стали с суженными пределами по содержанию углерода при помощи установки FUCHS с отбором дополнительных проб на разливке.
3.6. Выпуск и доводка
Температура металла в печи перед выпуском должна быть в пределах, указанных для данной марки стали. В начале выпуска в ковш производится присадка шлаковой смеси и алюминия, которые укладываются в совок в следующем порядке:
| - известь | 1300-1500 кг |
| - плавиковый шпат | 300-400 кг |
| - порошок (дробь) алюминия | до 80 кг |
| - алюминий кусковой для стали с содержанием углерода <0.25% | до 100кг |
| - алюминий кусковой для стали с содержанием углерода >0.25% | до 50 кг |
Для улучшения десульфурации в состав шлаковой смеси возможно введение до 400 кг глинозема или глиноземсодержащих шлаков.
Присадка шлаковой смеси и ферросплавов заканчивается до наполнения 1/3 высоты ковша. При присадке материалы вводятся в сталь в следующей последовательности: ферросилиций и силикомарганец (до 2000 кг); феррохром (до 300 кг) или ферросиликохром (до 500 кг); никель (до 200 кг); медь (до 200 кг). Материалы, вносящие бор, ванадий, титан, кальций, цирконий, вводятся после присадки ферросилиция и силикомарганца. Суммарное количество ферросплавов, вводимых во время выпуска, не превышает 3 тонн. Продолжительность выпуска составляет не более 10 минут.
3.7. Внепечная обработка стали
После выпуска плавки осуществляется обязательная предварительная
2-3-х минутная продувка стали на установках продувки стали азотом (УПСА) через верхнюю погружаемую футерованную фурму либо через донную пористую фурму, после чего отбираются две ковшевые пробы стали и проба шлака.
Обработка металла азотом производится с расходом газа 45-60 м3/ч и давлением 6-8 атм., обеспечивающим интенсивное перемешивание металла по всему объему ковша. Длительность продувки составляет не менее 5 минут.
После получения результатов ковшевой пробы производится обработка металла инертным газом не менее 5 минут. При наличии корректирующих добавок ферросплавов в зависимости от их количества длительность продувки составляет: до 400 кг – не менее 5 мин.; 400-600 кг – не менее 7 мин. после окончания ввода присадок. При этом суммарный вес добавок ферросплавов не должен превышать 600 кг (присадка осуществляется порциями до 200 кг с последующей продувкой не менее 2 мин).
Для корректировки температуры металла возможна подача в ковш т.н. "выштамповки" порциями до 200 кг каждая с последующей продувкой не менее 5 мин. (каждые 500 кг "выштамповки" снижают температуру на 10°С).
Введение углеродсодержащих материалов возможно не более чем на 0.05% в виде порошка кокса, аморфного графита, а также пыли производства электродов. При выплавке стали с суженными пределами содержания углерода корректировка содержания углерода в металле после выпуска запрещается.
При введении нескольких корректирующих добавок их вводят в следующем порядке:
- углеродсодержащие, никель;
- медь, выштамповка;
- ферросилиций, силикомарганец;
- алюминий.
Обработка металла на УПСА заканчивается за 5-10 минут до подачи ковша на подъемно-поворотный стенд (ППС) МНЛЗ.
При разливке металла в изложницы выдержка металла в ковше от окончания выпуска до начала разливки не превышает 40 минут.
Время от последнего замера на УПСА до начала разливки на состав не более 15 минут.
В случае возврата плавки с МНЛЗ для разливки стали в изложницы перегрев металла по ходу плавки и на выпуске не считается нарушением технологической инструкции.
3.8. Разливка металла в изложницы
При разливке стали в изложницы не позднее, чем за 5 мин до начала выпуска плавки, на сталевоз устанавливается сталеразливочный ковш. При чем ковши с новой футеровкой, очищенной от остатков глины, кирпича и мусора, не устанавливаются под ответственные марки стали. Разрешается подавать ковши с остатками шлака от предыдущей плавки.
Состав с изложницами (готовится в цехе подготовки составов) подается к разливочной площадке не позднее, чем за 30 мин. до выпуска плавки. Перед подачей изложницы окрашиваются (лигносульфанатом) и очищаются от различного рода мусора; визуально проверяются: центровка изложниц на составах, состояние изложниц, качество покраски, отсутствие остатков шлака, положение прибыльных надставок и отсутствие зазоров между надставкой и изложницей, температура поверхности изложниц и прибыльных надставок (>40°С).
При первом открытии шиберного затвора стакан-коллектор очищается от коксика открытием над специальной (копровой) изложницей. При застывании металла в стакане, сужении или ином изменении формы струи в процессе разливки стакан прожигается кислородом. Открытие шиберных затворов производится плавно, а наполнение изложницы должно производиться полной струей, без перерывов и сокращения струи.
По окончании разливки металла проводится утепление зеркала металла керамзитом. В середине состава производится отбор проб для маркировочного анализа разлитой стали.
3.9. Разливка металла на МНЛЗ
Краткая характеристика МНЛЗ: четырехручьевая УНРС радиального типа, сечение отливаемых слитков 300*330 мм, радиус МНЛЗ – 12 м, емкость промежуточного ковша (промковш) – 25,5 т, максимальная скорость вытягивания – 1,5 м/мин, частота качания кристаллизатора – 20-150 колебаний/мин, мерные длины заготовок при порезке на МНЛЗ в потоке – 3,4-6 м.
Разливка металла на МНЛЗ может производится одиночными плавками или сериями из двух и более плавок.
Температура металла в новом промковше перед установкой его на ППС МНЛЗ должна быть на 10-15°С выше верхнего предела для разливаемой марки стали.
Перед началом разливки производится проверка фактической готовности МНЛЗ к работе, наличия аварийных емкостей и шлаковен, наличие инструментов и материалов. За 15 мин до начала разливки проверяется наличие обслуживающего персонала на рабочих местах и дается команда на сборку гидро- и электросхемы, проверку давления воды, природного газа, кислорода и азота (аргона), работы ножниц, охлаждения оборудования, установку механизмов в исходное положение. Операторами проверяется отсутствие в опасных зонах УНРС людей, производится открытие заслонок контейнеров изотопных излучателей системы автоматического поддержания уровня металла в кристаллизаторе.
По команде мастера МНЛЗ начинается разливка стали из стальковша. После наполнения промковша открываются стопора и производится наполнение кристаллизатора жидким металлом. При наполнении кристаллизатора металлом до уровня 120-150 мм от верхней кромки его стенок, включается механизм качания кристаллизатора и привод вытягивания слитка со скоростью 0.2 м/мин. Скорость разливки и частота качания кристаллизатора плавно доводятся до рабочих показателей: 0.6 м/мин. и 80 качаний в минуту соответственно. При отклонении температуры металла в промковше от норы скорость разливки уменьшают (увеличивают) на 0.1 м/мин. на каждые 10°С превышения (понижения) верхнего (нижнего) предела температуры металла в промковше (максимально допустимая скорость разливки не должно превышать 0.75 м/мин). После запуска всех ручьев промковш опускается до погружения нижних торцов стаканов в металл на 100-120 мм. При этом уровень металла в кристаллизаторах в течение всей разливки поддерживается в пределах 110±10 мм от верхнего среза кристаллизатора вручную или с помощью гамма-уровнемеров.
При разливке на МНЛЗ для защиты металла от взаимодействия с окружающей средой применяется специальная шлакообразующая смесь (С – 15-20%; CaO – 26.0-32.0%; SiO2 – 30.0-36.0%; Al2O3 – 6.5-8.0%; R – 0.7-1.0; F – 4.0-4.5%; Na+ - 3.5-4.0%; K+ - 0.7-1.0%). Подача шлакообразующей смеси производится следующим образом:
- при стабильной разливке по мере расходования защитной смеси новые небольшие порции равномерно засыпают по поверхности ранее образованного слоя смеси. Толщина шлакового покрова в кристаллизаторе поддерживается в пределах 30 мм.
- При остановках машин или продолжительной разливке со скоростью менее или равной 0.3 м/мин. толщину слоя защитной засыпки кратковременно увеличивают. После этого проверяется отсутствие под защитным покровом плавающей металлической корочки, которую удаляют при её наличии.
- Запрещается перемешивать слой защитной смеси с поверхностным слоем жидкого металла, также не допускается бурление металла в кристаллизаторе и его оголение.
При окончании разливки плавки закрывается шиберное устройство сталеразливочного ковша. Поворотом подъемно-поворотного стенда ковш переедается в раздаточный пролет для кантовки шлака и дальнейшей обработки. Скорость разливки плавно снижается до 0.3-0.4 м/мин. и заканчивается разливка из промковша.
Раскрой непрерывного слитка производится в соответствии с заказами в зависимости от того, на каком стане будет проходить дальнейшая обработка заготовки. Длины заготовок установлены следующие: 1820 мм; 1900мм; 1950 мм. Для увеличения ресурса работы ножниц, длина порезки слитка может быть увеличена вдвое с последующей порезкой таких слитков кислородом.
Порезанные на МНЛЗ заготовки маркируются и передаются в термообрубное отделение. В термообрубном отделении заготовки охлаждаются до температуры окружающей среды; производится отбраковка заготовок. В случае поступления заготовок нестандартной длины производится их резка на заготовки требуемой длины.
4. Метрологическое обеспечение4.1. Описание структуры управления
Система управления предназначена для управления механизмами печи и контроля технологических параметров при производстве стали. Система представляет собой двухуровневую систему (рис. 2).
Нижний уровень – состоит из трех контроллеров SLC5/04 и регулятора тока электродов фирмы VOEST-ALPINE Австрия. Связь между контроллером SLC и регулятором осуществляется с использованием дискретных входов / и СОМ порта RS232. Связь между контроллерами и рабочими станциями осуществляется по сети DН +. Система делится условно на три участка:
1. Система управления КРУ 35кВ (комплектное распределительное устройство) и НАС (насосно-аккумуляторная станция).
2. Система управления механизмами и контроль теплового состояния печи.
3. Система дозирования сыпучих материалов.
4. Второй уровень состоит из двух рабочих станций оператора.
Основные функции контроллера КРУ и НАС:
ü управление насосами и клапанами силовой гидравлики;
ü контроль насосов управления;
ü контроль и управление высоковольтными выключателями;
ü контроль электрических параметров трансформатора по первичной стороне;
ü контроль параметров системы регулирования VAMELT++;
ü диагностика работы механизмов.
Контроллер управления механизмами печи решает следующие задачи :
ü управление механизмами печи (свода, наклон печи, поворот свода, закрытие дверцы);
ü контроль температуры днища, свода, кожуха печи;
ü замер температуры жидкой стали;
ü контроль давлений и расходов газа и кислорода на продувку;
ü контроль протоков и давлений воды на охлаждение;
ü управление клапанами газа и кислорода.
Контроллер дозирования сыпучих материалов выполняет:
ü дозирование и подачу сыпучих материалов по заранее определенной программе;
ü управление механизмами тракта подачи материалов (, дозаторами , питателями );
ü диагностику приводов механизмов.
Верхний уровень выполнен на базе программного обеспечения RSView32 на двух промышленных и одной офисной РС и предназначен для отображения технологических параметров, задание режимов работы и управления механизмами печи. Рабочая станция №3 предназначена для диагностики системы управления и ведения отчета плавки.
4.2. Описание локальной структуры управления АСУ ТП "Механизмы печи"
Назначение системы и ее структура
Система предназначена для управления механизмами и контроля технологических параметров печи. Условно система разбита на два участка:
1. Управление механизмами
2. Система КИП.
Система КИП состоит из дискретных и аналоговых сигналов. Основная часть аналоговых сигналов КИП заводится на контроллер через удаленные входы по сети Remote I/O. В данном контроллере в качестве удаленных входов используются модули FLEX серии 1794, размещенные в отдельном шкафу КИП . Так же с контроллера вынесены на модули FLEX сигналы с пульта ПУМ1 и ПУМ 2. Обмен с удаленными модулями и приводом фурмы 1336 осуществляется по сети Remote I/O.
Обмен данными с контроллерами и рабочими станциями осуществляется по сети DH+.
Функции системы
Контроллер данной локальной АСУ ТП выполняет следующие функции управления и контроля:
ü управление наклоном печи выдачей аналогового сигнала задания скорости;
ü управление подъемом / опусканием свода;
ü управление поворотом свода;
ü сигнализация положения механизмов и электродов;
ü управление клапанами расхода газа и кислорода;
ü контроль температуры днища, кожуха, свода, охлаждающей воды. Для контроля температуры используются модули термосопротивлений 1794-IR8, термопарные модули 1746-NT4;
ü контроль давлений, расходов газа и кислорода (1794-IE8);
ü формирование аварийной и предупредительной сигнализации при выходе аналоговых сигналов за установленные пороги;
ü измерение температуры жидкой стали (характеристики замера и хранение 100 графиков последних замеров с атрибутами времени , даты и вычисленного значения температуры).
4.3. Описание локальной структуры управления АСУ ТП "Сыпучие"
Назначение системы и ее структура
Система предназначена для управления механизмами сыпучих и набора
необходимых материалов. Условно система разбита на два участка:
ü Управление механизмами сыпучих
ü Система измерения веса.
Система измерения веса состоит из аналоговых сигналов. Аналоговые сигналы измерения веса заводится на контроллер через преобразователи с тензодатчиков. Обмен приводами конвейеров SMC Dialog+ осуществляется по сети Remote I/O.
Обмен данными с контроллерами и рабочими станциями осуществляется по сети DH+.
Функции системы
Контроллер данной локальной АСУ ТП выполняет следующие функции
управления и контроля:
ü управление питателями для набора материала в весовые бункеры;
ü управление затворами для отдачи материалов в печь;
ü управление конвейерами;
ü формирование аварийной и предупредительной сигнализации;
ü измерение веса набранного материала.
Комплекс технических средств системы достаточен для реализации всех функций системы и соответствует действующим стандартам.
В подсистемы нижнего уровня входят: первичные измерительные преобразователи (массы, уровня, токовой нагрузки двигателей и т.п.), датчики состояния оборудования (ручные и автоматические – тумблеры, кнопки, путевые и конечные выключатели) и исполнительные механизмы (привода дозаторов, электродвигателей и т.д.). Здесь реализуются функции сбора информации о ходе технологического процесса и реализации управляющих воздействий.
Функции сбора, первичной обработки и передачи информации в подсистему верхнего уровня реализуются на базе программируемого микропроцессорного контроллера PLC-5 фирмы Allen-Bradley (собственно контроллер PLC-5, модули ввода/вывода, адаптеры связи). На этом уровне реализуются функции первичной обработки сигналов измерительной информации (аналого-цифровое преобразование, аппаратная противоподменная и противопомеховая фильтрация, нормализация нестандартных сигналов) и обеспечивается функционирование программ управления технологическим процессом.
Функции подсистемы верхнего уровня (учет и отображение информации) реализованы на базе промышленных ЭВМ.
Метрологические показатели АСУ ТП должны соответствовать требуемой точности контроля технологического процесса и расчета учетных показателей. Это обеспечивается благодаря применению соответствующих алгоритмов, аппаратных средств и эффективных методов управления.
Организация и порядок проведения проверки, ревизии и экспертизы измерительных средств, средств передачи и обработки данных осуществляется в соответствии с действующими нормативными правилами.
Измерение технологических параметров производится средствами измерений, указанными в таблице 1.
Таблица 1
| № п.п. | Технологический параметр | Средства измерения | Диапазон измерений |
| 1 | Масса шихтовых материалов (в завалочной бадье) | Платформенные тензометрические весы 4123 П125 | от 6.3 до 125 т |
| 2 | Масса шлакообразующих и ферросплавов | Дозаторы весового комплекса 4277 К | от 0.1 до 1.9 т |
| 3 | Масса ферросплавов (присадка материалов) | Дозаторы весового комплекса 4278 | от 0.1 до 4.0 т |
| 4 | Масса ферросплавов (взвешивание в мульдах) | Весы вагонеточные РС 10Ш13 | от 0 до 10 т |
| 5 | Масса корректирующих добавок при внепечной обработке | Весовой дозатор 4312Д0.5 | 0-500 кг |
| 6 | Расход аргона (азота) на продувку стали в печах | Расходомер |
0-160 м3/ч |
| 7 | Температура металла в печи | Термоэлектрический преобразователь ПР(В) Потенциометр КСП-4 | 1300-1800°С |
| 8 | Расход кислорода на фурму | Расходомер |
0-3200 м3/ч 0-5000 м3/ч |
| 9 | Давление кислорода на фурму | Преобразователь измерит. |
0-16 кгс/см2 |
| 10 | Расход кислорода на газокислородную горелку | Расходомер |
0-1600 м3/ч 0-3200 м3/ч |
| 11 | Давление кислорода на газокислородную горелку | Преобразователь измерительный А-542 |
0-16 кгс/см2 |
| 12 | Температура металла в ковше | Термоэлектрический преобразователь ПР(В) Потенциометр КСП-4 | 1300-1800°С |
| 13 | Расход природного газа на газокислородную горелку | Расходомер |
0-800 м3/ч 0-1000 м3/ч |
| 14 | Давление природного газа на газокислородную горелку | Преобразователь измерительный А-542 |
0-2.5 кгс/см2 0-16 кгс/см2 |
| 15 | Расход аргона (азота) на пневмотранспорт и чистую продувку УПСА-1 | Расходомер |
0-65 м3/ч |
| 16 | Геометрические размеры материалов |
Линейка металлическая Штангенциркуль |
0-500 мм 0-250 мм |
| 17 | Скорость |
Датчик-преобразователь Измерительный прибор аналоговый, показывающий и регистрирующий амперметр узкопрофильный показывающий |
0¸100% |
| 18 | Общая и мерная длина слитка | Датчик-подсистема "Слиток" КТС Лиуис-2 | 0-500м |
| 19 | Температура стали в промковше | Преобразователь текмоэлектрический гр. ПР(В) Прибор, показывающий автоматический потенциометр | 1300-1800°С |
| 20 | Расход воды на охлаждение кристаллизатора | Расходомер |
0-250 м3/ч |
| 21 | Давление воды на охлаждение кристаллизатора |
Преобразователь измерительный избыточного давления Амперметр узкопрофильный |
0-1.0 МПа |
| 22 | Температура воды на охлаждение | Термопреобразователь сопротивления медный гр. 100м, преобразователь измерительный, амперметр узкопрофильный |
0-20°С 0-20°С |
| 23 | Температура воды после кристаллизатора | То же | То же |
| 24 | Перепад температуры охлаждающей воды | Термопреобразователь сопротивления гр. 100м, преобразователь измерит., вторичный прибор | 0-20°С |
| 25 | Линейные размеры кристаллизатора | Линейка | 0-500 мм |
| 26 | Расход воды на зону вторичного охлаждения | Расходомер ДК25-50 |
0-4 м3/ч |
| 27 | Сигнализация давления воды на зону вторичного охлаждения | Преобразователь измерительный избыточного давления, амперметр узкопрофильный, контактный трехпозиционный блок сигнализации и регулирования | 0-1.0 Мпа |
| 28 | Конусность рабочей полости кристаллизатора | Нутромер | 0-25 мм |
| 29 | Уровень металла в промежуточном ковше | Визуально | |
| 30 | Уровень металла в кристаллизаторе | Система измерения уровня металла: радиационная установка-блок преобразования Ремиконт, прибор аналоговый, показывающий и регистрирующий | 0-100% |
| 31 | Коробление кристаллизатора | Специальный шаблон, щуп | |
| 32 | Выставка кристаллизатора | Специальный шаблон, шуп | |
| 33 | Установка затравки в кристаллизаторе | Медный стержень с меткой | 650 мм |
| 34 | Контроль продолжительности операций | Секундомер | 0-60 мин. |
| 35 | Температура кожуха промежуточного ковша перед началом разливки | Термощуп | 50-150°С |
Все средства измерений, участвующие в технологическим процессе и служащие для контроля качества готовой продукции своевременно проверяются в метрологической службе комбината (или в органах Государственной метрологической службы) с оформлением результатов поверки в паспорте или клеймом поверки.
5. Охрана трудаВсе технологические операции по выплавке стали в дуговых печах и обработке на УПСА проводятся в соответствии с ГОСТ 12.2.002-84, "Правилами безопасности в сталеплавильном производстве", утвержденные МЧМ России и Госгортехнадзором России, а также согласно "Инструкции по охране труда для сталеваров и подручных сталевара при работе на установке продувки стали инертными газами (УПСА) в ЭСПЦ-2" ИОТ 68-26-96 и "Инструкции для разливщиков стали ЭСПЦ-2" БТИ 68-2-91.
При работе на МНЛЗ должны соблюдаться следующие меры безопасности:
- проверка перед запуском машины наличие воды в стенках кристаллизатора и отсутствие её течи во внутреннюю полость;
- порезка заготовок кислородом в аварийных ситуациях производится через смотровые окна в бункере вторичного охлаждения;
- применение просушенных пробниц и инструмента при отборе проб жидкого металла;
- при перевозке промковшей, кристаллизаторов, секций вторичного охлаждения и аварийных ёмкостей применяются только специальные чалочные приспособления.
6. Индивидуальное задание
6.1. Системы сбора и отображения информации
Структуру системы сбора и отображения информации можно представить в виде следующей схемы:
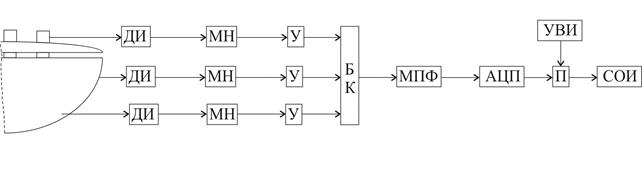
где: ДИ – датчик информации;
МН – модуль нормализации;
У – усилитель;
БК – блок коммутации;
МПФ – модуль противоподменной фильтрации;
АЦП – аналогово-цифровой преобразователь;
П – процессор (контроллер);
УВИ – устройства ввода информации;
СОИ – средства отображения информации.
Контролируемый параметр в виде сигнала измерительной информации поступает с выхда ДИ на вход блока коммутации через модуль нормализации и усилитель, при этом сигнал приводится к стандартному (в случае необходимости производится преобразование токового сигнала в сигнал напряжения или наоборот, усиление уровня сигнала до требуемого уровня).
Модуль противоподменной фильтрации является обязательным элементом при наличии в цепи аналогово-цифрового преобразователя, так как использование АЦП всегда сопровождается эффектом подмены частот (три этом наиболее опасными являются частоты, равные, или кратные, половине частоты дискретизации).
Устройства ввода информации служат для ввода диапазона измерения контролируемых параметров, величин аварийной и предупредительной сигнализации и тд.
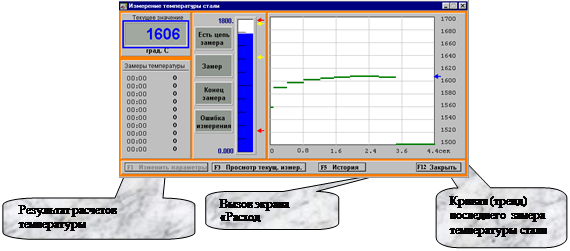
Система отображения информации реализована на двух компьютерах промышленного исполнения фирмы Allen-Bradley. Созданная на базе программного обеспечения RSView32 программа управления печью имеет дружественный графический интерфейс и позволяет осуществлять контроль и регулирование большинства параметров.
Измерение температуры стали



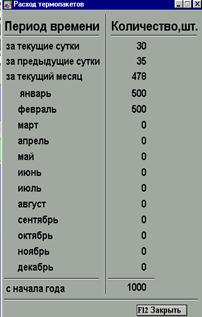 |
Экран « Расход термопакетов»
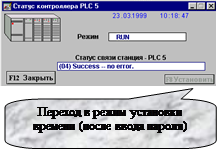
Экран «Статус контроллера PLC 5»
 |
 |
||
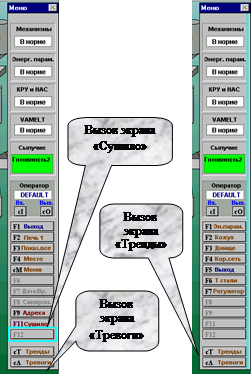
Основное меню
 |
|||||
 |
 |
||||
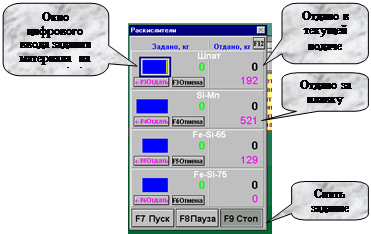
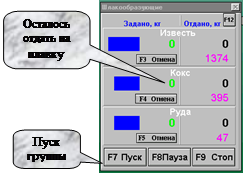
Экран “Раскислители”. Экран “Шлакообразующие”.
 |
|||
 |
|||
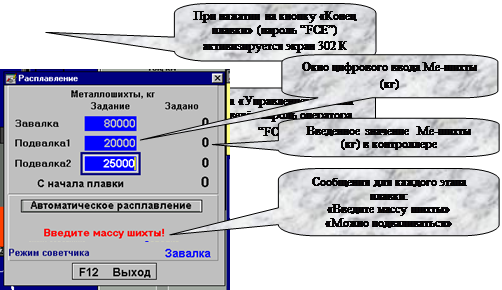
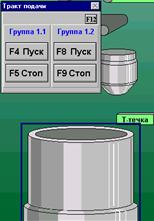 При вызове экрана “раскислители” или
“шлакообразующие” оборудование, входящее в группы (1.1 или 1.2) и соответствующие
дозаторы Д1…Д4 или Д6,Д7 переводится в автоматический режим работы.
При вызове экрана “раскислители” или
“шлакообразующие” оборудование, входящее в группы (1.1 или 1.2) и соответствующие
дозаторы Д1…Д4 или Д6,Д7 переводится в автоматический режим работы.
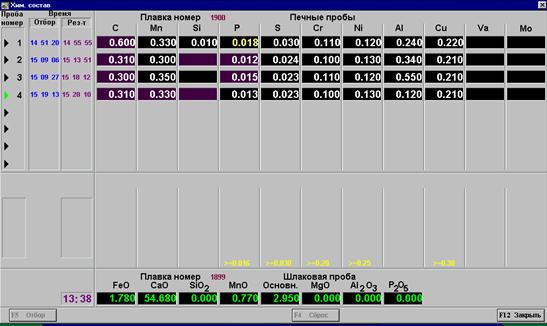
Экран “Хим. состав отобранных проб”.
 |
||||
 |
||||
 |
||||

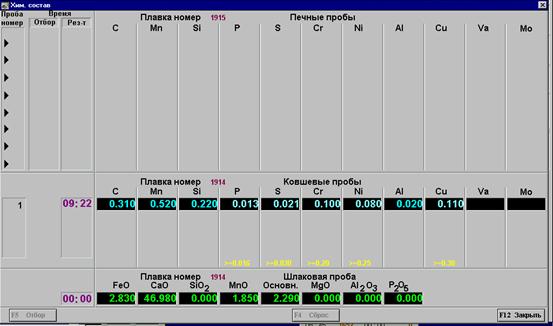 |
При приходе ковшевой пробы значения печных проб обнуляются.
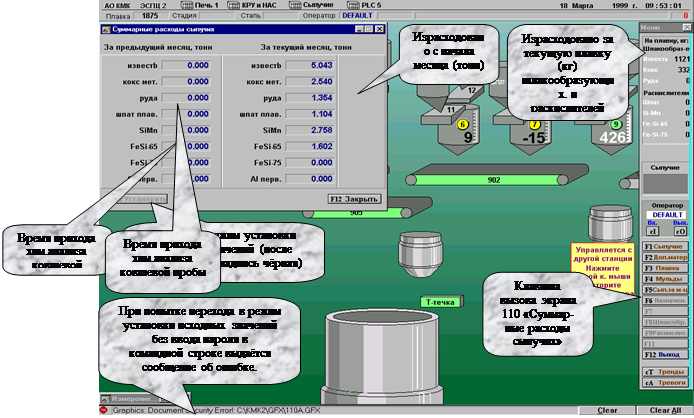
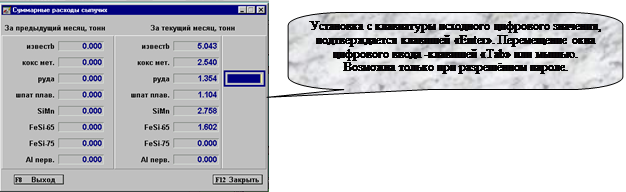
Суммарные расходы сыпучих за текущий и предыдущий месяцы.
![]()

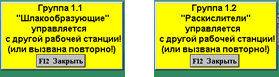
Предотвращение возможности одновременного управления одним объектом с двух и более рабочих станций.
Если работой дозатора управляют с одной рабочей станции, то при попытке вызова панели управления этим дозатором с другой рабочей станции, на первой активизируется дисплей о том, что дозатор управляется с другой.
 |
 |
||||
 |
|||||
Попытка вызова на экран из меню, кнопки F8 – “Шлакообразующие” или F9 – “Раскислители”,
 соответствующих панелей управления, если они уже вызваны на экран
другой рабочей станции ведут к появлению на экране используемой рабочей
станции соответствующих дисплеев:
соответствующих панелей управления, если они уже вызваны на экран
другой рабочей станции ведут к появлению на экране используемой рабочей
станции соответствующих дисплеев:
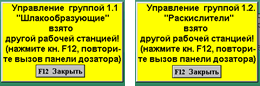 В случае принудительного вызова с другой рабочей станции панелей
управления “Шлакообразующие” или “Раскислители”, на экране ранее управляющей рабочей
станции появляются приведенные дисплеи, а панели управления исчезают с экрана.
В случае принудительного вызова с другой рабочей станции панелей
управления “Шлакообразующие” или “Раскислители”, на экране ранее управляющей рабочей
станции появляются приведенные дисплеи, а панели управления исчезают с экрана.
Принудительный вызов (вызов с отменой управления, производимого с другой рабочей станции) выполнять в соответствии с рекомендациями, написанными на дисплеях.
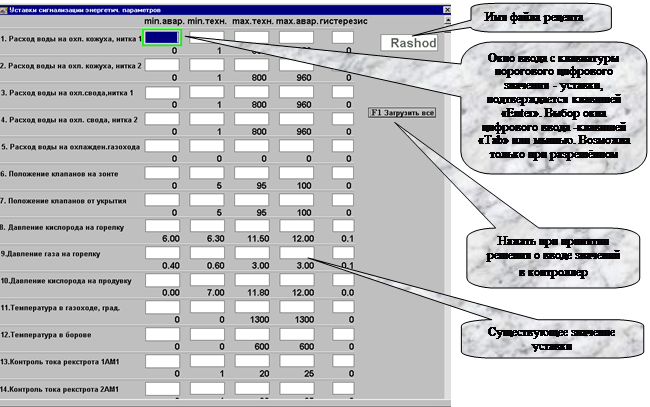
Экран ввода уставок технологической и аварийной сигнализации
Вызов производится нажатием клавиш «Уставки» в экранах «Энергетические параметры».
 |
|||
 |
|||
7. Список литературы
1. История Кузнецкого металлургического комбината имени В.И. Ленина. Под ред. докт. техн. наук Б.Н. Жеребина. М., "Металлургия", 1973, 464 с. 104 ил.
2. Выплавка и разливка стали в ЭСПЦ-2. Технологическая инструкция 103-ЭС-388-98. ОАО "Кузнецкий металлургический комбинат" г. Новокузнецк, 1998.
3. Специальная производственная практика. Методические указания. Новокузнецк, СибГИУ, 1998 г.